Pneumatic furnace damper drives may be more common, but electro-hydraulic actuators provide several advantages to the more traditional control scheme. One fossil-fired plant in Taiwan achieved more consistent and accurate furnace draft pressure control by retrofitting its dampers with Electraulic actuators, optimizing combustion and increasing boiler availability in the process.
Fossil fuel–fired power plants worldwide are facing regulatory pressure to reduce emissions, including NOx and SOx. With generation demand declining in many parts of the world, plants are forced to cycle on and off, as well as run at lower minimum loads to remain online. These two objectives challenge plant operating practices, many of which were established and refined under baseload scenarios. Operators are forced to adopt new methods and utilize advanced technologies to improve efficiency and increase reliability even under cycling conditions. Efficient combustion allows plants to maximize fuel usage and at the same time minimize fugitive emissions.
Optimal tuning of both the combustion control and furnace draft loops requires state-of-the-art, fast-acting, high-resolution, repeatable damper drives. Inadequate forced draft and induced draft (ID) damper operation negatively affects performance of low-NOx burners, which have narrow limits for flammability and need precise fuel-air ratios to work as designed. Poor damper performance, along with inadequate pulverization, is also a main contributor to increased fly ash. The result is slagging and fouling that ultimately leads to increased thermal fatigue of boiler tubes and subsequent leaks. Load rejection scenarios and turbine-upset conditions have the potential to wreak havoc on the stability of furnace draft pressure.
Damper Drive Primer
Different types of damper drives are found in fossil plants, including pneumatic, synchronous motor, induction motor, and electro-hydraulic actuators. Pneumatic drives are the most common in this service due to their inexpensive nature and fast stroking speeds. But disadvantages include the±1% accuracy under load and excessive dead time due to the compressibility of air. This contributes to instability and poor performance, especially with substandard air quality. Low ambient temperatures can also come into play with outdoor pneumatic systems, requiring heat tracing, at a minimum, to prevent freezing.
Typical resolution under load found in both motor types of electro-mechanical actuators is approximately 0.25%–0.5%, which is a step up from pneumatics. Dead time is fairly consistent at about one second. But in time, gearing backlash can take its toll, and the limited starts and stops per hour for the induction alternating current motor make it a poor choice for a damper modulating application. And, as is typical with motor-driven equipment, actuation speed is stable but slow. Large gearboxes can add insult to injury. Cold temperatures are less of a concern, but electro-mechanical actuators have high-temperature limitations due to onboard electronics.
Electro-hydraulic actuation represents the best control performance available, compared to pneumatic and electric drives. Resolution is typically <0.1% with a frequency response of 5.0 Hz under load. Dead time is virtually nonexistent with hydraulic control (<90 milliseconds), but there are downsides to going with hydraulic actuators.
Conventional hydraulic actuators have a reputation for being maintenance intensive and are typically more expensive than their pneumatic or electric counterparts. What’s more, hydraulic power unit–based systems require motors to run 24 hours a day, and they need an extensive network of high-pressure hydraulic tubing and fittings that offer a potential leak path. A continual concern with these systems is maintaining a high level of oil cleanliness in order for them to operate as designed.
One option that uses some of the best features of all technologies is the trademarked Electraulic actuator. It is digitally controlled and has a self-contained hydraulic actuator optimized for high-performance and low-fluid requirements. It uses 25 to 50 times less fluid (standard synthetic motor oil) than a typical central system and has no separate pumping system, reservoir tanks, filters, or high-pressure hoses. Its motor only operates when a positioning change is required.
The dead band is adjustable to 0.05% of travel, and motor duty cycle is unlimited. Stroke speed is on par with hydraulic power unit–driven systems, without the headaches of oil filtering and maintenance. The small, pressurized, self-contained oil system is impervious to moisture ingress. A dedicated microprocessor-based control enclosure is mounted separately from the drive. The result is fast, responsive, and repeatable positioning, without the drawbacks seen with pneumatic or electric actuation.
Retrofit Yields More Stable Control
One facility—a refinery and cogeneration plant in Taiwan that used steam for its own processes and sold electricity to Tai-Power—witnessed the benefits of installing Electraulic damper actuation first hand. The steam plant was one of the most important facilities on the site. However, due to environmental concerns, the local government suggested that it would be shut down at the end of 2015 after 25 years of operation.
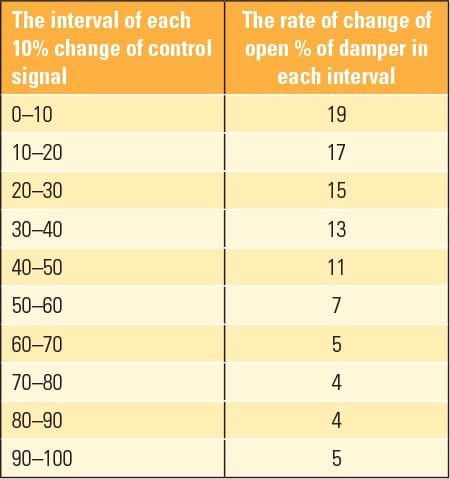
The plant had always struggled to maintain furnace draft pressure with the ID dampers more than 60% open. The inherent curve for the installation clearly displayed smaller damper movements with larger signal changes. Table 1 shows that a 1% change in control signal above 50% equated to less than a 1% change in damper position. This was a challenging task for the pneumatic damper to keep up with, because its no-load installed accuracy was±1%.
 |
|
Table 1. Nonlinear control. In this example from a Taiwan plant, the damper position rate of change was much less at higher control signals than at lower signals. Source: REXA |
The boiler had a 375-ton/hr (t/hr) rating, with a maximum fuel oil consumption of 30 kiloliters/hr. The maximum continuous rating (MCR) for inlet airflow was approximately 600,000 normal cubic meters per hour. Although it may not seem that controlling this amount of airflow would be difficult, especially with a selective catalytic reduction system just downstream of the boiler, the ID fan was located 40 meters away from the combustion chamber. With the added volume, this led to an extremely unstable internal pressure.
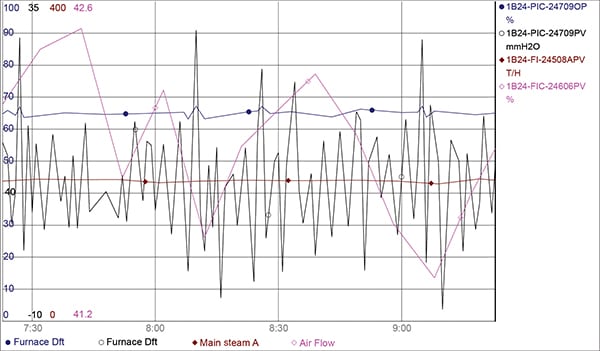
The distributed control system (DCS) graphs shown in Figures 1 through 5 are from the plant. They include trends from before and after electro-hydraulic drive installation. Figure 1 shows furnace conditions during a steady state, two-hour period with pneumatic-actuated ID dampers in service and the boiler at about half load (175 t/hr). Furnace draft pressure varied during the period by 45 millimeters of water (mm-H2O).
 |
|
1. Out of control. With pneumatic actuators installed, the furnace draft pressure (black line) varied by as much as 45 millimeters of water (mm-H2O) during the two-hour period shown here (scale range is from –10 mm-H2O to +35 mm-H2O). Courtesy: REXA |
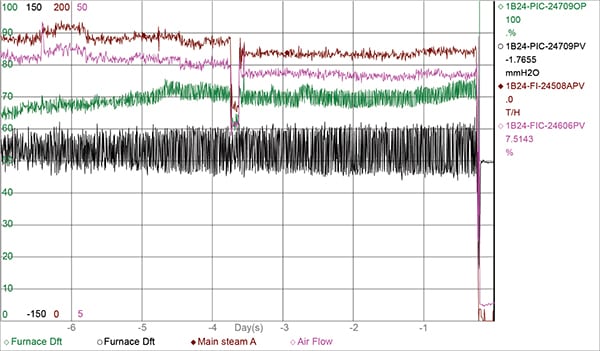
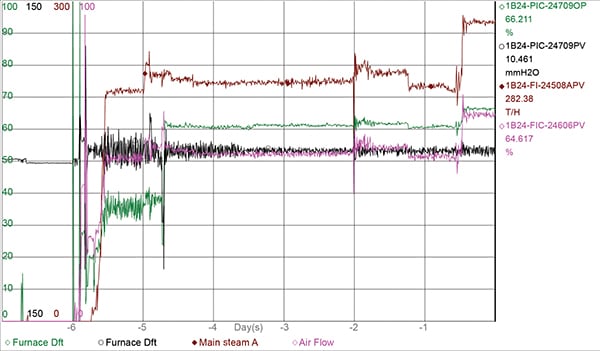
To further emphasize the overactive pneumatic damper, a seven-day trend of the behavior is provided in Figure 2. The cycling observed was a direct result of excessive dead time, which caused the actuator to continuously over- and under-shoot setpoints. A damper moving to such an extent results in unnecessary wear and tear, which requires additional maintenance and adds to the cost of ownership.
 |
|
2. Like a yo-yo. Furnace draft (black line) setpoints were over- and under-shot constantly by the pneumatic damper, as shown in this seven-day trend (scale range is from –150 mm-H2O to +150 mm-H2O). Courtesy: REXA |
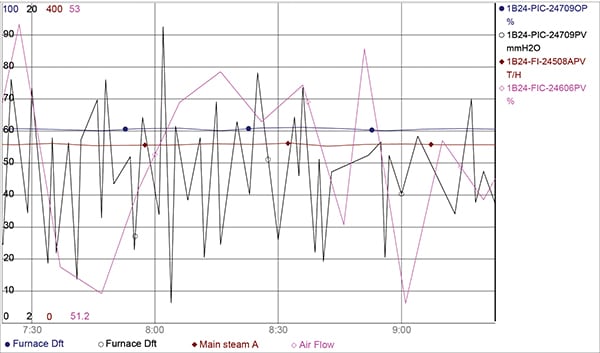
The Electraulic actuator installation was relatively simple and used the existing concrete pad and drive arm. Figure 3 shows a two-hour DCS trend after installation. Although the boiler load was slightly higher (224 t/hr) on this particular day, its steady-state internal combustion chamber pressure was reduced to a range from 2 mm-H2O to 20 mm-H2O.
 |
|
3. More manageable. After installing electro-hydraulic damper actuators, the steady state furnace draft (black line) change was reduced to a smaller band during the two-hour trend shown here. (Note that scale differs from that in Figure 1: Range is from +2 mm-H2O to +20 mm-H2O.) Courtesy: REXA |
A comparative after-install, seven-day trend for electro-hydraulic control shown in Figure 4 contrasts markedly with the “before” chart. As an added bonus, the customer was able to retune its DCS control loop, which allowed combustion pressure to become very stable. The change gave the Taiwan plant new life.
 |
|
4. A tighter trend. Less hunting was experienced once the electro-hydraulic actuator was installed, as shown by furnace draft (black line) in this seven-day trend (scale range is from –150 mm-H2O to +150 mm-H2O). Courtesy: REXA |
Quick Response Keeps Boiler Online
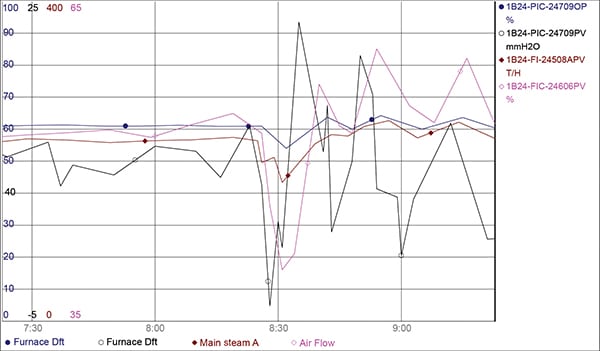
But a more stable operation and improved combustion aren’t the only benefits of the actuator change; an unexpected event at the plant revealed even more value resulting from the retrofit. When a steam turbine governor trip (Figure 5), caused by poor quality hydraulic oil, instantaneously decreased boiler load from 226 t/hr to 174 t/hr, the new electro-hydraulic drives were up to the challenge. The dampers reacted quickly and accurately to the change, preventing a furnace draft pressure excursion, the likes of which had resulted in automatic boiler shutdowns in the past. In fact, pressure was maintained in a 22 mm-H2O range during the event, which was tighter than steady state control with the previous pneumatic damper drives.
 |
|
5. An appropriate reaction. This graph shows how the new electro-hydraulic actuators responded suitably to a step-change in load, maintaining furnace draft (black line) within an acceptable range to keep the boiler online (scale range is from –5 mm-H2O to +25 mm-H2O). Courtesy: REXA |
Electraulic actuation is a responsive and repeatable solution for combustion optimization and accurate furnace draft pressure control. The technology is designed for continuous modulating service with stiff, stable control in the harshest conditions.
Significant savings can be realized almost immediately due to increased boiler availability. A high-frequency response and fast stroke speeds help eliminate nuisance furnace draft pressure trips. Improved combustion control contributes to a substantial reduction in fuel usage and reduces interaction with other equipment, improving overall plant stability. ■
—Rich Rochford is power industry manager for REXA (www.rexa.com).