River deltas experience extreme seasonal changes in water quality that perplex conventional water treatment systems. Industrial development in China, including new power plants, has spurred the development of desalination processes that have tamed these brackish water sources to provide a virtually unlimited supply of boiler-quality water.
The rapid development of an industrialized China has quickly increased the demand for pure water. In fact, the demand for industrial pure water a decade ago was 1,139 million m3 (300,892 million gallons) per year, and the Chinese government predicts that 1,839 million m3 per year will be required by 2030. The rising demand for industrial water has overstressed conventional supplies, pushing China to develop desalination technologies to meet its quickly increasing pure water needs. Today, China is a leading user of water desalination technology on a grand scale.
River water supplies in the delta regions of China, Vietnam, and Bangladesh and island nations like Singapore and Malaysia have decidedly inconsistent quality. It is common for river delta water to have a total dissolved solids (TDS) content that fluctuates from 80 mg/l to 12,000 mg/l due to the seasonal seawater refilling. This water is generally categorized as high-salinity brackish water (Table 1).
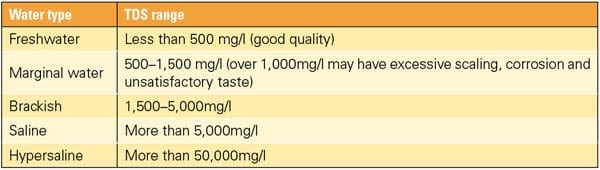
Table 1. Water quality definitions by TDS level. Source: China Water and Rivers Commission, June 2000
Given the interest of these delta regions in developing marginal water resources, a new category of supply water was established. The high-salinity water supplies that lie between freshwater (less than 500 mg/l) and standard seawater (35,000 mg/l) is called "sub-sea" water.
RO Makes Power Plant Makeup Water
The Huarun Power Plant (HPP) entered commercial service in 2007 with two pulverized coal boilers each producing 260 tons/hr (573,000 lb/hr) of steam used to generate 360 MW in a pair of like-sized steam turbines. The plant is located in Huangge Town in the Nansha Development Zone, an important hub port at the Pearl River Delta south of Guangzhou City, Guangdong Province, China.
HPP’s makeup water comes from the Xiao HuLi River, which is close to the South Sea entrance, hence the river water’s TDS, chloride, and conductivity increase as a result of seawater refill during the dry season. An RO system was supplied by Nanjing Zhongdianlian Co. designed to produce the necessary boiler makeup water for the two power generation units from the available sub-sea water supply.
In Table 2, the TDS record of Xiao HuLi River’s water shows wide TDS variation, from 80 mg/l to 14,000 mg/l in 2006, and chemical oxygen demand (COD) that ranged from 4.92 mg/l to 39.1 mg/l. The boiler makeup water specification requires water quality of 15 MΩ/cm at 25C (equal to 0.067µmhos/cm), which is more rigorous than the normal boiler makeup water standard (0.15 µmhos/cm); hence, a two-pass RO and CEDI or IX mixed bed was required for this water treatment system (Table 3).
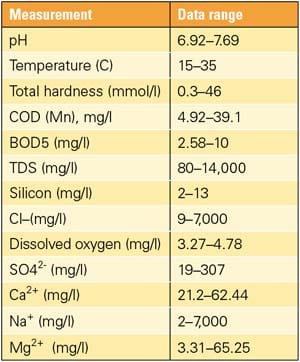
Table 2. Xiao HuLi River’s average water quality record from 2004 to 2006. Source: Dow Water & Process Solutions
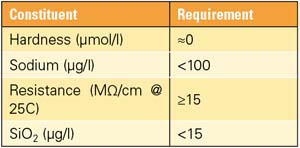
Table 3. Boiler makeup water requirements of Huarun Power Plant. Source: Dow Water & Process Solutions
Water Treatment Processes
The plant began service in December 2006 with city water transitioning to treat Xiao HuLi River water in February 2007. The water treatment plant is now operated and maintained by Hanchuang (Hubei) Power Plant, a partner company of HPP. The capacity of HPP’s water treatment plant is 182 m 3 /h (~800 gpm) of makeup water.
To reduce the first cost of the RO system, a brackish water RO element instead of the sub-sea RO elements were specified. HPP plans to maintain the raw water TDS below 3,000 mg/l because of limitation with the feed high-pressure pump (1.50 Mpa or 217 psi) and the anticorrosion limits of the RO system. However, even after dilution, the highest chloride level still can reach 1,300 mg/l. Therefore, the raw water makeup to the HPP is prepared by a freshwater and sub-sea water mixing system.
In this RO design, a Filmtec BW30-365 element is the standard brackish water RO element with 34 m2 (365 ft2) of active membrane area, a nominal permeate flow of 36 m3 /d (9,500 gallons/day), and a stabilized salt rejection of 99.5%.
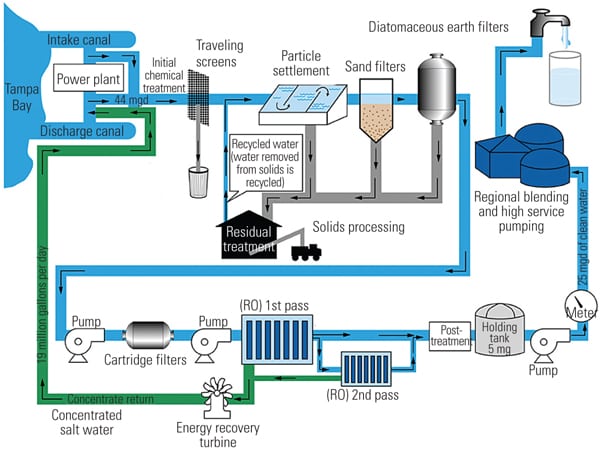
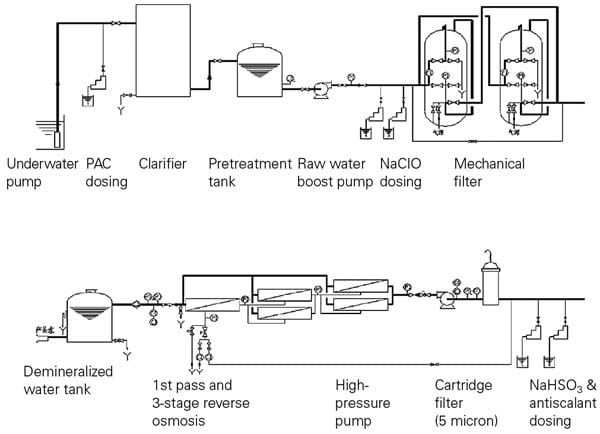
Figure 3 shows a flow diagram of the HPP water treatment facility and its water volume balance. The water treatment system consists of two steps of pretreatment and two steps of desalination.
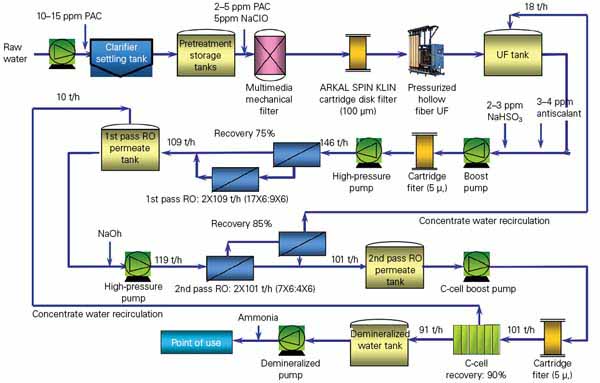
3. Four-step process. Huarun Power Plant water treatment flow diagram. Source: Dow Chemical
Step 1. The first pretreatment step occurs when raw water is pumped into a clarifier settling tank to remove 90% to 95% of suspended solids, colloid, chroma, and turbidity. Meanwhile, 10 ppm to 15 ppm of PAC are added in the front of the clarifier to help coagulation and flocculation. The clarified water then flows to a pretreatment storage tank.
Step 2. The second pretreatment process is a series of refined filtration steps. First, 2 ppm to 5 ppm of PAC and 5 ppm of NaClO are dosed to achieve completed flocculation and control bacteria growth. Next, the clarified water is fed into an MMF for further filtration to ensure the effluent’s qualified turbidity (≤1 NTU) and SDI (≤5). Subsequently, the water is filtrated by a cartridge disk filter (CDF) with an average pore size of 100 µm (Figure 4) before flowing into the pressurized hollow fiber UF system (Figure 5) that has a total recovery of 90% of entering water. The internal diameter of the pressurized hollow fiber UF is 0.7 mm, and the maximum molecular weight cut-off is 80,000 Dalton. At this stage, the water SDI is controlled to less than 3.

4. The cartridge disk filter. Courtesy: Dow Water & Process Solutions

5. The pressurized hollow fiber ultrafiltration system. Courtesy: Dow Water & Process Solutions
Step 3. The desalination process begins when the water is dosed with 3 ppm to 4 ppm of antiscalent and 2 ppm to 3 ppm of NaHSO3, and then is fed through a 5-µm cartridge filter before being pumped to the RO skid. There are two passes of RO with each two-stage design.
The first-pass RO system consists of two independent trains, each with a permeate design flow rate of 109 m 3 /h (~480 gpm) at a recovery of 75% to 80% (Figure 6). Each train has two stages with 17 and 9 pressure vessels, respectively, and each vessel houses six elements. There are 156 Filmtec BW30 elements installed in the RO 1 train. The designed system salt rejection is 97%. Next, the water is sent to the first RO permeate tank.

6. The first pass of RO unit 1 and unit 2. The water flows from the front to the back of the photo. Courtesy: Dow Water & Process Solutions
The permeate water from the first-pass RO is dosed with sodium hydroxide (NaOH) to adjust the pH to 8.0 to 8.8 and then is pumped into the second-pass RO (Figure 7). The second-pass RO (Figure 7) also consists of two independent trains, each with a permeate flow rate of 101 m3 /h (~440 gpm) at a recovery of 85%. Each train has two stages with seven and four pressure vessels, respectively, that can be filled with six elements each. The salt rejection from the system is designed as 95%. Afterward, the water is sent to the second-pass RO permeate tank.

7. The second pass of RO unit 1. Courtesy: Dow Water & Process Solutions
Step 4. The second step of the desalination process — with the water entering two independent CEDIs with 90% to 92% recovery (Figure 8), and finally, the effluent of CEDI (15 MΩ/cm at 25C) — is sent to the demineralized (DI) water storage tank. To meet HPP’s boiler water makeup pH requirement of 9.0 to 9.6, ammonia is added to the demineralized water. Meanwhile, all concentrated water from the second pass RO and CEDI will be respectively recycled into the UF tank and the first-pass RO permeate tank for recycling.

8. The continuous electrodeionization (CEDI) system. Courtesy: Dow Water & Process Solutions
Operational Results Are Excellent
Operational data of the first-pass RO were recorded from February 2007 to July 2007 and normalized by Dow’s FTNORM program to evaluate the performance of the Filmtec BW30 elements (see sidebar). During the test period, the raw water makeup varied widely, from 92 mg/l to as high as 2,617 mg/l; approximately one-third of the time the water TDS ranged from 520 mg/l to 2,617 mg/l (Table 4). According to the definition of sub-sea water, Xiao HuLi’s water became the sub-sea water type (TDS level of 2,000 mg/l to 8000 mg/l) on the days of seawater refilling during March 16 to 28, April 14 to 20, and April 22 to 29. At the same time, the temperature changed from 19C to 33C and the COD level ranged from 7 mg/l to 32 mg/l.
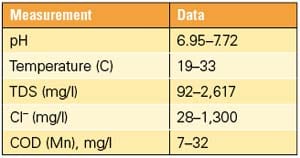
Table 4. Raw water data record, February to July 2007. Source: Dow Water & Process Solutions
Three key results were observed during this testing:
-
The normalized permeate flow was very consistent, even with such high variation in the TDS feed conditions (Figure 9). Upstream, the water feed TDS fluctuated, as did the RO 1 driving pressure from the end of February to the end of April because of seawater refilling. After April, we observed the temperature of the feedwater increased from 25C to 33C, the seawater refilling became weak, and the permeate flow of both trains became stable. The RO 1 system operated at 78% to 80% water recovery, meaning that 80 gallons of good product water were produced for every gallon of raw water supplied.
-
Pressure drop (PD) is the signal that indicates how much contamination is present in the RO system. Low PD tells the operator that the feed space is smooth or all the contamination was backwashed out by concentrate water. High PD indicates that there is some fouling present in the RO system that must be removed. Chemical cleaning is recommended to remove the fouling contamination if the PD level is 10% higher than normal value. The normalized pressure drop of RO 1 was measured and recorded during the test period (Figure 9). The initial PD of RO 1 was 1.3 bar. Even with the increase in water temperature and operating hours, RO 1 PD remained stable in the 1.3 bar to 1.4 bar pressure drop range during the test period.
-
The performance of normalized salt passage (SP) and salt rejection (SR) are plotted in Figure 10. The SR remained a conservative 97% during the test period. Both trains’ SR basically met the required 97%, except the raw water was of the sub-sea water type from March 16 to 28, April 14 to 20, and April 22 to 29.
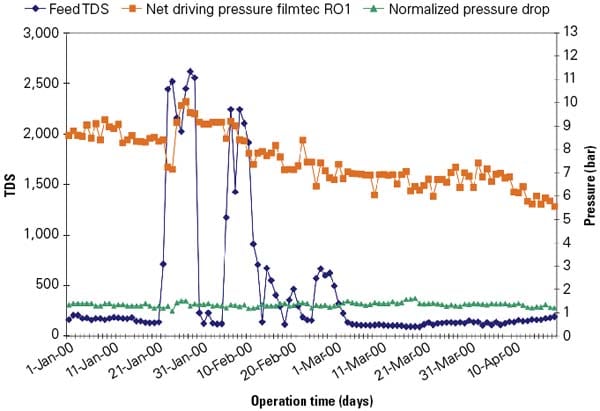
9. Normal system performance. Normalized net driving pressure and pressure drop of the RO 1 system confirmed that the system was performing as expected. Note the variation of the total dissolved solids in the incoming water. Source: Dow Water & Process Solutions
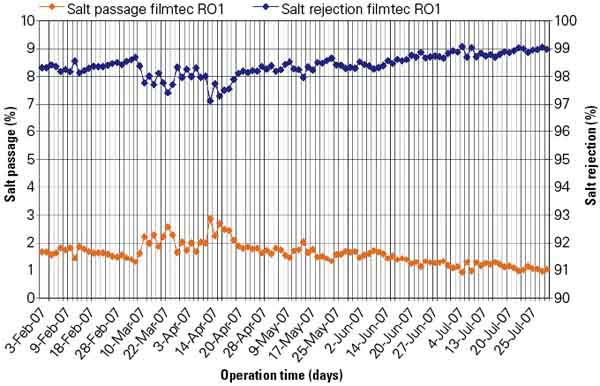
10. Salt adverse system. Normalized salt rejection of RO 1 is a measure of the reverse osmosis system performance. Source: Dow Water & Process Solutions
During the periods of seawater refilling (March 16 to 28, April 14 to 20, and April 22 to 29), the sub-sea water’s TDS was in the range of 2,023 mg/l to 2,617 mg/l, and the SR of each of the two trains was lower than in other periods. Hence, similar to the trend of the permeate flow rate, both first-pass RO SRs kept fluctuating until May.
The initial SR of RO 1 was 98.32%. After contamination of the sub-sea water, the TDS during the period (2,500 ppm to 2,700 ppm from March to April) in the RO 1’s SR declined. After May, the two RO trains’ SR returned to higher than 97.5% when the raw water TDS decreased. By the end of July, the average normalized SR for RO 1 was 98.4%.
The integrated membrane process water system at the Huarun Power Plant continues to reliably produce boiler-quality water from river and sub-sea raw makeup water. Lesser-quality water sources will only become more common as high-quality water resources around the world are stressed to supply the needs of the world’s population. The Huarun Power Plant water treatment design illustrates that desalination is a viable option for industrial water supplies in the future.
—Echo Zhao (ezhao@dow.com) is regional applications development leader, Asia Pacific, Dow Water & Process Solutions. Yu Fangbing is water treatment plant manager, Huarun Thermal Power Plant. Yasushi Maeda (ymaeda@dow.com) is an applications specialist for Ultrapure Water, Dow Water & Process Solutions.