Today, some F-class operators continue to opt for rotor-out major inspections, which are cumbersome and inefficient. They involve complex lifts and moves of the rotor, as well as the need for substantial space to store the rotor and other complications. These inspections are typically the longest portion of an outage, with risks to both employees and equipment. However, there is an alternative that can increase safety and productivity while reducing downtime and lowering the cost of a major inspection of an F-class unit. It’s called the rotor-in major inspection (RIMI).
What Is a Rotor-In Major Inspection?
The RIMI is a process developed at GE’s full-size 7FA gas turbine mock-up facility, part of its Global Repair Development Center in Greenville, South Carolina, using GE’s unique experience, tooling, and personnel. The process is built on years of experience conducting rotor-in majors for B and E fleets, and it accomplishes the major inspection while leaving the rotor in place, rather than removing it and laying it down on the plant floor. Although GE has become proficient at executing rotor-out major inspections over many years, problems still arise and damage can occur from this single event.
GE has engineered a way to perform the major inspection and complete all required tasks while leaving the rotor in place, thus increasing safety and reducing downtime by an average of 15% to 20%. Developing the RIMI process started in cooperation with several GE customers, and it began conducting RIMIs for our F-class fleet on a limited basis in 2011.
How Rotor-In Major Inspections Work
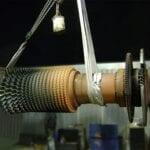
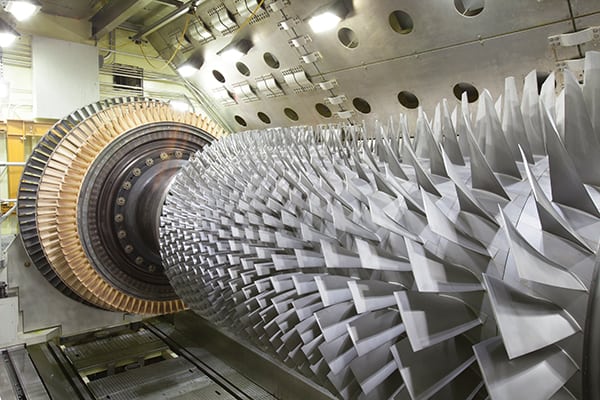
The only additional tooling needed is GE’s proprietary 7FA Rotor Jacking system. These jacks allow crews to raise the shaft and remove the lower half liner (Figure 1), at which time the bearing area and cavities get cleaned and the liners are replaced.
 |
| 1. In place. The rotor-in major inspection (RIMI) allows crews to perform all required tasks included in a rotor-out major with less cost and time requirements. Courtesy: GE Power Services |
Before a RIMI can occur, each unit goes through a technical review by GE’s engineering experts. This team helps ensure that the integrity of the compressor is capable of the rotor-in major. They scour historical data, support cases, sister data, borescope reports, and other data to identify any possible issues with the lower half stators that may be of concern. Only the units that pass this engineering review are eligible for a RIMI. GE has completed over 50 RIMIs across the globe, and to date none have had an issue that resulted in the removal of the rotor.
While the overall major inspection process has not changed, numerous steps were modified with the RIMI to represent the proper order of the outage. The bearing inspection and replacement were moved to the beginning of inspection, and the casing removal and installation steps were reordered.
Leaving the rotor in place allows for previous critical path items to be done in parallel to shorten outage duration. While the rotor is in place, foreign materials exclusion (FME) Zone 1 controls are maintained for the compressor section. All items get logged in and out of the compartment until completing the compressor section, and the danger of foreign material entry is mitigated. No inspections were modified or omitted to allow the rotor to stay in place. In fact, proprietary tooling was developed to help facilitate this process.
Benefits vs. Rotor-Out
The benefits of a RIMI over a traditional rotor-out inspection are many and include faster turn-around, better safety, and fewer demands on plant staff.
Improved Safety. One of the clearest advantages of the RIMI is increased safety. Since the rotor is not removed, there is no need for heavy-duty lifting equipment on-site, which reduces unnecessary equipment movement and opportunities for personnel injury or damage.
No Reduction in Quality. One of the primary benefits for the RIMI is that there is no gap in the scope from a rotor-out inspection. The scope includes evaluating the compressor and turbine sections, cleaning the lower half stator vanes (Figure 2), and other traditional services. In addition, the rotor can be rotated 360 degrees for maintenance without significant complications. This process ensures a thorough inspection with no performance degradation when compared to rotor-out major inspections.
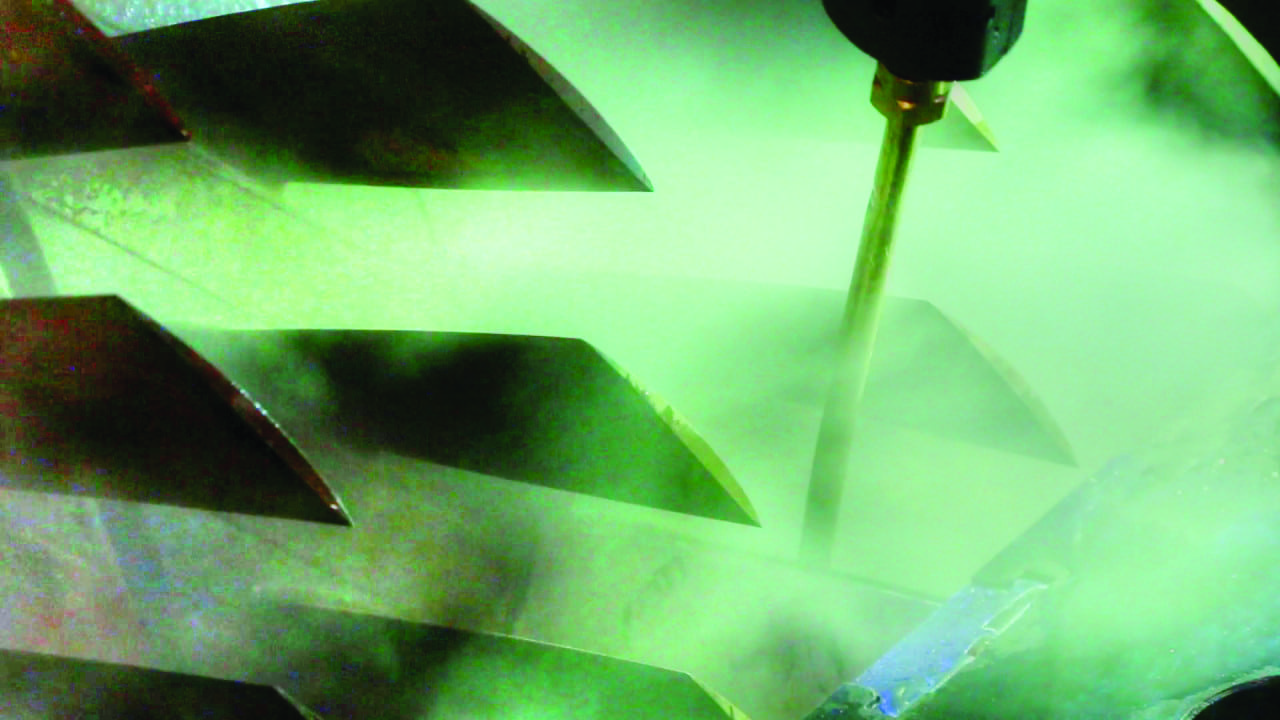 |
| 2. Clean sweep. The RIMI process is designed to allow for all traditional services included in a rotor-out inspection, such as steam-cleaning the lower half stator vanes. Courtesy: GE Power Services |
Estimated Schedule Reduction. The process of physically moving the rotor out of the turbine and onto the plant floor takes a lot of time during a rotor-out inspection, during which few other services can be conducted. The RIMI, by contrast, allows simultaneous operations to take place. For instance, while crews are still working on the hot gas path area, the compressor section, inlet bellmouth, and exhaust frames can be reinstalled. This concurrent work is impossible while the rotor is outside the machine. Additionally, there is no downtime during the rotation of cranes, allowing generator alignment to begin sooner. All together, there is a 15% to 20% cycle time reduction with the RIMI compared to rotor-out major inspections.
Less Laydown Area Needed.Since the rotor is not removed from the machine, the personnel can set other casings on the ground without reserving space for the rotor. This process is very useful in tight spaces where historically the casings had to be moved to another location to allow space for the rotor. There is also no need to strategically remove roof sections or other large items in preparation for rotating cranes. In addition, the RIMI may eliminate the need to rent tractor-trailers to remove shell casings from the laydown area.
Results. Since its inception in 2011, more than 50 units have been completed using the RIMI process. Starting with the 9E gas turbine, GE has been adopting the RIMI as the de-facto process for inspections. The install base on RIMIs includes nearly 20 9Es, six 6Bs, and eight 7Fs. One recent example is a utility in the Southeast U.S. that reduced downtime of its outage from an average of 30 days to 20 days using the RIMI process.
As utilities go forward in staying competitive in the energy markets, reducing the time during outage season without any major complications is critical. The RIMI process that GE has put together represents a substantial benefit for utilities seeking improved safety and reduced downtime during 7F major inspections.
—Michael Helton is lead engineer, life cycle productivity for GE Power Services.