A new tool that can be used to help ensure the proper positioning of core shroud head bolt assemblies in boiling water reactors (BWRs) was recently invented by Jason Cocke, engineering, tooling, and logistics manager for AREVA Inc. Although the tool is fairly simple, it can save nuclear plant owners time and money when a spring-loaded retainer fails to lock back into place during reactor reassembly.
What Is a Core Shroud Head Bolt?
The core shroud is a cylindrical structure that surrounds the core in a BWR. It provides a barrier to separate the downward coolant flow through the annulus from the upward flow through the core. The core shroud also provides structural support, and it aligns the fuel assemblies, steam separator assemblies, and control rod guide tubes.
A head sits on top of the shroud and creates an upper plenum into which a two-phase steam/water mixture enters from the core and is directed to steam separation equipment. The core shroud head must be removed to access the core for refueling and inspection of the core internals. During removal and installation of the core shroud head, it is necessary to detension and tension the core shroud head bolts.
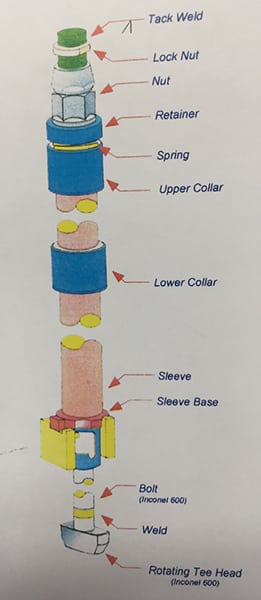
A typical shroud head bolt is 14 feet long with a diameter of 1.75 inches. A nut is screwed onto one end of the bolt and a tee head is welded to the other (Figure 4). A sleeve covers the rest of the bolt, and the base of the sleeve is joined to a collar that is welded to the shaft near the tee head. A part of the collar is cut out to provide space for an alignment pin window.
 |
|
4. Shroud head bolt stack-up. The core shroud head bolt assembly includes several pieces that work together to safely secure the core shroud head on a boiling water reactor (BWR). Courtesy: AREVA Inc. |
A retainer locks the nut on the shroud head bolt assembly, preventing the nut from rotating (Figure 5). There is a spring that pushes up against the retainer to force engagement with the nut. After many years in service and with the accumulation of grit and grime, the retainer may not return to the locked position with only spring pressure.
 |
|
5. Tool on the mock-up. The shroud head bolt retainer tool reacts off of the top of the shroud head bolt to help reposition the retainer into the locked position. Courtesy: AREVA Inc. |
A Tool for the Job
When the retainer fails to lock the nut properly, the entire shroud head bolt assembly must be replaced. In the past, an L-pick on a long-handled pole has commonly been used to release the retainer. The L-pick has multiple purposes, but for this specific application, it was difficult for operators to get enough leverage to pull the retainer up, and the process was very time-consuming.
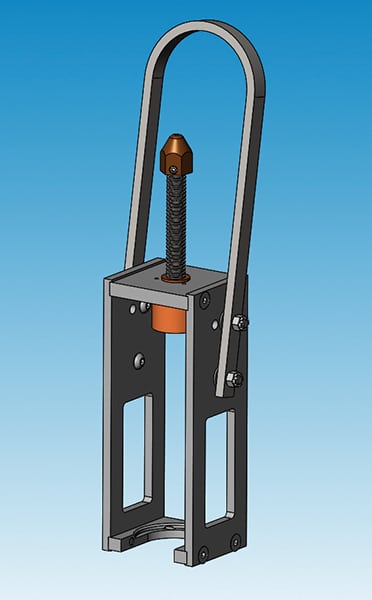
The shroud head bolt retainer tool modification was modest, yet the advanced tool design resulted in a more effective and efficient solution to complete the repair. By gripping under the retainer and reacting off of the top of the shroud head bolt, the tool (Figure 6) can help free the retainer and assist the spring in repositioning it into the locked position, saving the cost of a new bolt and the outage time to install it.
 |
|
6. Simple but effective. The shroud head bolt retainer tool includes a base or frame, an engagement member, and a collar. Courtesy: AREVA Inc. |
On June 23, 2015, the U.S. Patent and Trademark Office issued a patent for the invention. With the announcement, Cocke joined a list of more than 400 AREVA inventors credited with patented technologies.
“Incremental improvements are usually the best patents,” said Piotr Kolodziejczyk, intellectual property manager for AREVA Inc. “Jason’s new tool is simple, but very efficient, and a good example of AREVA’s commitment to offer the most innovative solutions to our customers.”
The tool was designed for use on all BWR plants and has already been used at one facility in the eastern U.S. ■
—Aaron Larson is a POWER associate editor.