Plant engineers at Eskom’s Majuba Power Station in South Africa have been continuously looking for ways to improve efficiency and reliability. The six-unit, 4,000-MW, supercritical coal-fired plant was experiencing an efficiency decrease of 5% to 7%, which plant engineers determined was caused by poor performance of the actuators on their condensate level control valves (CLCVs).
“Due to erratic control from the actuator and positioner, it was not possible to control the level in the condenser adequately, without the cycling of the system level,” said Ahmed Cassim, senior production advisor at Majuba. “Ultimately we had to take units off line to repair this and prevent further increased load losses.”
Water Hammer and Unexpected Wear
When construction began on the Majuba Power Station in 1983, the plan called for all six units to use dry cooling in order to minimize water use in the plant’s arid location. Due to the greater efficiency of wet cooling, the plans were changed midway through the project to include the building of a dam to give the final three units a reliable source of cooling water. As a result, dry-cooled Units 1–3 produce 665 MW each, while wet-cooled Units 4–6 generate 716 MW each—a 7.67% difference.
The first unit entered commercial operation in April 1996 and the last in April 2001. At the time the plant was built, South Africa had excess generating capacity, resulting in the plant being used for peaking rather than baseload generation. As demand has grown over time, however, more of the plant’s capacity has been used as baseload power supply, and in 2012, total generation exceeded 25,000 GWh.
However, Eskom was having problems with the CLCVs on the units, which were equipped with 16-inch globe valves located upstream from the low-pressure flash boxes upstream of the deaerator.
“The original pneumatic positioner was a previous generation Babcock Bristol–type, which was extremely cumbersome to set up and stroke, and gave extremely poor control,” said Cassim. “We then moved over to a smart Siemens SIPART PS2 positioner, but this proved the same with just a slight improvement.”
The CLCV positioner problems occurred in all operating conditions: ramping, de-ramping, and even in steady state, baseload conditions. The inability of the plant to control these process loops in a stable manner produced massive amounts of water hammer, which damaged the piping entering the flash boxes. This first sign of damage was evident on Unit 4, where it caused repeated failures. Shortly thereafter, the same problems occurred on Unit 2.
“Operations were seriously impacted as a result of poor level control,” said Cassim. “The makeup station worked harder to maintain the level, and we experienced several repeat failures on the valves getting stuck in the seat, as well as damaged spindles and half-nuts. The additional wear has taken its toll on the valve.”
Three Types of Actuators
In order to prevent further equipment damage and bring efficiency back to the expected levels, Cassim started looking into different types of actuators. Like many of his counterparts in the industry, Cassim thought he had to choose between two options: pneumatic positioners, like the SIPART, and hydraulic actuators. Both of these technologies have drawbacks.
When price takes precedence over performance, pneumatic actuators are often selected. They are fast acting, but because air is compressible, accuracy is compromised. As a result, there is a lag while the air pressure increases to the point necessary to overcome the static friction (stiction) of the actuator. Then, once the units are in motion, they tend to overshoot the new set point.
Using a “smart” pneumatic positioner helps to reduce the level of overshoot by slowing down the actuator as it nears the new set point. The tradeoff for this improvement in accuracy is an increase in actuator response time, especially when dealing with small set point changes. This increase in actuator “dead time” in fast process loops, like level- and flow-loops, makes it difficult to tune the loops for high performance.
Hydraulic actuators are more accurate than pneumatic ones, because unlike air, hydraulic fluids are incompressible. Consequently, hydraulic actuators do not have the same lag in response or the same tendency to overshoot position. The dead time after receiving a control signal decreases from many seconds, in some pneumatic cases, to less than 100 milliseconds with hydraulics, and the accuracy can be tuned to within .05% of span. But the improved accuracy comes at a much higher initial purchase price than pneumatic systems.
Product lifecycle costs also need to be considered. Traditional hydraulic systems often require high levels of maintenance due to the need to keep the hydraulic fluid in the systems free of contaminants. These systems are often designed similarly, and communication with the atmosphere is generally the cause of oil degradation, ultimately resulting in servo failures if fluid quality is not maintained carefully.
In his effort to solve the problem, Cassim found that plant operators have a third option when they are looking for high accuracy at a reasonable cost: “Electraulic” actuators. Electraulic actuators consist of two main components—the electraulic power module and a control enclosure. They do not require an external hydraulic pump or tubing because they operate by moving hydraulic fluid from one side of a double-acting cylinder to the other. The power module contains a DC stepper or an AC servo-motor, a bi-directional gear pump, a flow match valve, a makeup oil reservoir, a heater, and a thermostat. Upon receipt of a control signal, the pump delivers oil at a nominal 2,000 psi to one side or the other of a hydraulic cylinder, causing motion in the desired direction.
Linear electraulic actuators have standard thrusts of 2,000 lbf to 120,000 lbf, stroke lengths of 0.75-inch to 22-inch, and stroke rates of 0.5 seconds per inch to 30 seconds per inch. Rotary electraulic actuators have standard torques from 2,500 in-lb to 400,000 in-lb. Larger sizes and faster speeds are available for both designs upon request.
Regaining Control
Looking for greater control than either pneumatic or hydraulic actuators provided, Eskom decided to take a closer look at the electraulic actuators. Africa Control and Instrumentation Systems (ACIS), a distributor of these devices, had visited the site and proposed using electraulic actuators on the CLCVs.
“A study was done by the supplier in terms of adaptability and performance of these actuators against pneumatics, and the study results were phenomenal,” said Cassim. “If the electraulic actuator had been installed in the first place, it would significantly outperform the installed actuator.”
He said that Eskom did look at other actuators on the market, but “there were no substantiated cases that we could use to determine the performance and applicability thereof. Electraulic technology has proven cases of installations and that assisted us immensely.”
In 2012, the first electraulic actuator was installed on Unit 1 by ACIS (Figure 1). Cassim says that the new electraulic actuator more than met expectations (Figure 2).
 |
| 1. The “electraulic” solution. Installation of the REXA actuator resulted in better condensate level control. Courtesy: REXA |
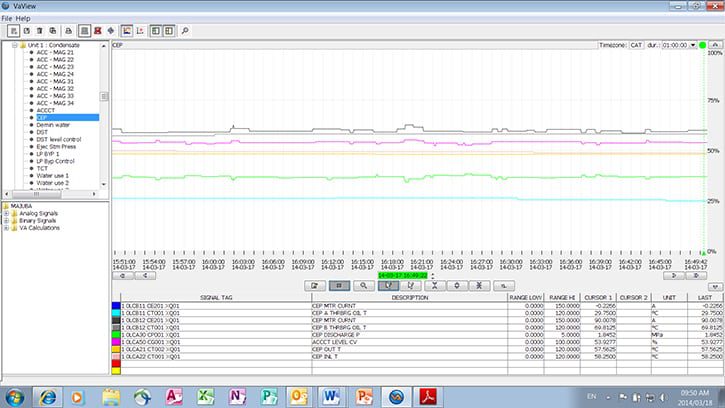 |
| 2. Stable control. Trends plotted by the plant historian prove that the modifications have been successful. Courtesy: REXA |
“Beforehand, there were a few negative remarks that the installation would not work, but the results speak for themselves,” he said. “We finally have stable control after years of trouble. This is evident in the controls and level measurements monitored thus far from the historian.”
With stable control on the first unit, Eskom plans to install electraulic actuators on the remaining units, starting with the dry-cooled units, and then the wet-cooled units, during their six-year general overall that starts in late 2014.
—Mike Murphy is the power industry manager with REXA.