WATER TREATMENT
Tag-teamed seawater cleanup
The scarcity of water resources is causing big problems in China, both directly and indirectly. The lack of potable water directly impairs the health and well-being of millions of people and restricts agricultural and industrial activity. The shortage of water also causes a secondary problem by constraining the country’s ability to expand electric power production to meet the needs of its rapidly growing economy.
To produce electricity, power plants require large volumes of high-quality water for boiler makeup and for cooling. However, in most locations, no surplus water is available, and the government will not allow new plants to place additional demands on already scarce water supplies. To gain government approval, a new plant must either use more-available kinds of water—such as seawater and wastewater—or it must pay very high fees for surface or ground water.
At the new power plant in the Liaoning Province coastal city of Zhuanghe, seawater was a natural choice. The plant supports the region’s thriving economy, which is driven in large part by the governing sub-provincial city of Dalian, a prosperous industrial center with the third-largest port in China and the country’s northernmost ice-free seaport.
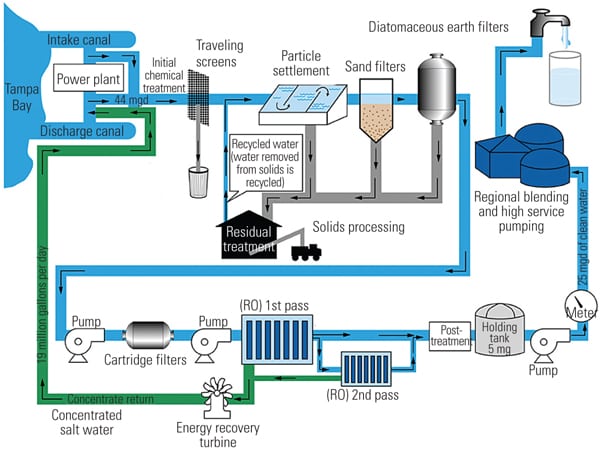
The construction of the Zhuanghe plant (Figure 1) was undertaken in two phases. The first phase, completed in the fall of 2006, provided 1,200 MW; the second phase completed the 3,200-MW plant at the end of last year. During the first phase, the plant drew surface water from a reservoir located 12 miles away. With completion of the second phase, the plant switched over to seawater for all cooling water and boiler makeup needs.

1. Clean sweep. China’s new 3,200-MW Zhuanghe power plant uses seawater for cooling and boiler water makeup. An ultrafiltration system is used for pretreatment because it has a small footprint and provides higher permeate quality to the main (reverse osmosis) plant water treatment system than conventional pretreatment systems. Courtesy: Koch Membrane Systems Inc.
UF, then RO. “The Zhuanghe plant has been designed as a model facility to showcase the best available technology,” according to Mr. Zhang, plant manager. “The first large saltwater desalination plant in China was commissioned in 1999, and it has since been well-established that reverse osmosis is an incredibly economical process, with lower operating costs and a smaller footprint than thermal distillation.”
The reverse osmosis (RO) system at the Zhuanghe plant also has the advantage of using a two-stage process that can be tailored to meet different requirements for particular applications. Only the first stage, seawater RO, is required for the cooling water used by accessory equipment. Boiler makeup requires higher-quality water that must also pass through the second stage, a brackish water RO system.
To optimize the performance of RO systems and protect them from fouling, an effective pretreatment system is required. The Zhuanghe plant chose ultrafiltration (UF) as the pretreatment solution because UF occupies a small footprint and provides higher-quality permeate than conventional pretreatment systems. Fully automatic control and relatively low investment costs were also important factors in the plant’s selection of UF technology. UF pretreatment for RO systems is an increasingly common combination in desalination plants and other large-scale RO systems in China and around the world.
Beijing Lucency Enviro-Tech Co., Ltd., one the largest providers of industrial and municipal water filtration systems in China, was responsible for designing and installing the UF pretreatment system.
The Zhuanghe plant chose Targa-10 UF cartridges from Koch Membrane Systems Inc. (KMS) after plant officials visited two other power plants that employ Targa cartridges for very similar RO pretreatment applications. These cartridges use a proprietary semi-permeable polysulfone hollow-fiber membrane that has been successfully deployed at municipal and industrial water treatment plants in China and elsewhere for more than a decade. In China alone, Targa cartridges treat more than 132 million gallons per day of water from a variety of sources.
The hollow fibers are true ultrafiltration membranes. Their nominal molecular weight cutoff of 100,000 daltons (a dalton is one-twelfth the mass of a Carbon-12 atom) results in the removal of particulates and larger molecular weight components. The KMS fibers have demonstrated the ability to reduce turbidity to less than 0.1 NTU (nephelometric turbidity units) and SDI (silt density index) to between 1.0 and 3.0, making them an ideal pretreatment step for spiral RO membranes.
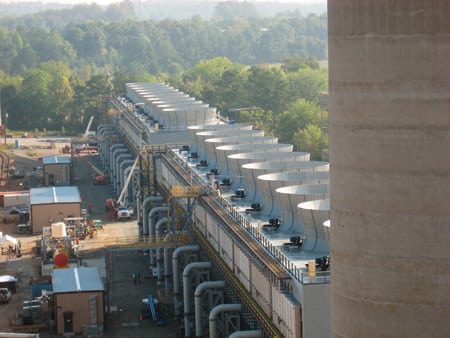
Two trains of UF were commissioned in October 2006, and three additional trains were commissioned at the end of 2007 for the second phase of the plant’s construction. The trains operate in parallel, and each is equipped with 44 cartridges, resulting in a train capacity of 61,000 gallons per hour (Figure 2).

2. Seawater makeup. The ultrafiltration system comprises five trains that operate in parallel. Each has 44 cartridges and a capacity of 61,000 gallons per hour. Courtesy: Koch Membrane Systems Inc.
Prior to the ultrafiltration, the seawater is pretreated by coagulation and sedimentation, both performed in the same tank. FeCl3 or Poly FeSO4 is used as coagulant, and if needed, anionic PAM (anionic polyacrylamide) is used as a coagulant aid. To control biological growth, sodium hypochlorite is added to the feed of the sedimentation tank. The level of controlled free chlorine ahead the UF is about 0.3 to 1.0 mg/l. A 100-μm screen pre-filter that can be automatically backwashed is installed ahead of the UF to remove larger particles.
Live long and filter. “The most important reason that ultrafiltration was selected for seawater pretreatment is the high quality of the permeate,” said Mr. Zhang. “The high permeate quality results in fewer RO cleaning passes and ensures longer RO element life. But another key reason is that, with our new ultrafiltration system, we are able to cost-effectively tap limitless seawater and avoid draining our scarce surface water resources.”
For more than two millennia, the Dalian region has derived fame and fortune from its strategic coastal location. Now, with UF and RO technology, the sea will support the region’s growth in yet another way, by providing a sustainable supply of water for the new power plant.
—Contributed by Koch Membrane Systems Inc. (www.kochmembrane.com).
New cooling towers to improve river’s health
Big benefits to the Chattahoochee River ecosystem are expected from the start-up of two new cooling towers (Figure 3) at Georgia Power’s Plant McDonough in Smyrna. The first tower began commercial operation this March, and the second was expected to follow suit a month later.
3. Some like it cool. Each of the two new cooling towers at Plant McDonough is designed to lower the temperature of the plant’s effluent by 20F. Courtesy: Georgia Power
The $96 million cooling towers represent the end product of an agreement between Georgia Power and the state Environmental Protection Division in 2000 to lessen the environmental impact of water discharged into the Chattahoochee River. “The towers will help to enrich the river’s habitat by improving the dissolved oxygen levels in the river and by allowing the river to better assimilate treated wastewater that is returned to it from upstream sewage plants,” said Chuck Huling, Georgia Power’s VP of environmental affairs.
Georgia Power has installed state-of-the-art plume abatement technology on the towers to reduce evaporation losses and to minimize fogging and misting in nearby areas during cold, damp weather. Each cooling tower is 550 feet long, 73 feet wide, and 55 feet high. Each is designed to lower the temperature of 137,000 gallons of water per minute by 20 degrees F.
“Reducing the temperature of the water discharges from the plant will greatly reduce its thermal effect on the river,” said Tony Tramonte, Plant McDonough’s manager. “Installing these cooling towers was the right thing to do for the river and the region.”
Plant McDonough has two coal-fired units with a total generating capacity of 540 MW. They are scheduled to be replaced in 2012 by three natural gas–fired combined-cycle units that will use the new cooling towers. The new gas units will supply 2,520 MW—more than four times the plant’s current capacity.
—Contributed by Georgia Power (www.georgiapower.com)
CONTINUING EDUCATION
Back to school
One of the biggest myths about Thomas Edison is that he was not formally educated because he spent very little time attending traditional schools. In reality, his mother had the radical idea that learning could be fun—something she didn’t see in traditional schools—so she personally tutored the fledgling inventor using a rigorous program. And when young Edison’s thirst for knowledge outstripped his mom’s ability to deliver it, she brought in other tutors to continue his formal education. By founding his first research laboratory at the age of 23 and surrounding himself with a team of bright scholars, Edison demonstrated that he valued education highly and recognized the need for continuing, lifelong learning.
Spurred by competitive pressures, some power producers—Edison’s heirs, in some sense—are now making the same commitment: establishing ongoing training programs for employees at all levels of the organization. A rural electric cooperative in the Southeast, for instance, recently established an education program for its workers that begins with the basics, including a review of math and science, and progresses to the most challenging aspects of their disciplines.
The curriculum goes beyond the subject matter traditionally taught for each craft and covers more than just essential subjects. For example, both operators and maintenance mechanics learn to read and understand control logic and electrical schematics—a skill that is typically taught only to instrumentation and control (I&C) technicians. What’s more, maintenance personnel attend the same courses on plant systems as do operators, who also receive training on predictive and preventive maintenance.
Training for tomorrow. Savvy power producers are concerned with training not just existing employees, but future ones, too. Just as firms in other U.S. industries have already done, power companies are becoming substitute teachers in what many believe is the country’s faltering education system. They are teaming up with schools to provide gifts of equipment, paid work-study programs, literacy volunteers, teacher training, and more.
As an example, a 2,600-MW coal-fired plant in the Midwest launched a training program for college engineering students a few years ago. The participants included 15 students from 12 different universities. The plant’s owner, a utility, anticipates the need to put younger engineers into its training pipeline—especially recent graduates with computer modeling and I&C skills.
Managers of the plant reported both short- and long-term benefits of the education project. The students assisted in performance testing of the newly retrofitted plant by comparing efficiencies before and after installation of a new flue gas desulfurization system. In the process, the 15 high-caliber students gained an appreciation for the power industry in general and—the plant managers hope—for their utility in particular. The program also paid dividends in community relations, an area for which more and more plant managers are taking responsibility.
Results-oriented training. By most accounts, power producers give only lip service to training. They boast in annual reports and conference papers of their employee education programs while in reality funding them with miniscule budgets. As one training specialist says: “The relationship between their talk of education and the money they spend on it could be described as inverse-cubed.”
Part of the problem is the inability to calculate returns on investment—what has been called the “snake pit” of training. Measurable results are difficult to quantify, and even when they can be quantified, benefits might not appear for years. Many training packages try to justify their worth with blanket statements, like, “If your operator avoids just one unplanned shutdown, you will have paid for this training course.” However, few money managers take such statements at face value.
According to a recent survey of Fortune 500 mid- and upper-level managers, trainers themselves may be partially to blame for management’s lack of support for training. Managers who responded to the survey said that training professionals often exhibit:
- Insufficient business acumen. Many training practitioners do not understand how a utility operates, its survival requirements, or the day-to-day challenges managers face.
- Insufficient results. Many trainers fail to teach the real-life skills that their students are there to learn. Instead, they lecture on and on in abstract, academic jargon—probably because they’re most comfortable doing so.
- Insufficient loyalty. Many trainers portray management as an adversary. In the warm, cozy classroom, they allow the discussion to turn into “gripe sessions.” Many trainers, according to the survey, also use the classroom to push personal agendas or social beliefs, rather than sticking to the specifics listed in the curriculum.
Can I go? Can I go? Here’s another example of the best training intentions going awry. When an operator working at a large independent plant complained that he didn’t know how to use the company’s new office software—a conventional suite of word-processing and spreadsheet applications—the plant manager arranged to have him attend a class at a nearby community college. Soon, other operators began requesting the same class, so the manager had no choice but to enroll them, too. In short order, the plant manager found that he had spent nearly $30,000 of his O&M budget and lost 120 man-days of work on software training for his 60 employees.
The problem here was that the plant manager was training “by the seat of his pants.” He had no training plan or training budget, and was simply responding to a perceived need from a few vocal operators.
To get the most bang for your training buck, start with a “needs assessment” to determine what kind of training the staff truly requires. There are plenty of training companies that will be happy to help you with this step—if you’ve got a massive staff and an equally large budget. But you can also do it in-house, with the help of veteran crafts people and supervisors.
Remember: Your veterans can help not only with the training plan but also with both technical and nontechnical training. Consider buying a video camera and a VCR to make in-house training tapes. The rookies will enjoy watching their coworkers on screen, and the veterans will like showing off their knowledge. As the old saw goes, nobody learns more than the teacher.
By far the largest component of training expenses is the productivity lost when workers attend classes. Many say this figure can be three times as high as the fee paid to the training provider. A first step in justifying training costs after the first delivery of instruction is to credibly answer some specific questions:
- How much faster did personnel get up to speed on the new equipment after training?
- How much of an incremental efficiency or revenue gain or revenue did the training produce?
- How many human errors were eliminated by using an advanced training course, as opposed to traditional classroom instruction?
- At what rate did performance deteriorate after the training program ended, or between the main course and a refresher course?
Other lessons learned by power plant training specialists include the following:
- It’s difficult to keep O&M people engaged in the classroom for long periods of time. They’re used to physical labor, and are quickly bored by the chairs and the chalk.
- Trainees should only be in the classroom a few days at a time, and then spend at least an equal amount of time back on the job, applying what they’ve learned.
Measuring performance gains. For more insight into training, let’s look at how we measure the results of other aspects of power plant operation. Industry veterans know that the best bid specifications for plant equipment are written in terms of expected results, with the method of achieving those results left up to the supplier. This approach unleashes the bidders’ creativity, increases the competitiveness of the bidding process, and ultimately provides a standard for measuring supplier performance. So what happens if we apply this same results-oriented approach to the training section of a solicitation?
In bid specifications, training is typically defined in terms of the number of days of instruction to be supplied to a designated number of personnel. This quantity-based definition is analogous to specifying a pump by the pound! Instead, training should be defined by performance objectives. After all, few companies really want training; what they want is the improved employee performance it leads to. If improved performance is what you want, then improved performance is what you should ask for in your bid specifications.
Unfortunately, as with most aspects of management, that’s easier said than done. Defining the performance gains expected of training programs requires using precise language that cannot be easily misinterpreted. In your requests for training proposals, try using action verbs—such as install, repair, or maintain—rather than abstract verbs like “know” or “understand.” And try to avoid some of the following pitfalls when writing training specifications:
- Don’t specify the length of instruction. Some experienced trainers tell horror stories about being asked to teach in one week a skill that requires a college semester. Conversely, others explain how they have stretched out a one-hour training class to a full week with war stories and song-and-dance routines, just to meet the customer’s bid specification. Although effective training takes time, the length of time it takes does not reflect its effectiveness.
- Don’t specify a laundry list of topics. Often, companies that see the error in specifying the length of instruction switch to preparing extensive lists of topics to be “covered.” Of course, how and to what degree a topic is covered can vary—from a brief mention of it while students are filing into the room to an in-depth, academic discourse, if the instructor happened to have done his doctoral thesis on the subject. Specifying topics typically produces training programs that fill the students’ heads with “nice-to-know” facts but produce little improvement in employee performance.
- Don’t specify media or techniques. Most training experts agree that there is no “best” media or technique, and that a combination of different methods is often the most effective and least costly. Yet many specification writers call for the use of one training media, typically whatever is in vogue.
—From the editors of POWER