Condensers are one part of the power plant where the technology is well defined and the benefits of keeping a clean condenser are easily determined. Condenser maintenance is a "pay me now or pay me later" proposition.
The theory of condenser operation is reasonably straightforward. Condenser design specifications define a maximum effective rate of removal of the latent heat in the exhaust vapor entering the condenser, as well as its heat transfer into the circulating water, determined by the condenser backpressure, cooling water flow rate, and inlet temperature. Variations in the latter two parameters will change the backpressure and also affect the heat rate for a given load. In order to minimize condensate subcooling, caused by variations in inlet water temperature, some control over backpressure (and heat rate) may be achieved by varying the cooling water flow rate. However, the reduced tube velocities can cause silt to become deposited on the tube surfaces and, thus, negatively affect heat rate.
To avoid these effects, it may be possible to allow some of the circulating water returned from the condenser to bypass the cooling towers, thereby adjusting the inlet temperature to maintain the backpressure, but without reducing the total water flow rate or tube water velocity. These are the natural responses between these variables for a clean condenser.
Unfortunately, condensers seldom operate under clean conditions for very long, and the ills to which they are prone during normal service fall into five major categories:
- Fouling of the tube surfaces
- Tube or tube sheet fouling due to shellfish or debris
- Circulating water in-leakage
- Excess ambient air in-leakage
- Deficient air/noncondensable removal capability
The first two categories are related to fouling and tend to be cyclical in nature. They may, therefore, be regarded as predictable, although the actual fouling impact will vary from plant to plant, and even between units at the same plant. The last three categories of problems, concerning water or air in-leakage, tend to occur randomly. Both categories of leaks are likely to occur at some point, and a correction strategy can be prepared. When a problem will occur can only be anticipated, not predicted.
Tube Surface Fouling
It’s only a matter of time until almost every condenser experiences some kind of tube or tubesheet fouling. Most condenser circulating water sources contain dissolved solids that can precipitate and become deposited on the inner surfaces of the tubes, adversely affecting the unit heat rate and/or limiting generation capacity. These deposits can also contribute to various types of corrosion and, if not removed periodically, the corrosion may eventually penetrate the tube wall, allowing circulating water to leak into and contaminate the condensate.
Fouling can affect not only unit heat rate but also the ability of the turbine to generate its design load capacity. In fossil-fired plants, an increase in heat rate is reflected in higher fuel costs for a given load, and increases of 2% are not uncommon. In both fossil and nuclear plants, if the fouling becomes severe, it will cause the backpressure to rise to its upper limit, forcing a reduction in generated power. There are reports of up to 20 MW having been recovered by the removal of severe accumulations of deposits.
Tube Fouling Characteristics
To effectively combat tube fouling, one must better understand the characteristics of tube fouling and how it applies to site-specific conditions. Condenser tube fouling, which is mostly a tube interior concern, generally falls into one of the following five categories.
Microbiological Fouling. Microbiological fouling routinely occurs in natural waters, as many bacterial species will naturally colonize and grow on inert substrates. The temperature at the interior wall of condenser tubes is ideal for growth of some bacteria. The resulting mass is frequently low in organic solids (10% to 30% after drying), and the majority of constituents are inorganic particulates from the cooling water that have become incorporated into the microbiological slime. Even a thin layer of microbiological fouling can be particularly detrimental to heat transfer, as much of the slime mass consists of water, which conducts heat poorly.
Scale Fouling. Scale (mineral crystallization) occurs on heat transfer surfaces under a combination of dissolved mineral concentration and temperature effects. Scaling of certain common constituents in natural waters (such as calcium carbonate and calcium phosphate) is promoted by elevated temperatures, such as exist on the interior wall of condenser tubes, particularly toward the outlet end. Other scale-forming minerals (including calcium sulfate) are more likely to form at cooler temperatures. Scale can drastically reduce heat transfer, depending on the specific mineral formed and its thickness. Although scaling water chemistry is not normally associated with corrosion, it is very possible that crevice corrosion will occur beneath scale.
Particle Deposition Fouling. Particle deposition generally occurs in condenser tubes when the flow rate is inadequate to keep particulates in suspension. Design flow through condenser tubes is often 7 to 10 ft/s, but this is an average (bulk flow), and some tubes may experience much lower flow than others. This can be a problem if the waterbox is not full and upper tubes receive intermittent flow. Commonly, areas of low flow result from partial blockage on the tubesheet or because an object is lodged within a tube. It is unlikely that particle deposition will cause a significant loss of heat transfer for the condenser, but it may serve as an initiation site for crevice corrosion. Common types of fouling particulates in condensers include sediment/silt, diatoms, coal dust, and minerals precipitated from the cooling water (calcium sulfate, calcium phosphate, silicates, etc.).
Corrosion Products Fouling. Corrosion products can grow relatively thick on the surfaces of certain tubes, primarily copper alloys. Scale or deposition promotes copper oxide growth, and in some cases a thin surface scale will enhance the growth of a thick underlying copper oxide layer, which will inhibit heat transfer and establish sites for crevice corrosion.
Tubesheet Pluggage. Macro fouling can include blockage at the tubesheet and within the tubes by various materials and debris, including rocks, concrete pipe debris, cooling tower materials (plastic fill/wood), chunks of ash or coal, pieces of rust, paper trash, leaves and other vegetation, and aquatic animals (crayfish, fish, and clams). The primary effect is reduced flow to certain tubes, which results in particulate deposition and increased opportunity for microbiological growth. Additionally, localized high velocities and tube wall erosion can occur as a result. If major tube sheet blockage occurs, the condenser vacuum can be significantly degraded.
Condenser Cleaning Methods
Regardless of the tube material, the most effective way to ensure that tubes achieve their full life expectancy and heat transfer efficiency is to keep them clean. Ideally, each time tube deposits, sedimentation, biofouling, and obstructions are effectively removed, the tube surfaces are returned to bare metal, providing the most effective heat transfer. The cleaned tube is given a new life as a result of the rebuilding of the protective oxide coating.
Data obtained from an independent survey of 100 plants (two per state) found that the majority of cleaning procedures are performed off-line, the most frequently chosen being mechanical cleaning. Mechanical cleaning incorporates the use of metal scrapers or brushes being shot through the tubes by water, air, or a combination of the two.
Among other off-line methods is the use of very high pressure water. Because the jet can only be moved along the tube slowly, the time taken to clean a condenser can be become extended. Great care must be taken to avoid damaging any tubesheet or tube coatings that may be present; otherwise, the successful removal of fouling deposits maybe become associated with new tube leaks or increased tube sheet corrosion that are only observable after the unit has been brought back online.
Chemicals are also used for off-line cleaning of condenser tubes. Several mildly acidic products are available and will remove more deposit than most other methods; but this option is expensive, takes longer, and the subsequent disposal of the chemicals-an environmental hazard-creates its own set of problems. It has also been found quite frequently that some residual material still needs to be removed by mechanical cleaning methods.
Very few online methods are available to clean condenser tubes, but the best known is the online ball-cleaning system, which uses recirculated sponge rubber balls as the cleaning vehicle. These systems often operate for only a part of each day and, rather than maintaining absolutely clean tube surfaces, tend to merely limit the degree of tube fouling. Unfortunately, although the tubes may become cleaner if abrasive balls are used, tube wear can become a problem.
There have been, on occasion, problems with the distribution of online sponge balls and their ability to clean all of the condenser tubes. It is also not uncommon to find that numerous sponge balls have become stuck in condenser tubes, and these appear among the material removed during off-line mechanical cleaning operations. For these reasons, the tubes of condensers equipped with online systems still have to be cleaned off-line periodically, especially if loss of generation capacity is of serious concern.
Tube Cleaning Innovations
Off-line mechanical cleaning is especially useful where fouling problems exist or are too severe to be handled by any of the other methods. Obviously, the tool selected has to be the most appropriate for removing a particular type of deposit. Molded plastic cleaners (pigs) are quite popular for some light silt applications. Brushes can also be used to remove these soft deposits as well as some microbiological deposition. Brushes are also useful for cleaning tubes with enhanced surfaces (for example, those that are spirally indented or finned) or tubes with thin wall metal inserts or epoxy-type coatings. Spring-loaded metal cleaners have been designed to remove all types of deposits, particularly from tubes that are fouled with hardened deposits such as mineral scale. All of the aforementioned cleaners are propelled through the tubes by means of a water pump at approximately 300 psig.
An advantage of using 300 psig water pressures for tube cleaner propulsion is that the fouling material can be safely collected in a plastic container for later drying, then weighing, to establish the deposit density. That is followed in many cases by X-ray fluorescent analysis of the deposit cake. This method of deposit analysis is unique to mechanical cleaning.
Water pressure of 300 psig is very effective for propelling cleaning tools through the tubes while preventing their exit velocity from rising above a safe level. Some other cleaning systems use air or a mixture of air and water to propel the cleaner, but air pressure is compressible and dangerous to use.
Case Study No. 1: South Texas Project
As a result of an innovative research program organized to resolve problems encountered in the field and to develop new products where existing equipment was found to be inadequate, new tube cleaners were developed. One notable example involves South Texas Project (STP) nuclear power station, which experienced a serious buildup of calcium carbonate scale in more than 96,000 of its condensers’ titanium tubes. Conventional cleaning methods proved to be unsuccessful in removing scale from the inner diameter of the tubes. Upon further examination, tests revealed that scale thickness ranged from 7.6 mils to 31.2 mils and averaged 19.06 mils. Approximately 50% of the top 20 rows in waterbox four were completely blocked with scale.
An innovative scale removal tube cleaner was utilized to restore the tubes to operational cleanliness. The tube cleaner known as the Cal-Buster (Figure 1) consists of a Teflon body on which are mounted a number of carbide rotary cutting wheels. These are placed at different angles around the body. The carbide cutting wheels on the Cal-Buster fracture the crystalline structure of the calcium carbonate, effectively breaking the bond to the tube wall as the cleaner travels down the tube. A subsequent pass of a standard C4S cleaner forces the loosened calcium out in long strips.

1. The Cal-Buster removes scale on the inside of condenser tubes. Courtesy: Conco Systems Inc.
Working in teams of eight operators per 12-hour shift, around the clock, it took approximately five and a half days to clean each waterbox. Each team used four two-gun portable water pump systems that shot the tube cleaners with 200 to 300 psi water. Three pumps were used on the inlet side and one was used on the outlet side when back-and-forth shooting was required to free the occasionally stuck cleaner.
In all, seven and a half cubic yards of calcium carbonate, weighing more than 5,000 pounds, were removed from the 96,234 condenser tubes in Unit 1. Shortly thereafter, the same number of condenser tubes in Unit 2 were cleaned using the same method, and more than four cubic yards of calcium carbonate, weighing a little more than 3,000 pounds, was removed. STP personnel believe the tubes in Unit 2 were less fouled because it had been cleaned with metal-bladed mechanical tube cleaners in 2001, whereas the tubes in Unit 1 had been cleaned with nylon brushes that left ridges inside the tubes, promoting faster build-up of debris and scale.
As a result of the condenser tube cleaning and removal of the calcium carbonate scale, STP plans to establish a preventive maintenance cleaning regimen utilizing one pass of standard metal-bladed tube cleaners to prevent the severe fouling that was observed and slow the buildup of scale.
Case Study No. 2: Ratcliffe-on-Soar
Another innovation was the development of the stainless steel tube-cleaning brush. The brush is made from stainless steel and has more than 1,000 contact points per cleaner (Figure 2). The stainless brush was successfully utilized at the 2,034-MW Ratcliffe-on-Soar power station in the United Kingdom to remove accumulated macro fouling that consisted mostly of stones that had entered the cooling water intake due to a breach in a retaining wall. The stones created a low-flow situation that had in turn rendered the online ball-cleaning system ineffective. In addition to macro fouling, the condenser tubes had been fitted with thin-walled brass inserts in both the inlet and outlet ends and were in varying degrees of disrepair.

2. Another tube cleaning option is the stainless steel brush. Courtesy: Conco Systems Inc.
The stainless brush performed exceptionally well due to the inherent flexibility of its design. The cleaning contractor utilized cleaners that were custom fit with smaller-than-normal trailing end caps that allowed the cleaner to pass through the inserts and open fully to provide a full 360 degree cleaning of the inner tube wall.
Following the four-day cleaning at Ratcliffe, performance engineers realized a 3- to 4-mbar improvement in backpressure at full load, which meant the unit had hit its target vacuum for the first time in many years. A 3-mbar improvement equates to approximately $200,000 a year savings in efficiency/fuel costs alone (based on 60% utilization), which is extraordinary, as the unit cleaned hadn’t been considered a bad performer.
Determining Circulating Water In-leakage
In addition to innovations in tube cleaning, an awareness of best available technology for the resolution of circulating water and air in-leakage is also necessary.
Circulating water in-leakage can result from penetrations through the tube walls, from joints between the tubes and tube sheet that have developed leaks, or from other penetrations between the waterbox and condenser shell that have lost their integrity. The contaminants in the circulating water change condensate chemistry and/or pH, tending to increase boiler or steam generator corrosion. They may also result in increased consumption of water treatment chemicals in an attempt to compensate for the change in water chemistry. Poor water chemistry can also cause stress corrosion cracking of steam turbine components.
Even a small circulating water in-leakage into the condensate can be damaging to the unit as a whole and is often the cause of an unscheduled outage. The length of that outage will depend on the means adopted to locate the source of the leak quickly; the online and off-line use of tracer gas (SF6) is the preferred method.
The Electric Power Research Institute (EPRI) Condenser In-Leakage Guideline (Condenser In-Leakage Guideline, EPRI Technical Report TR-112819, 2000) explores these problems in detail and shows how tracer gas can be used to rapidly locate the source of either water or air in-leakage, allowing the problem to be corrected quickly.
Methods of In-leakage Detection
The condenser is designed to form a barrier between the cooling water, which flows between the waterboxes through the condenser tubes, and the shell side of the condenser, in which the exhaust vapor is collected as condensate. However, even small circulating water leaks will quickly find their way into the condensate, contaminating it with undesirable dissolved solids, which tend to cause corrosion in the feedwater heaters, boilers, or steam generators. Online conductivity or salinity instruments are used to indicate the presence of a leak, and steps should be taken to rectify the problem as soon as possible. Unfortunately, this usually means taking the unit out of service, which translates into a loss of revenue, which increases with the length of the outage. Thus, the time taken to locate and correct the problem can be economically significant. This time can be reduced dramatically if the waterbox associated with the leak can be identified while the unit is still online.
Among the leak detection methods commonly employed in the past were smoke generators, foam or plastic wrap applied to the tube sheet, tube pressure testing, and membrane-type rubber stoppers. These earlier techniques could not confirm whether the leak was confined to only one tube, so adjacent tubes were often plugged as well (often unnecessarily) as a form of "insurance plugging." All these methods require that the shell side of the condenser be under vacuum, provided either by the air removal system or, if the waterbox is divided, by running the unit at low load, taking each waterbox out of service in turn and checking it for leaks.
Original investigations incorporated the use of helium as a tracer gas. This not only reduced the time required to locate a leak but also eliminated much of the former uncertainty about whether the actual source of the leak had been found. However, the lowest detectible concentration of helium is one part per million above the background level, and helium was often unable to detect small water in-leaks. Thus, a tracer gas with greater sensitivity was sought, and a technique using SF6 was developed. It was found that SF6 in concentrations as low as one part per 10 billion (0.1 ppb) can be detected, so small leaks now can be located with confidence.
The tracer gas method is illustrated in Figure 3, in which a tracer gas monitor, the Fluorotracer Analyzer (Figure 4), is connected to the off-gas stream leaving the air removal system. A technician is stationed at the monitor to observe the shape of the trace on the strip chart recorder. A typical response time is 30 to 45 seconds (Figure 5). Another technician is stationed in the waterbox and dispenses the tracer. The two technicians communicate through two-way sound-powered radios, chosen to avoid RF interference with other equipment.
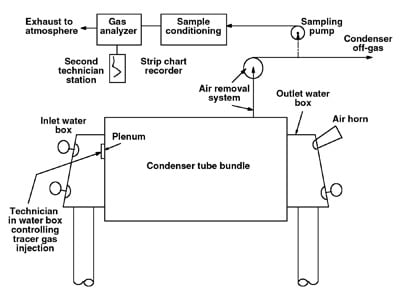
3. How to use a tracer gas to inspect a condenser for water in-leakage. Source: Conco Systems Inc.

4. A Fluorotracer Analyzer can be used to determine the concentration of the tracer gas. Courtesy: Conco Systems Inc.
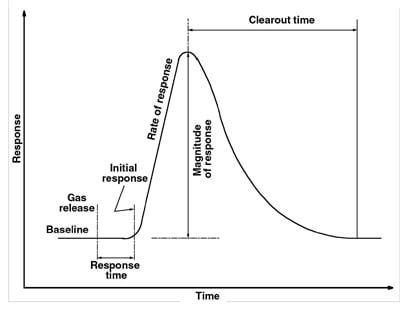
5. The response time for sensing a tracer gas in the cooling water is usually 30 to 45 seconds. Source: Conco Systems Inc.
Once the waterbox is open and the tube sheet is exposed, a series of plenums is placed over a section of the tube sheet, each sized to cover an ever-smaller group of tubes. The technician in the waterbox injects the tracer gas into the plenum using a portable dispenser (Figure 6). The vacuum within the condenser allows the tracer gas to pass through any leaks that may be present and eventually appear in the off-gas stream leaving the air removal system. The technician watching the tracer gas detector monitor warns the other technician when the presence of the gas is observed. A smaller plenum is then used, and so on. By using this systematic process of elimination, the problem tube can be rapidly identified.

6. A technician injects SF6 into the condenser tube bundle prior to a tube leak test. Courtesy: Conco Systems Inc.
Excess Ambient Air In-leakage
The design of condensers routinely allows for a normally acceptable level of air in-leakage, often considered to be 1 scfm (2.13 kg/h) per 100 MW, although a new ASME standard (ASME Performance Test Code on Steam Surface Condensers, PTC.12.2-1988) shows the limit to vary with the number of condenser compartments and exhaust flow rate. The sources of such leaks can be labyrinth glands on steam turbine shafts, as well as packing and seals that are less than leak-tight.
As with fouling, air in-leakage affects the concentration of dissolved oxygen in the hotwell, which can cause corrosion damage to other parts of the unit. Of course, high dissolved oxygen levels can also be caused by a change in the performance of the air removal equipment, and this should be checked before undertaking the search for leaks. In many cases, the increased reliance on deaeration taking place within the condenser makes minimizing air in-leakage even more important.
Air In-Leakage Detection Methods
As mentioned, condensers are designed to perform correctly with the unavoidable and low level of air in-leakage that is always present. However, greater air in-leakage than this low normal value will increase the concentration of noncondensables in the shell side of the condenser and cause the thermal resistance to heat transfer to increase. An increase in backpressure and unit heat rate will result. Air in-leakage may even rise to the point where the backpressure approaches its operating limit, forcing a reduction in load.
Another effect of high air in-leakage is often an increase in the concentration of dissolved oxygen in the condensate, a concentration that will tend to increase with lower condensate temperatures. The consequences are increased corrosion of feedheaters, boilers, and steam generators and/or an increase in the consumption of water treatment chemicals. Such consequences can create very complex issues involving the transport of corrosion products. Sometimes the result is accelerated corrosion in carbon steel high-pressure feedwater heaters and copper alloy feedwater heaters and excessive deposits in boiler waterwall tubes, superheater, and reheaters as well as in the steam turbine path (published work in this area is extensive). All of these consequences have a negative impact on unit profitability and performance.
Using the tracer gas technique, the source of most air in-leaks can be located with the unit online. Once again, a tracer gas monitor is installed in the off-gas line from the air removal system and the technician utilizing a handheld tracer gas dispenser roams around the unit in a methodical manner until the technician at the monitor observes a response. The leak detection survey starts at the turbine deck level and proceeds from top to bottom of the unit, one deck at a time. Care must be taken when dispensing the tracer gas so that only one potential source is sprayed at a time; otherwise, the ability to associate a response with a particular source may become impaired.
Enfield Power Station Air Ingress Survey
An excellent example of how systematic leak detection principles can return significant performance gains was demonstrated at the E.ON UK Enfield power station, a 400-MW combined-cycle plant with an air-cooled condenser located just north of London. Enfield had experienced problems related to air in-leakage dating back to 2000. An increase in steam turbine air ejector discharge rates since November 2005 as well as a gradual loss in vacuum resulted in numerous online leak investigations across the affected plant areas. Enfield performance engineers conducted vacuum drop tests and noted a leakage rate greater than 1.55 mbar/min. In addition to the increased leakage rate, feedwater dissolved oxygen levels were averaging 60 µg/kg.
Enfield retained an experienced leak detection contractor, who systematically tested the vacuum boundary utilizing helium as the tracer gas. After only two days of testing, the contractor located numerous leaks, including a sizeable 670-mm crack in an intermediate-pressure bypass pipe. This crack was located under a considerable amount of lagging and, once exposed, was corrected that day. Upon sealing the crack, considerable improvement in vacuum was seen (Figure 7).
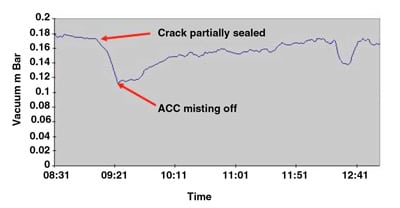
7. Vacuum improvement occurred almost instantly once a crack was repaired. Source: Conco Systems Inc.
Following the leak survey, vacuum loss was reduced from 1.55 mbar/min to 0.43 mbar/min, a 72% improvement. Feedwater dissolved oxygen dropped from 60 µg/kg to 5 µg/kg, an improvement of 91%. As a result of the efficiency improvements, Enfield estimates that the cost of the leak detection survey will pay for itself in only two weeks, and the overall yearly savings would be significant.
—Eric H. Fayard is technical marketing manager for Conco Systems Inc.