Coal is still king in the realm of power generation, but the palace is under siege by new environmental rules with bigger teeth. Emerging air emissions regulations—in the form of the Clean Air Interstate Rule (CAIR), the Clean Air Mercury Rule (CAMR), and a patchwork of state rules—make plant environmental upgrades more expensive and take a bigger bite out of the industry’s investment dollar.
To be sure, the return on that investment will be a tangible improvement in the air we breathe. The gains in air quality attributable to the installation and upgrades of air quality control systems (AQCS) at power plants since passage of the original Clean Air Act in 1970 are certainly remarkable. But the days of inexpensive retrofits to capture "low-hanging fruit" are long gone. We’ll leave the discussion of "How low can you go?" for another time.
Most AQCS designs are evolutionary, and at some point all of the technologies on which they are based have been mixed and matched at some plant in the U.S. Removing specific constituents of the exhaust gas stream—first NOx, SO2, and particulate matter (PM), and now mercury (Hg)—is so dependent on a plant’s design, location, and fuel type that dozens of alternative reduction approaches have been tried over the past 35+ years.
NOx control began with burner upgrades or replacements and was followed by selective catalytic reduction (SCR). SO2 removal at a 95% or higher level has become common since the first utility-scale scrubber entered service in 1988. Many coal plants delayed spending a bundle on a scrubber by switching to low-sulfur Powder River Basin (PRB) coal in the 1990s, but they encountered combustion problems as a consequence. Although compliance with PM regulations typically has been addressed by adding an electrostatic precipitator (ESP) or baghouse, the new PM2.5 regulations may make existing units obsolete.
One AQCS for four pollutants
Retrofits to operating coal plants have become more expensive than anyone predicted. A recent survey by the EUCG (www.eucg.com) of 48 flue gas desulfurization (FGD) projects by 12 utilities pegged the average capital cost of a scrubber for a unit larger than 300 MW at about $300/kW (POWER, July 2007, "What’s that scrubber going to cost?"). Other sources estimate the cost of an SCR system at more than $100/kW. This June, a Midwestern utility announced that it would be spending $750 million to add scrubbers to two 600-MW units now under construction at a cost of $2.3 billion.
Thankfully, new emissions-reduction alternatives promise greater cost-effectiveness than mixing and matching AQCS. The one perhaps furthest up the evolutionary ladder can control multiple pollutants simultaneously. The technology—which has been under continuous development by Powerspan Corp. (www.powerspan.com) since late 1996 and supported by FirstEnergy Corp. at its R.E. Burger plant since 1998—has now reached the point of commercialization (see box). R.E. Burger Plant (Figure 1) has two coal-fired baseloaded units, one coal-fired peaking unit, and three oil-fired peakers, for a total capacity of 427 MW.

1. Host with the most. In 2004, FirstEnergy’s R.E. Burger Plant began operating, for demonstration purposes, a 50-MW (equivalent) version of Powerspan’s Electro-Catalytic Oxidation (ECO) multipollutant removal process. Courtesy: FirstEnergy
Inside the ECO process
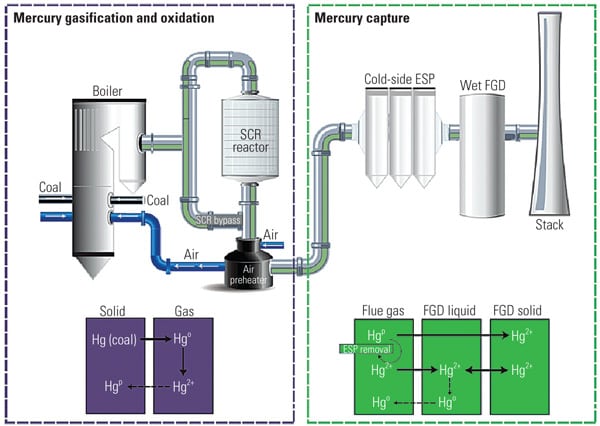
The unique feature of Powerspan’s Electro-Catalytic Oxidation (ECO) technology (Figure 2) is its ability to simultaneously remove SO2, NOx, PM2.5, acid gases, Hg, and other metals from the exhaust of a coal-fired power plant. ECO converts NO in flue gas to more-soluble NOx compounds, which it then absorbs, along with SO2. The process captures oxidized Hg in the exhaust using a wet electrostatic precipitator (ESP), which also collects aerosols and fine particles in the flue gas. The by-product of the ECO process, ammonium sulfate, can be marketed as a fertilizer.
2. Deceptively simple. An ECO process flow diagram illustrates how the multipollutant control system integrates with an existing plant. Source: Powerspan
In a typical plant, the ECO system is installed downstream of the plant’s existing ESP or fabric filter. The multipollutant treatment occurs in three distinct steps:
1. A reactor oxidizes gaseous pollutant(s) using a dielectric barrier discharge. When the voltage across the electrodes of the reactor reaches the breakdown voltage of the flue gas, micro-discharges are formed and oxygen and water molecules in the flue gas are converted to the atomic oxygen and hydroxyl radicals that lead to the oxidation reactions.
2. An ammonia scrubber removes the NOx compounds produced by the reactor and the SO2 that is not oxidized. The scrubber has two liquid loops: a lower one for quenching the gas to its saturation temperature and an upper one to absorb the SO2 and NOx.
3. A wet ESP captures the aerosols produced in the first two steps, fine particulate matter, and oxidized mercury. The wet ESP and the ammonia scrubber are housed in a single absorber tower.
Liquid bled from the absorption loop and material captured in the WESP are collected in the lower quench loop. Unlike typical scrubber slurry, the only solids in the liquid are from the captured ash. This is because all of the salts are dissolved at a concentration just below the level at which they begin to crystallize. A slipstream from the quench loop then is pumped to the co-product processing system. Filters and absorbent beds remove any fine particles and Hg from the co-product slipstream, which can then be used as a commercially valuable liquid fertilizer containing 8% nitrogen and 9% sulfur or further processed to form fertilizer crystals. The 50-MW commercial demonstration unit tested at the R.E. Burger Plant in 2005 produced approximately 3,000 tons per month of liquid ammonium sulfate over a six-month continuous run. A larger unit would use a separate crystallizer to produce a more valuable dry co-product.
Another unique feature of the ECO process is its zero liquid discharge. Waste products are limited to small amounts of ash that enter the ECO system and are filtered from the liquid, along with a small amount of spent sorbent used to remove Hg from the co-product.
Inside the ECO process
The unique feature of Powerspan’s Electro-Catalytic Oxidation (ECO) technology (Figure 2) is its ability to simultaneously remove SO2, NOx, PM2.5, acid gases, Hg, and other metals from the exhaust of a coal-fired power plant. ECO converts NO in flue gas to more-soluble NOx compounds, which it then absorbs, along with SO2. The process captures oxidized Hg in the exhaust using a wet electrostatic precipitator (ESP), which also collects aerosols and fine particles in the flue gas. The by-product of the ECO process, ammonium sulfate, can be marketed as a fertilizer.
2. Deceptively simple. An ECO process flow diagram illustrates how the multipollutant control system integrates with an existing plant. Source: Powerspan
In a typical plant, the ECO system is installed downstream of the plant’s existing ESP or fabric filter. The multipollutant treatment occurs in three distinct steps:
1. A reactor oxidizes gaseous pollutant(s) using a dielectric barrier discharge. When the voltage across the electrodes of the reactor reaches the breakdown voltage of the flue gas, micro-discharges are formed and oxygen and water molecules in the flue gas are converted to the atomic oxygen and hydroxyl radicals that lead to the oxidation reactions.
2. An ammonia scrubber removes the NOx compounds produced by the reactor and the SO2 that is not oxidized. The scrubber has two liquid loops: a lower one for quenching the gas to its saturation temperature and an upper one to absorb the SO2 and NOx.
3. A wet ESP captures the aerosols produced in the first two steps, fine particulate matter, and oxidized mercury. The wet ESP and the ammonia scrubber are housed in a single absorber tower.
Liquid bled from the absorption loop and material captured in the WESP are collected in the lower quench loop. Unlike typical scrubber slurry, the only solids in the liquid are from the captured ash. This is because all of the salts are dissolved at a concentration just below the level at which they begin to crystallize. A slipstream from the quench loop then is pumped to the co-product processing system. Filters and absorbent beds remove any fine particles and Hg from the co-product slipstream, which can then be used as a commercially valuable liquid fertilizer containing 8% nitrogen and 9% sulfur or further processed to form fertilizer crystals. The 50-MW commercial demonstration unit tested at the R.E. Burger Plant in 2005 produced approximately 3,000 tons per month of liquid ammonium sulfate over a six-month continuous run. A larger unit would use a separate crystallizer to produce a more valuable dry co-product.
Another unique feature of the ECO process is its zero liquid discharge. Waste products are limited to small amounts of ash that enter the ECO system and are filtered from the liquid, along with a small amount of spent sorbent used to remove Hg from the co-product.
After successful pilot testing funded and hosted by FirstEnergy, in February 2004, Powerspan installed a 50-MW (equivalent) commercial demonstration unit (CDU) of its Electro-Catalytic Oxidation (ECO) process (Figure 3) at the Burger plant and began testing it as an integrated system. The CDU worked on an 110,000-scfm (standard cubic ft/min) gas slipstream from the ductwork of Unit 4 or 5, downstream of the plant’s existing electrostatic precipitator (Figure 4). The treated gas was returned to the ductwork just upstream of the stack.
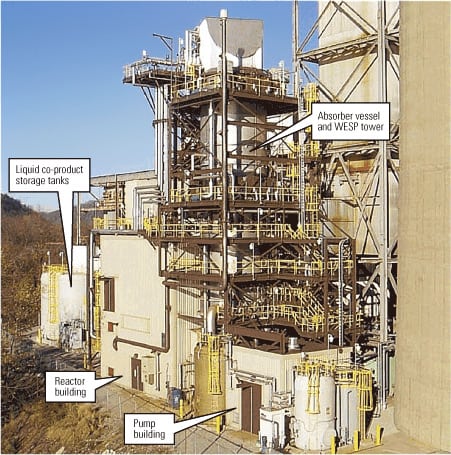
3. Proof of performance. In 2005 the ECO commercial demonstration unit was operated continuously for six months to confirm the design and reliability of the system. Although the demo ended two years ago, the ECO unit remains in service. Source: Powerspan
4. Hooked on gas. A 50-MW (equivalent) gas stream was taken from the stack gas, treated in the ECO system, and then returned to the ductwork just ahead of the stack. Source: Powerspan
A 180-day reliability run of the CDU that ended in September 2005 demonstrated that ECO meets all current performance requirements for NOx, SO2, and particulate control, and can remove 85% of the Hg in flue gas to boot. The table summarizes the results of the reliability run, during which the CDU was more than 98% available.
The demonstration project was funded by Powerspan, FirstEnergy, and the Ohio Coal Development Office of the Ohio Air Quality Development Authority (www.ohioairquality.org). In addition to the first two companies, the project team included the Siemens Power Generation subsidiary Wheelabrator Air Pollution Control Inc. (www.wapc.com), Fluor Power (www.fluor.com), and The Andersons Inc. (www.andersonsinc.com), which handled fertilizer co-product removal, marketing, and sales. The ECO CDU remains in service today.
It’s modular, so it’s scalable
Some might argue that the results of testing a 50-MW CDU are not representative of the performance of a full-size ECO process retrofitted to a plant 10 times larger. But because the system’s dielectric barrier discharge reactor and wet ESP are modular, and their performance is based on gas volumetric flow and the reaction chemistry, the ECO process is eminently scalable to any size required. Although the system’s ammonia scrubber is not modular, the technology for scaling that part of the process is well understood.
From the lab to the field
Powerspan is making the transition from being a pure technology developer to a commercial supplier. It recently announced the sale of its first utility-scale ECO system to—no surprise—FirstEnergy, which plans to install a single full-size unit to serve the combined flue gas of Burger’s 156-MW Unit 4 and 312-MW Unit 5. That certainly says something about FirstEnergy’s confidence in the process.
“We believe installing ECO will enhance the viability of the Burger Plant and give us more flexibility in our use of eastern coal,” said Richard R. Grigg, an executive vice president and the chief operating officer of FirstEnergy. “In addition, we believe that ECO provides a cost-effective method for meeting environmental regulations, including those of the CAIR and CAMR.”
Because FirstEnergy is planning to use selective noncatalytic reduction technology at R.E. Burger to remove NOx, the ECO unit it has ordered will not be equipped to handle that pollutant. Design engineering of the unit has already begun, and start-up is scheduled for the first quarter of 2011. The estimated cost of the unit is about $168 million—an apparent bargain, given today’s high and rising AQCS costs.
The ECO process is just as applicable to greenfield plants as to existing ones. This June, American Municipal Power-Ohio (AMP-Ohio) committed to use the process at its proposed AMP Generating Station, a 1,000-MW coal-fired project in Meigs County, Ohio. The selection was driven by the promise of CO2 capture by the recently announced ECO2 system, which is being designed to integrate easily with the ECO process (see box). Naturally, AMP-Ohio will be a partner in a planned program to test a pilot version of ECO2 at the Burger Plant.
Powerspan expects that by exploiting economies of scale, future ECO projects should be able to maintain their 10% to 20% installed-cost advantage over combinations of conventional, single-pollutant ACQS. As for operating costs, the company emphasizes that they depend on precise knowledge of specific plant variables, such as the level of NOx in the flue gas to be treated, the sulfur content of the coal being burned, the cost of ammonia reagent, and actual revenue from fertilizer sales. Because the system is so tightly integrated, the cost to remove individual pollutant-control components depends on how one chooses to distribute the system’s cost among the pollutants.
Nevertheless, Powerspan says it expects operating costs to be about 20% less than those of conventional technology solutions, even discounting the value of ECO’s ability to meet the new PM2.5 and Hg regulations. As for availability, an EPRI-commissioned study by Burns & McDonnell concluded the ECO equipment is at least as reliable as conventional equipment, predicting better than 99% availability.
Upgraded ECO process captures CO2, too
If Las Vegas bookies were to lay odds on Congress enacting some sort of CO2-reduction legislation in the next few years, my guess is that those odds would be pretty low. The expected legislative "give and take" has devolved into more of a "winner takes all" battle, so an agreement on carbon caps is problematic—although probably inevitable. Even if a break in the legislative logjam materializes, any new EPA rules will surely be vetted in the courts for quite some time.
If you believe that carbon capture and sequestration projects will become a reality in our lifetime, the next few years will represent the calm before the carbon storm. R&D companies must use this time to choose and invest heavily in the technologies with the highest probability of commercialization in the near term. The firms that make the right bets at the right time will be rewarded by a nice slice of the carbon control market.
Three years ago, Powerspan and the U.S. Department of Energy’s National Energy Technology Laboratory signed a cooperative R&D agreement to develop a cost-effective CO2-removal process that builds on Powerspan’s proven ECO process design. Powerspan announced in August a collaborative agreement with BP Alternative Energy (www.bpalternativenergy.com) to successfully demonstrate the technology dubbed ECO2 and advance it to full-scale deployment as rapidly as possible.
The desired target is a scrubbing process that uses an ammonia-based (rather than an amine) solution to capture CO2 from flue gas. The CO2 capture takes place after the NOx and SO2 capture steps in Powerspan’s ECO multipollutant control technology (Figure 5). Once the CO2 is captured, the ammonium bicarbonate solution is regenerated to release CO2 and ammonia (NH3). The NH3 is recovered and sent back to the scrubbing process, and the CO2 is in a form that is sequestration-ready. Ammonia is not consumed by the scrubbing process, which creates no separate by-product.
5. Another gas bites the dust. How the ECO and ECO2 treatment processes can be integrated. Source: Powerspan
FirstEnergy and Powerspan plan to demonstrate the ECO2 process at pilot scale at the utility’s R.E. Burger plant in Ohio early next year. The ECO2 pilot unit will process a 1-MW (equivalent) slipstream (20 tons of CO2/day) from the still-operating 50-MW Burger ECO unit with a goal of a 90% capture rate. The captured CO2 will be pumped to and into an 8,000-foot-deep test well drilled at the Burger Plant earlier this year.
Powerspan estimates that a commercial ECO2 system should be able to capture and compress 90% of the CO2 emitted by a conventional coal-fired plant at a cost of about $20/ton. The company expects that a full-scale ECO2 system will cost about $500/kW, so a system for a 500-MW plant would cost around $200 million, assuming that an ECO system is already in place.
FirstEnergy is collaborating with the Midwest Regional Carbon Sequestration Partnership on the sequestration test project. It appears to be the first to attempt to demonstrate both CO2 capture and sequestration at a conventional coal-fired power plant. Powerspan’s CEO, Frank Alix, said, "Assuming that the ECO2 pilot is a success, we expect our first commercial demonstration project to begin operating in 2011, and full-scale commercial units to be operating by 2015."