
Lubricating oil is the lifeblood of virtually all rotating equipment found in a power plant. Keep it clean and the lube system is relatively low maintenance. However, cycling operation and restarts after a temporary or long-term shutdown can reveal a whole new class of perhaps unfamiliar problems. The fundamental question is determining when a lube oil flush is justified.
When we understand the conditions that trigger the need for a flush, we are better equipped to answer the question when. A good place to start is to consider, in our experience, the most common reasons a flush is required (Table 1).
Table 1. Guidance for developing your flushing tactics. Source: Noria Corp.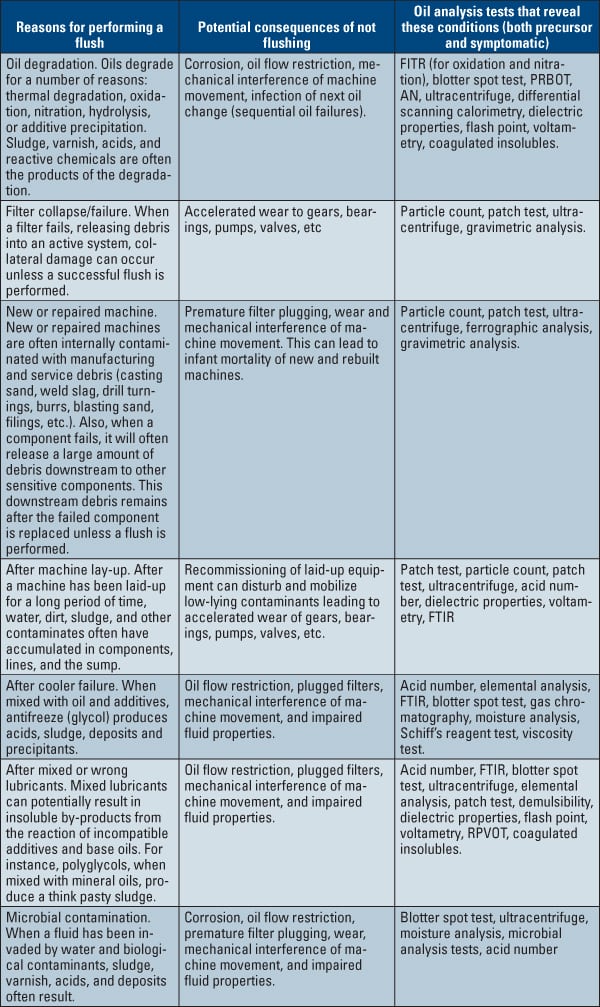
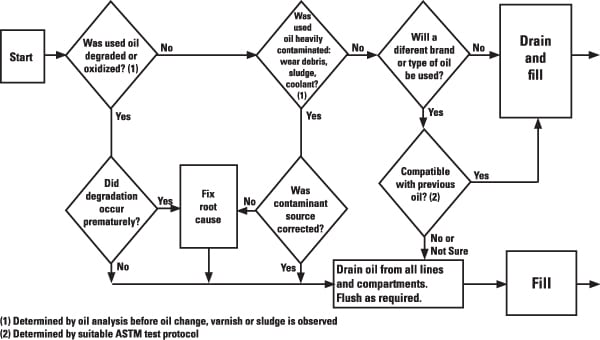
Often the need to flush is first observed during an inspection or with the appearance of sludge in a sight glass, on a used filter, or on the bottom of a sump. This can be confirmed by oil analysis and further inspection. Remediation involves both the removal of the sludge, varnishing, or debris (flushing) plus the removal of the root cause before the system is returned to service with normal life expectancy. Figure 1 is a flow chart that can help you decide whether or not an oil flush is in your future.
Flushing Tactics
What are the risks associated with a flush? These vary considerably and depend on the flushing procedure, the machine, and the lubricating oil. If the flush procedure involves introducing foreign chemistry (solvents, detergents, etc.) into the oil or machine, this could impair the performance of the lubricant and attack seals and machine surfaces. Lab testing in advance can hedge these risks. In certain cases, flushing can also result in leaks when deposits are removed around aged seals and gaskets. In addition, problems can also come from the disturbance and resuspension of settled, low-lying contaminants that are not fully carried out of the system during the flush.
Choosing the wrong lube oil flushing tactic can be not only wasteful, but also risky from the standpoint of potential system upsets and negative side effects. Anytime you introduce unusual fluid chemistry, temperatures, pressures, flows, and turbulence, there can be adverse consequential effects to the machine, its seals, and the lubricant.
The first step in developing a tactical approach to flushing is to carefully distinguish between two closely related cleanup activities: oil reclamation and machine flushing. Unlike flushing, oil reclamation (also known as reconditioning) does not have to involve the machine and its surfaces. It is simply a process of removing health-threatening contaminants from the bulk oil. In certain cases, this may include acid scavenging. For large systems, it may be followed by bleed-and-feed or other top treatments to restore depleted additives and dilute soluble impurities.
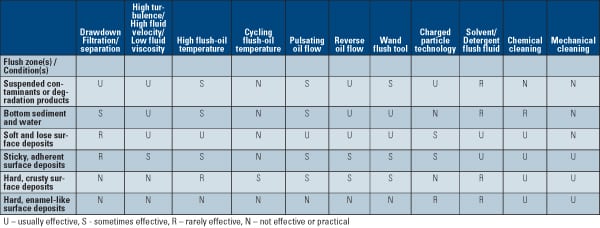
The removal of harmful contaminants (both soluble and insoluble) from bulk oil can beneficially impact the removal of pre-existing sludge and varnish. It can also substantially mitigate the future formation of internal machine deposits. The result is a blurring of the line between the definitions of oil reclamation and flushing: a machine’s internal environment free of deposits, sediment, and sludge will by default result in extended oil life expectancy and, in a similar fashion, a bulk lubricant scrubbed free of soluble and insoluble impurities by oil reclamation will have a measurable impact on machine service life, cooling, and friction. In certain instances, the reconditioned oil can even be an effective agent in removing of varnish-like deposits. This explains why many of the flushing tactics mentioned below are also classical technologies used for oil reclamation. Table 2 briefly describes the practices and technologies used by at least 95% of flushing activities in industry. Table 3 summarizes the application and probable effectiveness of these technologies in removing contaminants, sediment, and deposits from machinery.
Table 2. Eleven commonly used flushing processes. Source: Noria Corp.
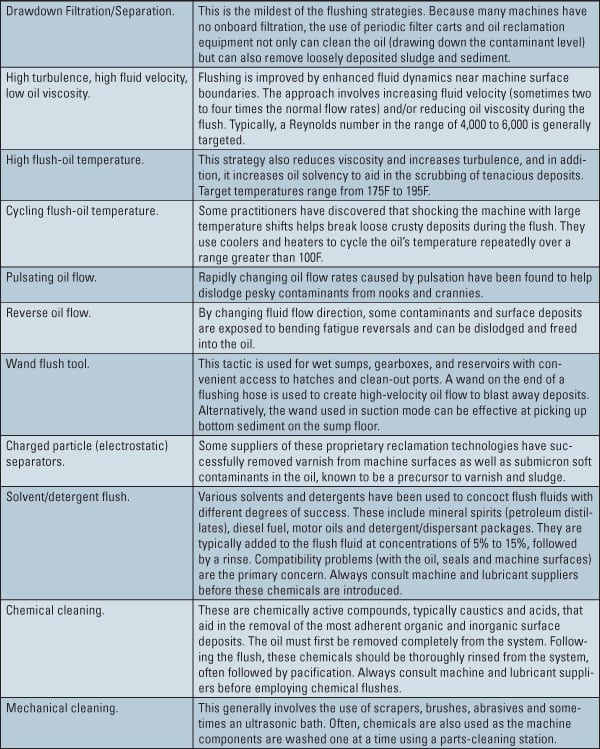
Table 3. Effectiveness of alternative flushing processes described in Table 2. Source: Noria Corp.
Develop Your Strategy
It stands to reason that selecting the wrong flushing tactic and strategy can be not only costly and time-consuming but also potentially ineffective. Carelessly opening a machine and introducing foreign fluids may also present risk to the machine’s future reliability—more harm can be done than good. Because of such concerns, there are many cases where the flushing job may well exceed the practical limits of the on-site maintenance staff. This could be due to the complexity of the flushing procedure or the need for specialized auxiliary equipment. If your job is large and complex, it may be good advice to consult with professional flushing service providers before proceeding with a do-it-yourself plan. In such case, you may want to confirm that their approach to flushing will be tailored to your specific needs. Some flushing contractors perform the exact same type of flush for all clients and applications.
Figure 1 also describes the four potential steps that constitute a flush sequence, described as follows. Note that each flush strategy does not always require the use of each of these steps:
- Original oil was the oil that was in use at the time the decision to perform the flush was made. In some cases, this oil may have already been drained from the machine.
- Flush fluid is a liquid that has been introduced to the machine after the drain of the original oil. This could be oil, solvent, detergent, caustic, blends, etc.
- Rinse fluid is used to rinse out the flush fluid, including suspended sludge and deposits that were successfully dislodged from the internal surfaces of the machine. In certain cases, more than one rinse may be required, depending on the flush fluid and the rinse procedure. The rinse fluid in most cases is a lubricating oil of the exact or similar type (perhaps only lower in viscosity) as the new oil that will be reintroduced into the machine following the flush.
- New oil is introduced after the necessary inspections. Once done, oil analysis should be employed to confirm that no remnants of the flush or rinse fluids remain.
Flushing Strategies
The flushing strategies below are arranged in order of their inherent complexity, time to perform, risk to the machine, and overall cost. It is sensible that the strategies further down this list should be avoided if possible. Information on more detailed procedures should be obtained from original equipment manufacturers, lubricant suppliers, and others before proceeding.
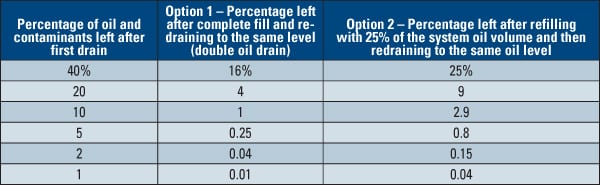
Double Oil Change. When a machine’s internal surfaces are not yet exhibiting signs of distress despite the offensive presence of sludge or insolubles, the best strategy might simply be a double oil change. The first drain carries out a large portion of the contaminants and degraded oil. New oil is then introduced and circulated through a fine filter until operating temperature is reached and the oil is turned over a minimum of four times. It is then drained as well. A patch test, blotter, total insolubles, or other suitable oil analysis of the second oil just prior to the drain will define the success of the procedure and perhaps determine the need to perform yet another sequence of the drain and fill. Table 4 shows the effect of partial drains (60% to 99% versus 100%) of the original fluid and the effect of a partial refill (25%) in removing the undesirable contaminants.
Table 4. Effect of partial lube oil refill on contaminants. Source: Noria Corp.
Simple Power Flush. The power flush uses a portable filter cart or other high-velocity flushing rig. In some cases, a wand tool can be used to manually direct the flushing fluid in an effort to lift sediment and sludge from the sump bottom or break off deposits that have formed on internal machine walls. This can be performed without an oil change, or prior to a single or double oil change. In large circulating oil systems, power flushing is usually performed in steps corresponding to specific zones within the system that must be cleaned. Blocking valves and hoses are often used to partition the targeted zones during the flush steps.
Advanced Power Flush. The advanced power flush is the same as the simple power flush with the addition of more aggressive deposit-removing tactics as listed in Table 3. The selection of one or more of these tactics is usually triggered by an inspection of the machine’s internal surfaces and/or knowledge of the root cause that led to the need for flushing. Experience with flushing tactics corresponding to the flushing conditions may be the primary basis for the decision. In some cases, these tactics may be an attempt to achieve a successful flush without reverting to the more risky introduction of aggressive chemicals into the machine discussed below.
Chemical Power Flush. Using foreign chemicals such as solvents, detergents, caustics, or acids should be considered flushing strategies of last resort. How these chemicals might disturb the machine’s reliable operation is always uncertain. For instance, such chemicals may dissolve internal coatings or surface treatments. They might attack elastomers used as seals or bladders. They might soften adhesives and binders used in the construction of filters. Remnants of these chemicals may clash with the oil (base oil and additives) that is returned to the system after the flush. And finally, they may adsorb into the grain boundaries of machine surfaces and later retard the performance of surface-active additives such as rust inhibitors and antiwear agents.
Still, there are times when the chemical power flush is the only viable solution—the lesser of the potential evils. In such cases, laboratory testing in advance and seeking sage advice from professionals in the field are highly recommended.
Mechanical Cleaning. Some might say mechanical cleaning is not really a flush because in most cases the machine must be fully or partially disassembled to gain access to surfaces to be cleaned. As such, there is no application of a flush fluid to the machine during the procedure. Often, the deposits that require mechanical cleaning have formed in localized regions of the machine where they present operational risk. An example might be enamel-like deposits on the spool and bore of a servo valve that is restricting actuation. On a larger scale, diesel engines, compressors, and gearboxes are often torn down for mechanical cleaning, typically involving the use of scrapers, brushes, and solvents.
Besides experience, an important part of defining the correct strategy and tactics therein comes from inspection of the machine, as illustrated in the sequence shown in Figure 1. This inspection should be repeated before a machine is returned to service to verify that a successful flush has been achieved. Likewise, a final oil sample should be taken and analyzed to confirm that residual flushing fluids or loosened deposits that could potentially compromise lubrication and system operation don’t remain in the new oil.
Testing Required
Oil analysis can provide essential information to avoid unnecessary flushes, when to flush, how to flush, and when your flush has been successfully completed. This guiding role of oil analysis can be broken down into three phases.
Phase 1: Before the Flush. It goes without saying that the most important time to perform oil analysis is well in advance of a flush operation. However, this is not just to tell you when an impending need is detected—that would be too obvious. Instead, its real value is to proactively stabilize the internal-state conditions that avoid the need to perform the flush all together. In fact, a well-structured oil analysis program should largely focus on proactive maintenance objectives, such as avoiding the future need for a flush. This is due to the fact that nearly all flushes are performed after the following scenarios:
- Needed maintenance was not performed (for example, an oil change).
- Maintenance was wrongly performed (for example, a wrong or incompatible oil was introduced).
- The machine was invaded by a foreign contaminant (such as glycol or soot).
A well-designed oil analysis program should enable these common problems to be detected, often before a flush is required. When successful, nothing more than an oil change may be necessary. Of course, the effectiveness in catching common flush precursors depends on oil samples being taken at the optimum frequency and the proper use of on-site or laboratory screening tests. In the event the condition was not detected in time, oil analysis would still able to provide both the alert and degree of severity (urgency) of the flush condition.
Phase 2: During the Flush. Many flush strategies involve the use of a program of flush tactics until the original offending contaminant has been scoured from the machine as well as both the flush and rinse fluids. The flush and rinse fluids often contain fluid chemistry that must be thoroughly removed before the lubricant is replaced and the machine is returned to service.
Oil analysis can be used as often as needed to assess what remains in the circulating fluids. In such case, the analyses can aid in guiding the process by defining the type and duration of each step in the sequence. Perhaps certain flush steps (tactics) will need to be repeated based on the results of the analysis. This enables flushing decisions to be made or modified in real time in response to oil analysis data. In addition to laboratory testing of oil samples, various inspections of the machines’ internal surfaces—including gearing, bearings, and tanks—can help confirm the successful execution of the flush program.
Phase 3: After the Flush. There are unique and often serious problems that can be an unpleasant side effect of machine flushing. However, evidence of these may not occur immediately. Flushing disturbs a machine in many ways that can’t always be predicted or easily observed. Consequently, for a period of time after a flush, oil analysis should be performed regularly on critical machinery to ensure that healthy conditions have indeed been restored. Early detection of a problem could be the difference between costly downtime and a nuisance condition that could have been easily corrected.
Don’t forget that an oil analysis can provide a timely alert to potential unintended consequences of a routine flushing, such as:
- Demulsibility. Remnants from flush fluids can interfere with this important property.
- Oxidation stability. Disturbed sludge and machine deposits may adversely affect this property.
- Viscosity excursion. Many flushing and rinse fluids are very low in viscosity compared to the lubricant. When these fluids mix with the lubricant, viscosity can be cut back as much as 50%.
- Film strength and rust inhibitor problems. Flush and rinse fluids may absorb into machine surface grain boundaries. These absorbed chemicals may interfere with the performance of important surface-active lubricant additives.
- Leakage and seal problems. When new chemistry is added to a machine and/or violent flushing occurs, seal performance may be affected. This may also be due to changes in lubricant viscosity or interfacial intension from fluid mixing problems.
- Oil way and filter plugging. Flushing and rinse fluids can resuspend sludge and insoluble contaminants that can cause flow blockage of glands, orifices, oil ways and even filters.
—Jim Fitch is president and CEO of Tulsa-based Noria Corp. This article was previously published in the June 2005 issue of POWER, with minor style updates for this publication.
















