
The electric power generation industry relies heavily on demineralized and deionized water during process operations. Managing the water supply is critical not only under normal operating conditions, but also during outages.
When scheduled or unscheduled outages occur, many boiler and pre-boiler systems are drained. After the outage, they are refilled with water that has been held in large storage tanks and is therefore aerated, typically with high concentrations of dissolved carbon dioxide, carbonates, and oxygen. When aerated water is introduced at startup, components can get corroded, thereby harming the boiler system. Many demineralized water storage tanks are dosed with ammonia and hydrazine to reduce the oxygen content. These mitigation practices, however, increase by about 10 times the concentration of carbonate due to the formation of ammonium carbonate.
Dynamic Duo: Sparging and Blanketing
To prevent corrosion in boiler feedwater tanks, nitrogen sparging and blanketing practices should be considered. Sparging and blanketing practices, when combined, introduce near-pure nitrogen into the water tanks and maintain a protective layer of nitrogen. In other words, nitrogen sparges the water to remove any dissolved oxygen and CO2, and humid air in the headspace of the tank—contaminated with oxygen and CO2—is replaced by pure, inert nitrogen. This may be maintained by a precise valve-control system that automatically adjusts the nitrogen content to maintain the protective blanket as the tank is filled or emptied, or by simply having a continuous purge of low-pressure nitrogen.
Typically, when a water tank is sparged, sintered stainless steel plates or rods, called sparging elements, are used to purge the water on a continuous basis. Advantages of nitrogen sparging and blanketing are many. First and foremost, by filling the boiler and feedwater system with deaerated water with low concentrations of oxygen and carbon dioxide, corrosion and iron and copper oxide scale are minimized. Furthermore, faster startups are possible because of less iron and copper. These practices also reduce energy costs because they eliminate auxiliary steam for deaerators, and they eliminate storage tank contamination.
Nitrogen: Delivered or Produced on Demand?
There are four ways industrial plants may obtain nitrogen. The nitrogen can be received from a supplier as a gas in high-pressure cylinders, received as a liquid in microbulk tanks (dewars), received as a liquid delivered to bulk liquid tanks, or produced on demand at the facility.
High-pressure cylinders typically do not contain enough nitrogen for sparging and would need to be replaced often. Microbulk tanks may contain enough nitrogen for sparging, but they continuously evaporate nitrogen and would need to be regularly replaced. Bulk delivered nitrogen is transported by tanker truck and stored in a large insulated vessel mounted to a poured concrete slab and protected by a fence. The generating company would typically need to pay for the slab and fence, but the gas company usually owns the tank.
Delivered nitrogen requires very little maintenance and creates the perception that there is an endless supply. Gas companies offer five-year delivery contracts, ensuring a steady source of nitrogen. However, these contracts do not guarantee price, and cancellations are often required one year in advance.
Alternatively, nitrogen can be created by pressure swing adsorption nitrogen generators for an electrical cost of about $0.15/ccf (hundred cubic feet) versus delivered nitrogen’s cost of at least $0.70/ccf (prices vary depending on service—cylinders or dewars—and distance from supply). One thing to consider in cold climates is that an on-site nitrogen generator must usually be installed in a weather-protected area and may take up indoor space, so site planning is a must.
Nitrogen generators are capable of producing up to 99.999% pure compressed nitrogen at dew points to –70F from nearly any compressed air supply. The generators are designed to continually transform standard compressed air into nitrogen at safe, regulated pressures without operator attention, thereby eliminating unexpected shutdowns due to “bad” or empty cylinders. It should also be noted that in order to comply with the American Society of Mechanical Engineers (ASME) corrosion prevention specification CRTD-66, systems must generate nitrogen of at least 99.6% purity.
Ensure a Safe Environment
There are safety issues to keep in mind wherever nitrogen is being used. Although 78% of the air we breathe is nitrogen gas, it is only safe to breathe when mixed with the appropriate amount of oxygen. The two gases cannot be detected by smell, so a nitrogen-enriched environment, which depletes oxygen, must be detected with special instruments. If the concentration of nitrogen is too high (and oxygen too low), the human body becomes oxygen deprived, resulting in asphyxiation.
Nitrogen generators, such as those from Parker, feature a built-in oxygen analyzer that measures the oxygen concentration of the nitrogen stream. The system requires a nominal feed pressure of 110 psig and can operate at pressures up to 140 psig. The resulting nitrogen has a dew point as low as –58F.
Such generators also use high-efficiency pre-filtration to remove all contaminants down to 0.01 micron from the compressed air stream. The filters are followed by dual-pressure vessels filled with carbon molecular sieve (CMS). In one vessel at operating pressure, the CMS adsorbs oxygen, carbon dioxide, and water vapor. The other vessel, operating at low pressure, releases the captured oxygen, carbon dioxide, and water.
Cycling the pressures in the CMS vessels causes all contaminants to be captured while letting the nitrogen pass through the online vessel and contaminants to be released to regenerate the CMS in the standby vessel. A final sterile-grade filter ensures removal of any microbial contamination, which is important to prevent microbial growth in the boiler feedwater. Nitrogen purities can be set with a flow control valve. Reducing the flow increases purity, while increasing flow decreases purity.
On-site nitrogen generators are typically freestanding, housed in a cabinet, or skid-mounted. They come as complete packages with pre-filters, final filters, and a nitrogen buffer tank. They are also simple to install, maintain, and operate. The plant only needs to connect a standard compressed air line to the inlet of the generator (after ensuring that a sufficient supply of compressed air is available) and attach the outlet to a nitrogen line.
Nitrogen may also be used for boiler layup during outages. Proper layup of the boiler is critical, because a boiler can be laid up for an indefinite period (see “Layup Practices for Fossil Plants” in the February 2013 issue). If the boiler is cool, then air can infiltrate and cause corrosion and pitting, maintenance issues, startup delays, and water chemistry problems. It’s the near-pure nitrogen that serves as the primary weapon and technology for eliminating such issues because it doesn’t introduce foreign chemicals into the boiler.
Installation
When connecting a generator to a large tank of water, it is important to prevent backflow of the water into the generator in the event compressed air is lost. A check valve may be used, but a more reliable method is to run a vertical leg above the level of the water overflow pipe (the highest water level in the tank) and then back down again into the nitrogen generator. With this plumbing configuration, if the compressor goes down, water in the line would only rise as high as the level of the water in the tank. Therefore, water would not flow back into the generator and cause damage to the generator (Figure 3).
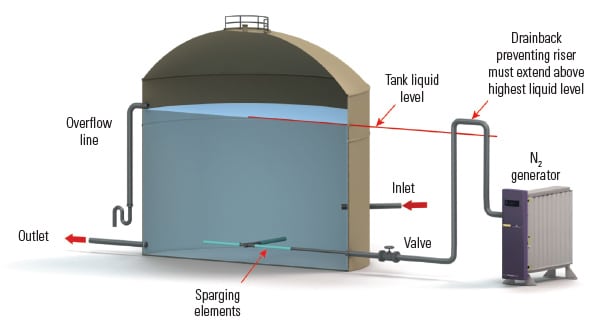 |
| 3. Typical sparging system. Extending the vertical riser above the highest possible liquid level in the tank prevents backflow into the nitrogen generator. Source: Parker Hannifin Corp. |
However, there’s more to installation than simply running a nitrogen line to the overflow. To get the real benefit, the water would have to be purged with nitrogen—requiring a distribution grid and spargers at the bottom of the tank.
Put Nitrogen Safety Training into the Mix
Besides following strict confined space procedures where nitrogen is concerned, part of the lockout/tagout procedure for any confined space should be to physically isolate the source of nitrogen from all downstream piping. This is typically accomplished using a spool piece in the piping that can be easily removed prior to maintenance and reinstalled following completion.
Nitrogen should never be added to a confined space that will later be entered by plant personnel during an outage. Nitrogen should only be used where the equipment is left full of water and no one will be entering the equipment.
Handling and working around nitrogen requires several precautions to ensure safety. The following come courtesy of the U.S. Chemical Safety and Hazard Investigation Board:
■ Use ventilation systems, retrieval systems, and atmospheric monitoring equipment, and train workers how to use them and how to determine when they are not working properly.
■ Inform workers of the dangers of nitrogen-enriched atmospheres and provide systems to prevent interchanging breathing air and nitrogen.
■ Implement good hazard communication, including information on safe handling of air and nitrogen delivery systems.
■ Establish mandatory safety practices and procedures for entry into confined spaces, such as requiring permits, providing an attendant, monitoring spaces periodically, ventilating continuously, establishing rescue teams, and ensuring adequate contractor oversight.
■ Ensure workers take precautions when working around equipment that may contain elevated levels of nitrogen.
■ Clarify the reason for special fittings on compressed gas cylinders.
■ Train on the proper use of air supply equipment.
Training should cover new and revised procedures for confined space entry and should establish measurements for employee proficiency. Contractors, as well as employees, should be trained.
With proper safeguards in place, nitrogen sparging and blanketing practices offer a method to ensure high-purity demineralized water is maintained at power plants. The choice between on-site nitrogen generation and relying on a gas supplier should be investigated based on the advantages and disadvantages presented in this article. Whatever the choice, only safe system implementation can assure a proper return on investment. ■
—David J. Connaughton is product manager for the Filtration and Separation Division of Parker Hannifin Corp.

















