Short of replacement, what are your options when your original electrostatic precipitator fails to meet your current emissions and opacity requirements? The management of Big Stone Plant chose the unconventional, yet economic approach of building a pulse jet fabric filter inside the casing of the old electrostatic precipitator. The upgrades restored plant availability and prepare the plant to meet the next regulated reductions in particulate matter emissions.
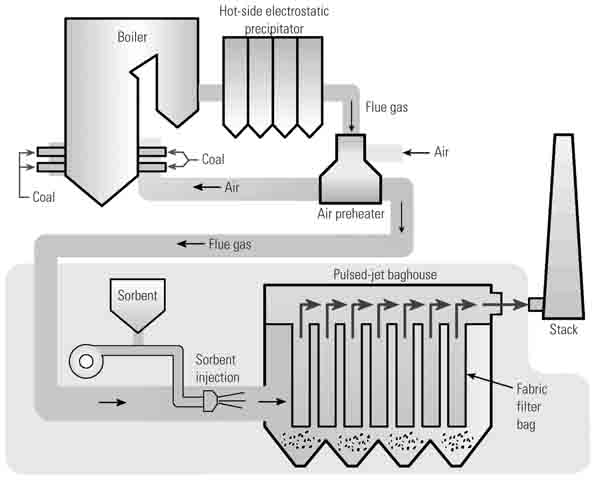
Otter Tail Power Co.’s Big Stone Plant Unit 1, located in Milbank, South Dakota, is a 475-MW plant that burns Powder River Basin (PRB) coal (Figure 1). This unit was originally outfitted with an electrostatic precipitator (ESP) when it was constructed in 1975. During the mid-1970s the number of ESPs installed on coal-fired boilers across the U.S. spiked in response to the Clean Air Act of 1970. The long-established technology of the ESP was at the time considered the best choice to meet the particulate emission requirements of the Clean Air Act.

1. ESP upgrade needed. Big Stone Unit 1 elected to use the casings of its electrostatic precipitator (ESP) to house a pulse jet fabric filter. The upgrade not only ended unit derates for opacity excursions and induced draft fan pressure drop limitations, but the new equipment also performs well enough to meet anticipated future fine particulate matter legislation. Courtesy: Buell APC
Many of those original ESPs are now candidates for an upgrade or replacement to meet the latest emissions and opacity requirements. The precipitator’s collection efficiency can be maintained within the normal variations in boiler operation, but its performance is sensitive to the electrical characteristics of the fly ash as defined by the type and source of the coal burned. Many of these "first-generation" ESPs have been rebuilt with new and improved plate and emitting electrode systems, power supplies, and control systems to extend their life. Others cannot meet current outlet emissions and stack opacity rules, so plant owners face eventually replacing their aged ESPs with a pulse jet fabric filter (PJFF).
At Big Stone Unit 1, a different and more cost-effective alternative was selected: Buell APC was retained to replace the existing ESP with a PJFF configured to fit within the ESP casing. After overcoming the inevitable challenges that occur when putting a square peg in a round hole, the conversion was completed in late December 2007. These challenges were plant-specific, but many, as you will see, also apply to other utilities that might be considering similar projects.
Many Conversion Considerations
There are many reasons, beyond a poorly performing ESP, that would push a utility to consider an ESP replacement. Some plants have completed a fuel switch that has adversely affected ESP performance. Others may have added a flue gas desulfurization (FGD) system or scrubber upstream or downstream of the ESP for SO 2 reduction, thereby reducing the effectiveness of the ESP. Others are looking ahead to the advantages of a modern fabric filter system to help meet mercury emission limits or future fine particulate control (PM2.5) legislation. When considering future emission requirements, replacing an ESP with a PJFF is probably on many plants’ short list of large-dollar projects.
Another issue: If the ESP is not consistently meeting outlet emission or opacity requirements due to aged internals and close electrical clearances between electrodes, then a rebuild may solve these problems. However, performance problems may be compounded if the ESP is treating a higher-than-original design gas volume that often results from a fuel switch.
Switching to a low-sulfur coal, especially a subbituminous PRB, will also result in higher-resistivity ash and degradation in ESP performance. Derating of the entire unit has been required in many cases to maintain emission and/or opacity requirements. Depending on the severity of the performance deterioration, upgrade requirements may include the addition of sections to the ESP, gas conditioning, or replacement/conversion to a PJFF system.
Some plants have selected a spray dryer FGD system for SO2 reduction. In such cases, a pulse jet baghouse downstream is a logical addition given the additional adsorption of SO 2 in the baghouse filter cake that reduces lime consumption. If a wet limestone forced oxidation FGD system producing commercial grade gypsum is selected, the amount of ash exiting the ESP and its chemical composition can cause potential problems with the quality of the byproduct and the chemistry of limestone dissolution that affects overall SO2 removal efficiency. The role of the existing ESP, when adding a wet FGD system, thus extends beyond achieving stack opacity requirements. The mechanical condition of the ESP and its ability to consistently meet the required fly ash loading limitations to the scrubber have pushed many to add a PJFF.
Mercury removal efficiency with sorbent injection is also highly dependent on coal type, loss on ignition, flue gas temperature, chlorine content in the coal, and SO3 content of the flue gas. A number of test programs with injection upstream of an ESP of various sorbents and enhanced sorbents, conducted by a number of sorbent suppliers with funding from the Department of Energy, show that mercury removal rates of 30% to 90% are achievable. For many coal-fired plants, the best option that gives consistent, high mercury removal efficiencies (frequently >90%) is sorbent injection followed by a PJFF. The PJFF is an integral part of this mercury removal system.
In the future, standards will likely be enacted for stationary sources, limiting their release of particulate matter that is 2.5 micron diameter and less (PM2.5). These solid particulates will likely be limited to between 0.01 lb/million Btu and 0.015 lb/million Btu of fuel burned. Utilities may also need to control air toxics, with particulate matter becoming the surrogate for a group of hazardous air pollutants in the form of heavy metals, a large percentage of which are emitted from coal-fired boilers as fine particulates. For many older, relatively smaller specific collection area ESPs (collecting plate area/1,000 acfm of flue gas treated), performance upgrades will be required to achieve PM2.5 emission limits.
In sum, there are many site-specific requirements that must be carefully studied when considering a PJFF upgrade or conversion. Some utilities will conclude, after weighing their options, that removing the ESP and replacing it with a PJFF is the right decision. Others, such as Otter Tail, will conclude that the conversion of an existing ESP casing to a PJFF is the most flexible and economic path forward.
Candidates for Conversion
We determined that there are two basic criteria that must be met for an ESP to be a good candidate for conversion to a PJFF. First, the casing must be large enough in volume to accommodate the required cloth area for the filters. Second, the casing of the ESP must be structurally sound and show minimal corrosion.
Other existing equipment modifications or replacements are often required, so a careful evaluation of the "as-built" plant condition is obligatory. For example, know that there will be additional pressure drop in the exit gas ductwork with a PJFF — often up to 8 inches wg. The additional pressure drop may require rebuilding or replacement of the plant’s induced draft (ID) or combustion air fans, depending on the plant configuration. Structural reinforcement of the ESP casing and ductwork may also be required if the original design pressure is exceeded.
Once the decision is made to convert an ESP to a PJFF, there are a number of advantages that the plant owner may enjoy.
The obvious first advantage is economics — the conversion route is usually much cheaper than replacing an old ESP with a new one or with a new PJFF. Those economics are often driven by the ability to install the PJFF in the existing ESP footprint with minimal ductwork modifications required and the reuse of the existing hoppers and ash-conveying systems.
For plants that have significant variability in their fuel supply specification, a PJFF also is much more forgiving in operation than an ESP and stands ready for future sorbent injection addition for mercury control.
A third advantage: The PJFF can be designed with the capability (filter bag selection) to meet future PM2.5 emission regulations during the design stage.
Big Stone Project Case Study
The Big Stone Plant entered commercial service in 1975 with a Wheelabrator-designed ESP for particulate emissions control. The cyclone-fired boiler originally burned North Dakota lignite coal; however, in 1995 the unit was converted to burn subbituminous PRB coal.
The precipitator consists of four chambers in parallel, each with four electrical fields. Each field measured 40 ft high x 45 ft wide x 14 ft deep. The plate spacing is 12 inches with 45 gas passages across each field. Guillotine-type inlet and outlet dampers can close off a chamber if necessary. The discharge electrodes are "star" wires mounted on pipe frame supports. Collecting plates are rapped with tumbling hammer rappers while the discharge electrodes use a falling hammer/cam-drop style of rapper.
The process of realizing a well-functioning particulate collection system took a number of unexpected twists and turns over the years. Following are a few of the challenges encountered by the staff of Big Stone.
Fuel Conversion Problems
ESP performance problems immediately began with the conversion from lignite to PRB coal. The problems were principally due to the higher-resistivity ash and subsequent back corona formation, resulting in problems with meeting the 20% stack opacity limit. A humidification system was added to condition the ash but did not prevent back corona formation, and performance problems persisted.
In 1997 the plant considered a potential ESP retrofit technology, the Advanced Hybrid Particulate Collector (AHPC) then under development by the University of North Dakota’s Energy and Environmental Research Center. AHPC technology development was supported by the Innovations for Existing Plants component of the DOE Fossil Energy R&D Program and then demonstrated under the Power Plant Improvement Initiative. The concept, which combines filter bags and electrostatic precipitation zones in alternate gas passages in the same casing, was successfully pilot tested on a 9,000-scfm slipstream at the Big Stone Plant in 2001, and Big Stone pulled the trigger for a full-scale AHPC retrofit of three outlet ESP fields in each of the four ESP chambers with the inlet field in each chamber left in place but not energized. The retrofit was completed in October 2002.
Long story short, the upgraded ESP failed to meet its expected performance and operational goals. Frequent boiler derates of between 30 MW and 50 MW were caused by ID fan limitations with high bag pressure drops and stack opacity exceeding the 20% limit due to bag failures. By the spring of 2005, the AHPC technology was abandoned. It did not eliminate the high-resistivity ash condition and back corona formation, which severely limited the effectiveness of the electrostatic zone of the AHPC. The search for another ESP replacement technology began again.
PJFF Conversion Selected
Otter Tail Power Co. decided to replace the AHPC with a new conventional design PJFF that would be built alongside the existing collector. The plan was to demolish the existing ESP after tie-in of ductwork to the new baghouse.
Buell Division of Fisher-Klosterman also proposed to Big Stone Plant management and engineering staff the cost-saving alternative of converting the existing ESP casings to an intermediate-pressure, long bag PJFF. The ESP met the criteria for conversion to a fabric filter. The casing volume was large enough to accommodate the required air-to-cloth ratio, and the casing mechanical integrity was good (the go/no go criteria described earlier). ESP conversion to fabric filter would be less than half the turnkey cost of a total replacement with a new baghouse.
Because the ESP configuration has four independent chambers, an added benefit of the conversion was that each chamber could be blanked off during a short outage, allowing each of the four chambers to be converted while online, albeit at reduced boiler load.
After competitive bidding, Buell APC was awarded a contract for engineering and material supply for the ESP to fabric filter conversion (see sidebar for the design specifications). Otter Tail Power Co. directly contracted the construction work (Figure 2).

2. One at a time. The ESP has four independent chambers that could be blanked off during an outage, allowing each of the four chambers to be converted while online, albeit at reduced boiler load. Courtesy: Buell APC
PJFF Conversion Design and Construction
The ESP chambers had been partially converted to a pulse jet with the prior retrofit of the AHPC equipment. The walk-in outlet plenums, vaned outlet dampers, and outlet ductwork installed with the AHPC retrofit were retained (Figure 3). The precipitator plates and emitters, support channels, rappers, bags, cages, and tubesheets from the hybrid design were removed from each ESP chamber. Also, the gas-flow baffle plates were removed from the inlet pyramidal nozzles.

3. Keep the best, out with the rest. The AHPC retrofit technology walk-in plenums, dampers, and outlet ductwork were retained. The ESP and AHPC internal hardware and ESP external electric hardware was removed as part of the PJFF upgrade. The four separate chambers are shown with roof walk-in plenums and the long outlet ducts. Courtesy: Buell APC
After all internals were removed, new tube sheets were installed and supported by a shelf angle around the perimeter of each chamber. Three partition walls were installed in each chamber to compartmentalize each chamber into four pulse jet compartments. Each compartment uses off-line cleaning by closing off the existing dampers located on the roof of the outlet walk-in plenum.
No damper was added to the inlets of the compartments. An inlet transition duct with turning vanes was added to each inlet pyramidal nozzle that fed the gas flow to a pulse jet compartment inlet plenum that extended down the lower center of the chamber its full length (Figure 4). Gas flow entered each of the four compartments via a vaned opening on either side of the inlet plenum. The top of the rectangular inlet plenum has a peaked "roof" at the top to prevent buildup of ash from bag cleaning.

4. New entry created. Each ESP inlet pyramidal nozzle duct was modified with turning vanes and transition duct to connect to a PJFF inlet plenum that extends the length of the chamber’s centerline. Courtesy: Buell APC
For bag cleaning, 32 completely shop-assembled air header assemblies were installed using a 4-inch solenoid valve for each blowpipe. Each row of 54 bags on each tube sheet has two blowpipe assemblies with 27 bags per blowpipe and 19 rows per compartment (Figure 5). The blowpipe pulse discharge hole size varies along the length of the blowpipe to ensure equalized pulse air cleaning volume to each bag. For access to the header assemblies and solenoid valves, three new platforms were installed: two outboard of the end precipitator chambers (with weather cover) and one under the existing control room located between the two pairs of ESP casings. A walkway was added with a new side access door for bottom access to each pulse jet compartment

5. Ready for installation. These are three of the 608 required blowpipes in the fabrication prior to shipment to the Big Stone plant. A 4-inch solenoid controls the compressed air used by each blowpipe to clean the filter bags. A total of 608 pulse valves were used on the project. Courtesy: Buell APC
An Allen Bradley PLC with a Control Logix 5561 Controller was selected to manage the sequencing of the 608 pulse valves and 16 compartment outlet dampers. A cleaning cycle for the 16 compartments is initiated when the integrated average of the four chambers’ pressure drop reaches a setpoint or by a timer control with a pressure drop setpoint override. The preferred pulse cleaning mode, with pulse pressures of 45 psi to 55 psi, is off-line cleaning, but the system has the capability of online cleaning to accommodate outlet damper maintenance, if required. Each pair of blowpipes on either side of a row of 54 bags is pulsed simultaneously in sequence from row 1 through row 19. In online cleaning mode, a staggered blowpipe pulsing sequence is used. The individual compartment tube sheet differential pressures are monitored and compared to the before cleaning values to display the bag cleaning effectiveness.
During the design phase, both a numerical model study and physical model study were performed on the PJFF flow configuration. To ensure optimum pulse cleaning of the 27, 25-foot-long bags on a blowpipe, blowpipe design and optimization laboratory tests were conducted by the pulse valve supplier.
Buell APC contracted Airflow Sciences Corp. to perform a flow model study to ensure that the new baghouse conversion configuration met the Institute of Clean Air Companies (ICAC) standards for flow uniformity. The flow study used both numerical and physical modeling techniques. The computational model of the Big Stone conversion scope was from the guillotine damper just upstream of the inlet nozzle to the ID fan inlets.
Numerical Model Study. The goals of the numerical modeling were to ensure that the flow split between compartments in a chamber met ICAC F-7 criteria (within ±10%) and to optimize gas flow distribution and minimize losses in the inlet transition to the fabric filter inlet manifold. The computational model found that the flow split between the four compartments in a chamber met the ICAC criteria, although several changes were made to the inlet transition vanes to further improve the flow distribution and reduce the flow losses below that of the baseline design.
Scale Model Testing. The goals of the physical modeling were to confirm the numerical modeling results, ensure that no significant ash buildup occurred in the ductwork and inlet manifold floor through dust deposition tests, and quantify the system pressure losses. The physical model testing was based on a 1/12 scale model (Figure 6). As the four chambers of the baghouse are identical, only a single chamber was modeled. The physical model scope extended from the inlet transition nozzle of the baghouse through the outlet ducts to the common duct that leads to the ID fan inlets.

6. Computer-designed and model-tested. A numerical flow study confirmed that the flow split and distribution met ICAC standards and that the inlet design kept flow losses to a minimum. A 1/12 scale model of one of the four identical chambers of the PJFF was tested to confirm the computational modeling results. Courtesy: Buell APC
The results of the physical modeling showed that there was good agreement between the numerical and physical model results. Dust deposition tests confirmed that the majority of dust was swept clean from the inlet manifold floor at 75% of full load flow velocity and no significant buildup of dust was observed at 100% flow. The flow split between the four compartments was 23.1%, 22.8%, 26.6%, and 27.5% — well within predictions.
Blowpipe Design and Optimization Tests
Goyen Controls Co. Pty Ltd., Sydney, Australia, conducted blowpipe design optimization laboratory tests. A 27-outlet blowpipe was fabricated per Buell’s specification with additional pressure tap locations. Four-inch blowpipes and valves were selected to meet the pulse cleaning airflow requirements for 27 bags per blowpipe.
The goals of the blowpipe optimization tests were to determine the staggered pipe orifice sizes along the pipe that would provide equal pulse air volume to each bag (within ±10%); determine the optimum blowpipe air straightening nozzle diameter, length, and height above the tube sheet; and determine the air consumption required per blowpipe.
A clean filter bag is usually not very indicative of the cleaning performance with dust-laden filter bags when testing a blowpipe system. Rather than using clean filter bags, Goyan accurately simulated a dust-laden filter bag using a jet pump duct. A significant advantage of the jet pump duct is that it is possible to simulate a range of dust loadings by altering the position of the blast gate (altering the resistance to the pulse), thereby mimicking the varying dust loads on the filter bags. The jet pump duct is 3 meters long with a diameter of 150 mm. A blast gate is located 1 meter from the entry of the duct. A flow meter arrangement using an orifice plate is located at the exit of the duct. Pressure taps are located halfway between the duct entry and the blast gate. Test runs along the blowpipe outlets were conducted at 45 and 60 psi pulse pressure. A good distribution of cleaning flow along the blowpipe was achieved with cleaning flows within ±10% of the average, as designed.
Pulse Jet Conversion Installation
The outboard two ESP chambers were converted during the spring of 2007, one at a time, starting in early March. The first chamber was removed from service with a short outage for blanking plates to be installed in the chamber’s inlet and outlet rectangular ducts. The first chamber was converted during a six-week period, with the unit at reduced load, and started up in April 2007. Conversion of the second outboard chamber followed during another six-week period. Start-up of the second converted chamber occurred in June 2007. During the summer and early fall, the unit operated with the two converted pulse jet chambers and the two chambers with the AHPC design. The remaining two ESP chambers were converted to pulse jet operation during a scheduled late fall outage. The completed conversion was fully operational in December 2007.
All performance guarantees were met, including stack opacity and pressure drop. The stack opacity was close to zero, prompting Big Stone Plant to forego the outlet emission tests. In 2008, Big Stone Plant Unit 1 set a new annual generation record. Operating restrictions caused by opacity problems or ID fan pressure drop limits are just a memory.
——Thomas W. Lugar (twl@fkinc.com) is vice president of the Buell Division of Fisher Klosterman, A CECO Environmental Company. Jeff Endrizzi is plant manager, Stu Schreurs is principal engineer, and DJ Haggerty is plant engineer at Otter Tail Power Company’s Big Stone Plant.