Longview Power, a 695-MW coal-fired power plant now under construction in Maidsville, W.Va., is scheduled to begin commercial operation later this year. The $2 billion project reached 580 MW in early June, just a month after completing the “first fire on coal” schedule milestone. Testing and tuning of the controls and various systems continue.
Longview Power is the largest privately funded project in West Virginia and is majority owned by First Reserve Corp. The plant was designed using supercritical boiler technology, allowing the plant to operate very efficiently with a net heat rate of only 8,728 Btu/kWh.
River Water Treatment
As with all steam power plants, water is a crucial commodity. Longview had originally planned to use treated acid mine drainage water from a nearby closed mine as its makeup water source (see POWER, September 2010, “Mine Drainage: An Alternative Source of Water” in our archives at https://www.powermag.com) and had purchased water treatment plant equipment for that purpose. That plan was ultimately shelved, as it was determined that the quality and availability of the mine water was not suitable. The plant owner instead decided to draw and treat water directly from the Monongahela River.
Dunkard Creek Water Treatment Systems, an affiliate of Longview Power, contracted Veolia Water Solutions & Technologies (Veolia) to design and build a river water treatment system to provide makeup water for the power plant (Figure 1). About 80% of the treated water will be used as makeup for the plant’s cooling tower; the remainder will go to its steam generator, scrubber, and various other plant uses.
 |
| 1. Smart water makeup. The new Longview Power coal-fired plant uses river water. Approximately 80% of the water treated at the plant will serve the plant’s cooling tower; the remainder will go to its steam generator, scrubber, and various other uses. The water treatment processes used are based on the quality of the river water and the intended use. Courtesy: Veolia Water Solutions & Technologies |
Veolia designed and built the facility, integrating its Actiflo high-rate clarification, multimedia filtration, and reverse osmosis (RO) technologies with microfiltration and RO equipment that Longview Power had previously purchased for the cancelled acid mine water treatment plant. The ability to incorporate owner-supplied equipment into the new treatment system design resulted in substantial capital cost savings.
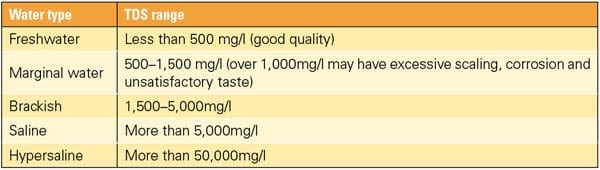
The river water treatment system is designed to handle raw water with salinity as high as 500 mg/l and produce water quality of 200 mg/l total dissolved solids (TDS) continuously at average demand. The plant can produce up to 6,600 gpm of makeup water.
Follow the Flow
Raw water is pumped from the Monongahela River directly to the treatment plant’s Actiflo clarification systems for coagulation, flocculation, and enhanced clarification. Redundant 7,900-gpm Actiflo systems, each sized for 100% water demand, were installed. These high-rate clarification systems operate with microsand as a seed for flocculation formation, providing surface area that enhances flocculation. The microsand also acts as ballast, resulting in a very high-rate settling process.
In the Actiflo process, raw river water is first mixed with a coagulant in a high-shear environment, where it is retained for about 2 minutes. In the next tank, the water is injected with a polymer along with microsand and mixed aggressively for approximately another 2 minutes. The water then enters a “maturation zone,” where gentle shear is applied for an additional 6 minutes (Figure 2).
 |
| 2. Planting seeds. Raw water is pumped from the Monongahela River to the Actiflo clarification systems for coagulation, flocculation, and enhanced clarification. These high-rate clarification systems operate with microsand as a seed for flocculation formation, providing surface area that enhances flocculation and also acts as ballast, resulting in a high-rate settling process with a very small footprint. Courtesy: Veolia Water Solutions & Technologies |
In the maturation zone, the microsand-ballasted flocs increase in size, trapping smaller flocs before the water enters the sedimentation tank, where the large flocs immediately begin to settle. The clarified water at this stage is then moved upward or counterflow through lamella settling tubes to collection troughs before moving to farther-downstream processes. The microsand and other solids in the ballasted flocs that settle in the bottom of the tank are pumped to hydrocyclones that subject shearing forces to the floc clusters, breaking the bonds that hold the fine sludge particles to the microsand. The microsand is thus cleaned, recovered in the cyclone underflow, and reinjected for reuse. The waste solids are removed with most of the water through the cyclone overflow.
The Actiflo process serves as a high-rate clarifier and also as a versatile chemical reaction vessel. Because retention times in the system are very short (minutes instead of hours), the technology is extremely compact, providing increased capacity without the large surface area requirements of traditional flocculation/sedimentation systems. Typically, Actiflo technology operating in this type of application has feed rates up to 25 gpm/square foot, resulting in a very small equipment footprint.
Alternate Control Schemes
Not all of the river makeup water requires the complete treatment process. The river water feed line is monitored for conductivity to determine current TDS levels in the raw water makeup. The treatment plant’s control system enables elimination of unnecessary treatment steps to minimize operating costs while still meeting the power plant’s stringent makeup water quality requirements.
When raw water TDS is low, the Actiflo clarified water bypasses the remaining process treatment systems. When raw water TDS is high, requiring full treatment, the clarified water is routed through multimedia filters and microfiltration units prior to RO. The microfiltration units operate preferentially, while the multimedia filters are called to duty only when needed to meet the flow and water quality requirements.
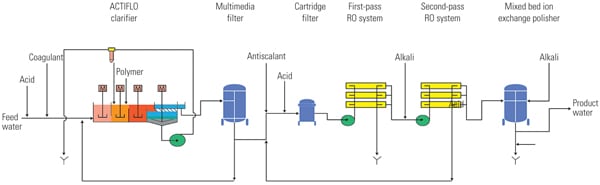
Following filtration, the water is sent to an RO feed tank while an inline sodium bisulfate feed controller dechlorinates the water, which is followed by pH adjustment before the water contacts the RO membranes. The treatment plant’s new RO skid has a 24 x 12 array of vessels, each equipped with seven brackish water membranes. This RO unit recovers 80% of the forward flow and typically receives feed preferentially, versus the owner-supplied RO units. The owner-supplied RO units are incorporated into the system and are brought online only when additional capacity is required (Figure 3).
 |
| 3. Blending water. Because Longview’s river water treatment system produces a finite amount of RO permeate daily, it can be automatically and proportionately blended with the less-expensively produced clarified water. The resulting blend yields a dissolved solids level no greater than 200 mg/l, the required upper limit of dissolved solids for use in the plant cooling tower. Courtesy: Veolia Water Solutions & Technologies |
Following RO, the permeate proceeds to a glass-lined, 220,000-gallon steel product water storage tank. From there, it is sent to the various power plant processes. The water level in the product water tank controls operation of the raw river water pumps. RO reject is stored and later pumped to a mine borehole for disposal.
Blending Flexibility
An integral part of the river water treatment process, designed to add flexibility and efficiencies, is the ongoing blending of RO permeate with clarified river water. Because Longview’s river water treatment system produces known amounts of RO permeate daily, it can be automatically and proportionately blended with the less-expensively produced clarified water. These water streams are blended to yield a dissolved solids level no greater than 200 mg/l, the required upper limit of dissolved solids for use in the power plant’s cooling tower.
By processing raw river water with a state-of-the-art water treatment system, Longview Power is able to meet all of its makeup water requirements for reliable and efficient power generation. Water production efficiencies and cost savings result because the treatment system is able to rapidly clarify river water and bypass unnecessary treatment steps when river water conditions allow. Plus, the treatment system’s ability to automatically blend more economical clarified water with RO permeate at varying rates, depending upon current conditions, provides additional operating flexibility and cost efficiencies.
—Contributed by Robert Zick, senior industrial project development manager, and Mark Sember, senior project manager, for N.A. Water Systems, the Pittsburgh-based Veolia Water Solutions & Technologies company that designed and built this project.