Associated Electric Cooperative has spent a decade building a pulverizer performance program for its Thomas Hill Energy Center. The effort, combined with a sharp focus on maintaining proper air/fuel ratios, fuel fineness, and fuel balance, has significantly reduced Unit 3’s heat rate and resulted in fuel cost savings of more than $1 million annually.
Springfield, Missouri-based Associated Electric Cooperative Inc. (Associated) was formed in 1961 to supply wholesale power and provide support services for six generation and transmission cooperatives. One of the power plants Associated relies upon to meet wholesale power demand is the Thomas Hill Energy Center located in north-central Missouri near Clifton Hill.
Thomas Hill (Figure 1) consists of three units. Units 1 and 2 are Babcock and Wilcox (B&W) cyclone boilers, and Unit 3 is a B&W pulverized coal-fired boiler. The 670-MW Unit 3 was designed with seven MPS-89 pulverizers that have historically prepared the fuel very well for combustion. The unit has 49 B&W low-NOX burners through which prepared Powder River Basin (PRB) coal is combusted.
 |
| 1. Thomas Hill Energy Center. Thomas Hill has three generating units. Unit 1, constructed in 1966, has a net capacity of 180 MW. The 303-MW Unit 2 was built in 1969. Unit 3 (670 MW) was constructed in 1982. Courtesy: Associated Electric Cooperative Inc. |
Improving Heat Rate
Associated has always focused on maintaining good performance, reliability, and heat rate as part of its annual key performance indicator goals. In recent years, Thomas Hill Unit 3 has been able to operate with an average heat rate that is about 7% lower than the U.S. average. The outstanding performance is the result of paying close attention to major heat rate factors, such as pulverizer performance, air heater performance, steam temperatures, spray flows, condenser performance, and cycle isolation, among other things.
The plant has spent a decade building its pulverizer performance program. The results have been substantial, with a significantly reduced heat rate saving more than $1 million in fuel costs annually. Associated engineers accomplished the improvement by evaluating the compounding effects of air/fuel ratios, fineness, coal pipe balancing, carbon in ash levels, and other heat rate losses associated with combustion. Accurate and precise control of primary air/fuel ratios, fuel balance, and fuel fineness are three very important factors that affect unit performance. (See “How Stealth Combustion Losses Lower Plant Efficiency,” a two-part series on powermag.com.)
Boiler controllable losses are interrelated with pulverizer performance, and therefore, attention to optimizing all of the boiler combustion air and fuel “inputs” is critical. The team at Thomas Hill Energy Center has developed a strong pulverizer performance program. The lessons learned through the process are worth reviewing.
Evaluating Performance
Associated contacted Storm Technologies Inc. (Storm) in 2008 to partner with the plant to evaluate pulverizer performance and combustion on Thomas Hill Unit 3. Storm worked with the plant to evaluate pulverizer and boiler performance by measuring and quantifying important operational criteria, such as:
■ Clean air balance
■ Fuel line air balance
■ Fuel balance
■ Fuel fineness
■ Air/fuel ratios
■ Primary air (PA) flow accuracy
■ Mill outlet temperatures
■ Secondary air (SA) and overfire air (OFA) flow accuracy
■ Furnace exit conditions
■ Fly ash loss on ignition (LOI)
Initial testing discovered several of the aforementioned performance variables had room for optimization. The fuel line airflow and fuel were out of balance; multiple SA, PA, and OFA flows were inaccurate; and fly ash LOIs were slightly higher than recommended.
Storm and Associated have worked together since 2008 to balance clean airflows, improve fuel balance, and calibrate each of the airflow measurement devices—all elements of good pulverizer performance. Storm conducts annual pulverizer performance testing to maintain calibrations, allowing plant personnel to focus on pulverizer maintenance and the collection of fineness samples.
Mill Inlet Temperature Change Reduces Heat Rate
Storm has observed throughout the industry that plants burning non-PRB fuels are typically more concerned with mill inlet temperatures exceeding a value that was put in place during boiler commissioning, which was often completed more than 30 years earlier. Plants that burn PRB coal frequently operate their mills with 100% hot air with a primary air inlet temperature of 650F or more, in some cases. High mill inlet temperatures can be a concern due to higher risk of fire when coal has higher volatile matter content. Storm’s experience indicates that this is usually only a concern when the primary air throat velocities are inadequate.
Fuel line balancing and calibration of airflow devices have proven to be very beneficial throughout the industry. Storm recommends the evaluation of 22 controllable heat rate variables, one of which deals with optimizing primary airflow and reducing tempering air usage on the pulverizer.
During Storm’s visit to Thomas Hill Unit 3 in February 2016, the mill outlet temperature setpoint at the time of baseline testing was between 128F and 129F. Temperatures this low are not uncommon for boilers firing PRB coal due to the high inherent moisture levels in the coal. Plant engineers noticed that the tempering air damper was open, which limited the mill inlet temperature and ultimately limited the mill outlet temperature. The project team recommended repair of the damper and increasing the mill outlet temperature to 135F, resulting in a subsequent improvement in unit heat rate.
How can a 7-degree-F temperature difference have such an impact on pulverizer performance? Mill inlet temperature is important; however, just changing the mill inlet temperature alone without taking a comprehensive approach to pulverizer and boiler performance may not yield the same results that Associated experienced.
Comprehensive Program Creates Significant Fuel Savings
One small detail that often gets overlooked when optimizing pulverizer performance is the mill outlet temperature. Engineers at Thomas Hill found that operating at lower-than-desired mill outlet temperature while still maintaining good primary air/fuel ratios, adequate fuel fineness, and fair distribution still resulted in good but not great pulverizer and unit performance. Increasing the mill outlet temperature by an average of 7F across the board created a significant heat rate improvement, which saved the unit more than $1 million in annual fuel costs.
Additional pulverizer testing was conducted in December 2016 at the new mill outlet temperature of 135F to evaluate the actual performance effects. The primary air/fuel ratio was not increased to achieve this change in mill outlet temperature. Increasing mill outlet temperature with the same air/fuel ratio requires more heat in the incoming air and a higher mill inlet temperature.
The mill outlet temperature can also change by increasing the primary air/fuel ratio. Increasing the air/fuel ratio rarely results in the same gain in heat rate as a higher air/fuel ratio typically disrupts performance. Adjustment of the mill outlet temperature by maintaining the same air/fuel ratio usually results in a small improvement in fuel fineness. However, as mentioned at the beginning of this article, there is often a compounding effect.
Mill outlet temperatures have become a topic of debate over the years and even more recently with all of the fuel switching/blending that is occurring. Storm engineers have seen plants operate with mill outlet temperatures ranging from 125F to more than 250F. The recommended mill outlet temperature is generally related to fuel volatility (Figure 2).
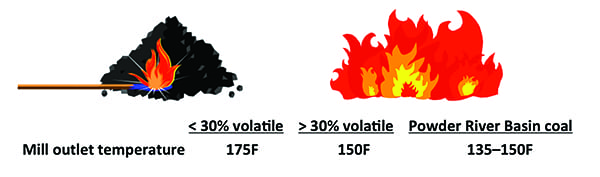 |
| 2. Typical mill outlet temperature operating ranges. Volatile matter accelerates the heating of the fixed carbon to its ignition temperature. Source: Storm Technologies Inc. |
Figures 3 and 4 show the effect on fuel line air balancing when the mill outlet temperature was increased from 128F to 135F. Mill A had coal laid out in the horizontal coal pipe, partly plugging the fuel line, which explains the poor performance indicated in both graphs. Figure 5 shows how fuel fineness was affected by the outlet temperature change.
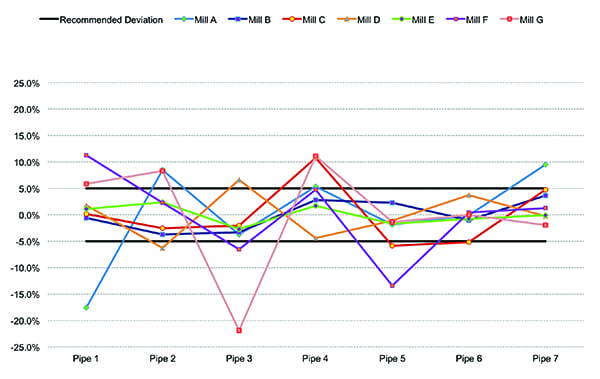 |
| 3. Before mill outlet temperature change. Prior to increasing the mill outlet temperature by 7F, the fuel line air balance varied significantly. Source: Storm Technologies Inc. |
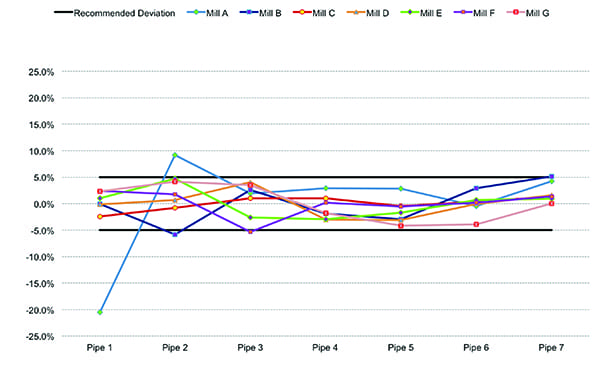 |
| 4. After mill outlet temperature change. Following the outlet temperature increase, the fuel line air balance was much more uniform, with most readings within the recommended plus or minus 5% range. Mill A was found to have coal in the horizontal pipe, partly plugging the fuel line, resulting in the deviation shown on the graph. Source: Storm Technologies Inc. |
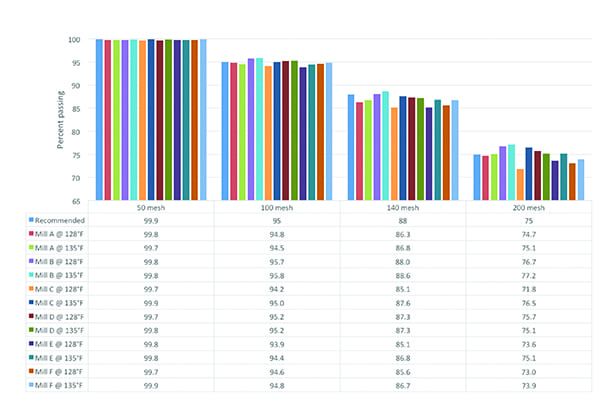 |
| 5. Fineness comparison. Fuel fineness showed improvement on all mills after optimization with the exception of mill D. All mills also met Storm’s 75% passing 200 mesh recommendation, except mill F, although it met the 0.1% retained on 50 mesh requirement. Source: Storm Technologies Inc. |
The 7-degree-F increase in mill outlet temperature resulted in better fuel line air balance, slightly better fineness, and less tempering air flow bypassing the air heater. The improvements to pulverizer performance resulted in the following:
■ Better balance in the burner belt
■ Better combustion in the lower furnace
■ Better upper furnace conditions
■ Reduction in slagging/fouling in the superheat and reheat areas
■ Minimized popcorn ash that may impact selective catalytic reduction and air preheater performance downstream
Improved upper furnace conditions also result in reduced sootblowing and improved pressure drop throughout the system, which are both stealth heat rate factors. In addition, the drier coal is easier to transport to the boiler and is less likely to cake up on the fuel lines and burner nozzle, causing increased risk of fuel line plugging or fires.
Fineness Testing Impacts Unit Performance
Industry practice is to conduct yearly pulverizer fineness testing. Associated’s fuel fineness levels have historically been very close to meeting Storm’s recommended levels of 75% or more passing 200 mesh and 0.1% or less retained on 50 mesh. Nonetheless, Associated conducts pulverizer fineness testing at least semi-annually. The additional data points have allowed the plant to maintain better pulverizer performance and reliability by being able to predict failures before pulverizer performance starts to significantly impact overall unit performance, reliability, and availability.
Figure 6 shows how consistent testing at Thomas Hill has helped identify minor problems regarding mill performance (such as coarse particle reject return doors being stuck shut) that were resolved before they could worsen and create a larger problem in the mill or downstream in the boiler.
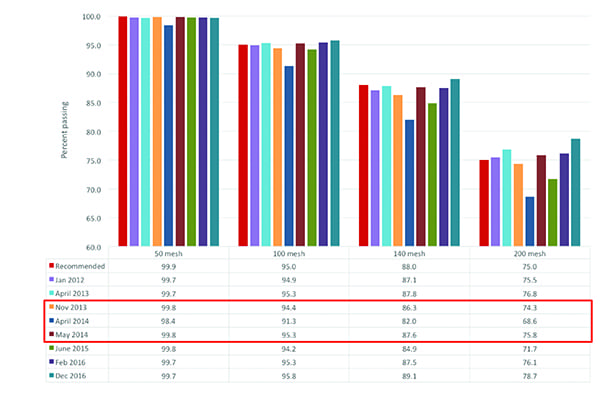 |
| 6. Regular testing pays dividends. Mill D fineness decreased from 74.3% passing 200 mesh in November 2013 to only 68.6% passing 200 mesh in April 2014, which obviously indicated something was wrong. Six coarse particle reject doors were found stuck shut. Once corrected, fineness returned to more typical levels during testing the following month. Source: Storm Technologies Inc. |
Mill D fineness dropped more than 5.5% on 200 mesh between November 2013 and April 2014. Inspections by plant personnel found that six coarse particle reject doors were inoperable and had become stuck shut. Once corrected, fineness samples collected the following month showed an increase back to historical average levels.
Small Changes Can Have a Large Effect
The compounding effect of the aforementioned performance factors resulted in more than 100 Btu/kWh improvement in heat rate (Figure 7) beginning in February 2016 once the mill outlet temperature was increased from 128F to 135F.
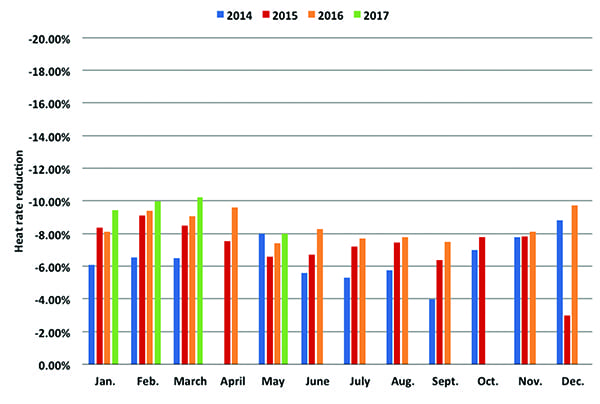 |
| 7. Monthly net heat rate comparison. Small performance improvements in items such as mill outlet temperature and primary air/fuel ratios can lead to significant increases in plant heat rate. Source: Associated Electric Cooperative Inc. |
Small performance details like mill outlet temperature, primary air/fuel ratios, and others can be overlooked while plants are focused on finding big-ticket items. However, the compounding effect these can have on heat rate and emissions can prove to be very cost-effective items to optimize. Thomas Hill Unit 3 achieved an annual fuel savings of $1,200,000, proving every Btu counts when it comes to heat rate improvements. ■
—Meagan Healy, PE is senior performance engineer for Associated Electric Cooperative Inc., and Shawn Cochran, PE is vice president of field services for Storm Technologies Inc.