The ability of a coal power plant to accommodate significant changes in fuel quality is often limited by many constraints. When faced with a challenging goal to test torrefied biomass fuel at its Boardman Power Plant, Portland General Electric employed a comprehensive strategy to manage risks through planning and teamwork.
The atmosphere in the control room was tense but hopeful. The test burn was going according to plan, and operators, engineers, and technical staff were all looking forward to a successful day. Aside from the routine trumpeting of plant alarms and the susurration of occasional radio traffic, the room was quiet.
A subtle sound began, a faint and rhythmic vibration that caught our attention. I looked askance at the lead operator, and he shook his head and started checking every readout on the plant data displays. The radio squawked: “We got some noise from the mill. Stand clear. Everyone report.” The stream of online mill data—temperatures, pressures, motor amps—constantly trended on multiple monitors, and provided no clue as to any problems. The mysterious sound tapered off in less than a minute, but nonetheless, an impromptu safety meeting was called to discuss the incident.
The meeting area adjacent to the control room was soon filled with staff. While some reviewed the data history, others discussed what happened. Were the mill wheels skidding? Was the feeder plugged? Could it even be a series of small detonations of the highly volatile fuel in the mills?
The discussion had just tapered off into perplexed silence, when a maintenance specialist entered the control room and addressed the crowd. “The mill just kicked out a hammer head into the pyrites system.” I broke the tension by laughing out loud, when I noticed everyone in the room instinctively grab for their tool belts, just to check that it wasn’t their hammer that was the culprit.
We never found the owner of the errant hammer, but we did find the deeper meaning behind the incident: no test burn is perfect, and one must always expect the unexpected. I’ve participated in many coal power plant test burns in my career, and none of them were flawless. Innumerable technology gremlins, engineering omissions, and human factors come together to make any test burn a battle of competing constraints. Can sufficient high-quality data be collected? Will the test burn start on-time and run for the length needed in order to make a fair assessment of the fuel? Most importantly, how does one ensure plant staff safety, especially when working with a very different fuel or different operations targets?
This is the story of a series of four test burns of torrefied biomass fuel that were conducted at the Portland General Electric (PGE) coal plant from 2016 through 2017. But this is also the story of how to successfully conduct a test burn of a very different fuel than the plant was designed for, and how to manage an array of testing constraints. I’ll provide a spoiler at this point and say that as the four test burns were conducted with no recordable injuries and high technical success, the lessons learned from this will be valuable for engineers and operators throughout the power industry.
The PGE Boardman Biomass Tests
PGE’s Boardman Coal Plant is a 585-MW pulverized coal plant. Like all coal-fired generating facilities, Boardman is subject to an array of environmental regulations, but to a much greater extent than most coal plants. In 2010, as Oregon prepared its implementation plan for regional haze requirements under the Clean Air Act, deliberations led PGE to work with its stakeholders and the state Public Utilities Commission to commit to an environmental compliance plan for Boardman. Under this plan, PGE was required to install a suite of controls to significantly limit sulfur dioxide, oxides of nitrogen, and mercury emissions in the near-term, with the plant being forced to cease coal operations entirely by the end of 2020. This left the plant’s owners only two options after 2020: close the plant completely or switch to a non-coal fuel.
As part of the decision process, PGE decided to explore options that would balance generation, environmental, and human factors. PGE General Manager of Generation Projects Jaisen Mody expressed it like this: “PGE is one of the largest taxpayers in this region, and we employ a lot of folks, directly and indirectly. We’re committed to a cleaner environment with renewable energy, and using biomass at this plant is one way we could have dispatchable renewable generation right where and when we need it.”
At first glance, incorporating biomass at the Boardman plant looked like a tall order. Known for its very challenging fuel properties, biomass has a reputation for being a high-risk fuel to prepare and burn using equipment designed for coal. Regardless of which biomass fuel was selected, PGE was going to face many challenges through the entire fuel lifecycle, from delivery and storage to the impact on the boiler and pollution control equipment. What made PGE’s strategy different, however, was a corporate culture of rising to any engineering challenge, which was evidenced from the board room to the control room.
PGE takes pride in its Boardman plant, and it is evident throughout the company. Not only is the plant very well-maintained and clean, but there is a sense from the positive attitude of the staff working there that everyone really likes their job, and most importantly welcomes challenges to “business as usual,” rather than complaining and dragging their feet. And unlike some power plant staff, who hate to see outsiders such as myself come on-site to lend a hand, I and the others helping PGE with the test burn were welcomed and seamlessly made a part of their team.
Planning and Partnership
The path to test-burning torrefied biomass was both lengthy and unclear at first, and one that would require careful analysis and planning in order to realize success. Biomass fuels had been investigated and tested several times in the past, such as briquetted Arundo donax straw, with mixed results.
This torrefied biomass test program began in late 2015, when PGE began to solicit fuel-quality specifications from several potential suppliers. My involvement began soon after, when PGE asked for assistance evaluating fuel-quality impacts of various torrefied biomass samples on the Boardman plant. As the torrefied biomass fuel quality was significantly different from the baseline Powder River Basin (PRB) coal burned on-site, there were numerous potential impacts to the unit performance, operations and maintenance, equipment capacity, and emissions resulting from burning the fuel.
Some concerns encountered during the screening process included:
- ■ Some biomass specifications included large amounts of calcium oxide in its ash—in some samples, nearly 70%. As calcium oxide has a high electrical resistivity, the plant electrostatic precipitators (ESPs) were at risk of being unable to collect the fly ash produced during combustion. Thus, even a fuel with less than one-tenth the ash of the current coal might limit operations due to high particulate emissions and opacity.
- ■ Grindability of torrefied biomass is a common concern, as despite the chemical changes induced within the fuel, at heart the fuel is still a wood or plant-based product. Although torrefied biomass does tend to have better grindability than most biomass fuels, coal mills still struggle to properly grind and size torrefied biomass fuel.
- ■ Fuel-quality variability was a significant concern. This was due to variations in the feedstock supplied to torrefaction companies, as well as the fact that most torrefaction companies work in small batch processes.
Supply capability was another concern as an estimated 6,000 tons of torrefied biomass would be required for the test burns, which was a challenge for any one supplier to provide in the middle of Oregon. Two small torrefaction facilities were set up locally, and provided about 25% of the required fuel, with the remainder being shipped from Mississippi and Canada (Figure 1). Randy Curtis, test coordinator and engineering lead of the project, noted, “While taking fuel from several different sources was not an ideal situation, it was just the nature of the beast, given the torrefied biomass market at the time. It also let us test a worst-case situation: having a highly variable fuel supply.”
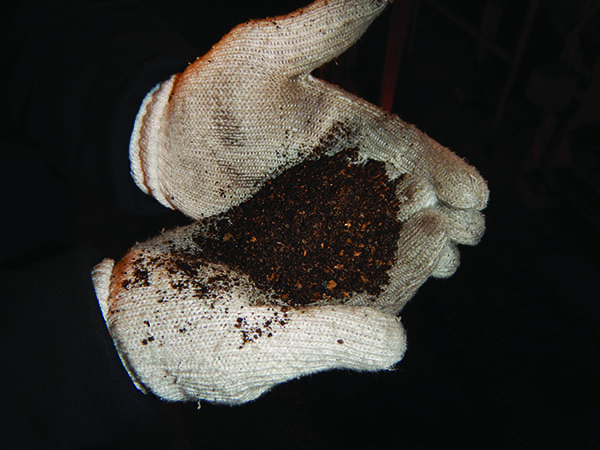
 |
| 1. Biomass is like a box of chocolates—you never know what you’re going to get. This sample of reclaimed biomass fuel from the pile demonstrates that not only was there a mix of torrefied pellets of different carbonization levels, but some wood chips were also contained within the fuel pile. Despite this potential problem, however, the tests were a success. Courtesy: Una Nowling |
Power plants have a love-hate relationship with test burns. While test burns can provide invaluable information to help guide a power plant to better operations and lower-cost generation, the preparation and planning of the test burn can be daunting, as well as costly. More times than I can count, I have arrived on-site for a test burn, only to discover a critical limitation that prevents the test burn from being successful. In my experience, the hallmarks of a proper test burn include (but are not limited to) the following tasks:
- ■ The most important characteristic of successful test burns is a sound and comprehensive plan of action. Input must be sought from not only all concerned technical areas at the plant, but also from outside consultants and experts, when needed. Some test burn plans I’ve seen have literally been a single sheet of paper saying in effect, “We’ll burn this coal and see what happens.” This is sort of the engineering equivalent of “hold my beer and watch this.” When so much often depends upon the results of the test, the effort spent in developing a plan that focuses upon safety, accuracy, completeness, and validity will pay for itself in the end.
- ■ Employing the test burn plan is the second-most important characteristic of success. This is difficult to do, especially as everyone is busy at the plant and no one seems to have time to read through a plan, let alone follow it. All plant staff who are involved in the test burn should have an opportunity to review a draft of the plan, and provide input. Any input received should be given due consideration and used to craft a better, final plan. Plant management should budget sufficient time specifically for the plant staff to review the plan in advance, rather than telling them, “Here it is. Read it over lunch or something.”
- ■ Pre-screening of fuel choices to eliminate the “bad actors” and choose a fuel with the best chance of success. If done properly and comprehensively, this step can not only drive success for the test, but it can also improve safety and reduce testing costs significantly. I have attended test burns where a train filled with test-burn coal arrived at the plant, and literally not one person present knew which mine the coal was from, let alone its quality. “Just burn it. How bad can it be?” (Pretty bad, actually.)
- ■ Proper instrumentation and testing is an area that is also often neglected, because fixing broken instruments and adding new ones, or hiring testing companies to assist with a test burn, requires money. Recently, I had the chance to review a test burn report wherein no coal or ash quality sampling was done, and neither the heat rate nor the coal burn rate could be calculated. When the home office asked what the heat rate impact of the new coal was, and whether its ash would meet a 6% carbon-in-ash limit to be marketable for cement use, no one had any idea. Given that those were two of the primary reasons the coal was being tested in the first place, the results were unacceptable.
In my experience, I have never witnessed a test burn process and plan that worked as well as PGE’s torrefied biomass test burn series. The test burn plans were extensive and comprehensive, detailing everything from the overall project goals and the roles of each employee, to the specific start-up procedure and timing for the mills. Checkoff sheets were developed for plant staff to use before, during, and after the test burns. Most importantly, safety was the primary goal of the plan, and safety procedures and “go/no-go” metrics were employed throughout. Several engineering partners worked with PGE on the test burn planning and implementation: Storm Technologies focused on plant performance testing and equipment modifications, Coal Combustion brought expertise on fuel testing and plant impacts, and Black & Veatch provided test burn planning and test management.
The overall strategy was straightforward: gain experience and knowledge by testing torrefied biomass with one of the eight Foster-Wheeler mills, modify three other mills based on the single-mill tests, and run the unit at reduced output on 100% biomass. After considerable analysis and discussion between PGE and its partners, the “B” mill was designated as the guinea pig for the single-mill testing. The test burn plan was developed with considerable effort over three months, and in December 2016, the tests began.
| What Is Torrefied Biomass?
Biomass fuel has several advantages from a green energy standpoint, and many coal-fired power plants have considered using it to supplement their fuel supply. However, most biomass tends to have three significant disadvantages for use in a coal boiler: it has a low heat content per weight, it has a very high moisture content, and it can be very difficult to grind.
One solution to all of these problems is torrefaction, which is a pyrolysis process involving heating the biomass fuel at 400F to 600F in a low-oxygen environment. Not only does this process drive off moisture and some light volatile matter, but also the cellulose, hemicellulose, and lignin fibers in the biomass are broken down into a much more friable substance. Although the composition and structure are different, the end product appears similar to charcoal (Figure 2), which is formed by a pyrolysis process requiring a lower temperature but a much longer time. The torrefiers themselves can utilize a variety of different technologies, from rotary kilns to fluidized bed systems. |

Single-Mill Test 1: Dipping a Toe in the Water
Plant Manager Dave Rodgers had everyone’s attention: “We’re going to have a safe test. Nothing else matters here today if someone is injured. Everyone gets to go home to their family tonight.” The cold, early December morning saw the control room packed with plant staff, test engineers, management, and consultants. I was impressed to see that every person in the room not only had a copy of the test burn plan, many of them had bookmarks in the pages, notes written in the margins, and they asked many thoughtful clarifying questions.
Curtis walked the group through the plan, highlighting safety procedures and checking that every person in the room knew their assignments and had proper protective gear. The area around the mill had been cleared of any obstacles, fire crews were standing by, and safety tape and clear warning signs isolated the entire row of mills from unauthorized personnel.
Despite all the preparation and planning, there was still a palpable tension in the air. After everyone signaled their readiness, the biomass reclaim process began. I walked the fuel flow path in reverse with one of the plant engineers, ending the journey at the bottom of the main reclaim belt. I wanted to be there to witness the first biomass flow up to the silos, so I could observe the dust production. The plant radio warned us that the biomass was about to reach us, and within a few minutes the torrefied biomass pellets started flowing up the belt, enveloped in a large cloud of fine biomass dust. The dust settled somewhat as the reclaim process continued, and I returned to the control room to report what I’d seen.
As I entered the room to announce the biomass was flowing well up the belt, everyone stopped and stared at me. A quick look in the mirror revealed my body and face were heavily coated in dark brown biomass dust. I looked up from the mirror and said, “It’s a biomass spa treatment. Some gals pay a lot of money for this.”
After the B-mill silo was filled with biomass, the lead operator gave three warnings over the plant radios and intercom, and 15 minutes later, began the startup process for the B mill (Figure 3). Within two hours the mill was steadily grinding 40,000 lbm/hr of biomass, but not without some difficulties.
 |
| 3. You could cut the tension with a knife. Boardman plant staff watch in readiness as the lead operator starts the “B” mill on torrefied biomass for the first time. Safety personnel, fire crews, technicians, and engineers worked as a team to have a safe and successful test burn. Courtesy: Una Nowling |
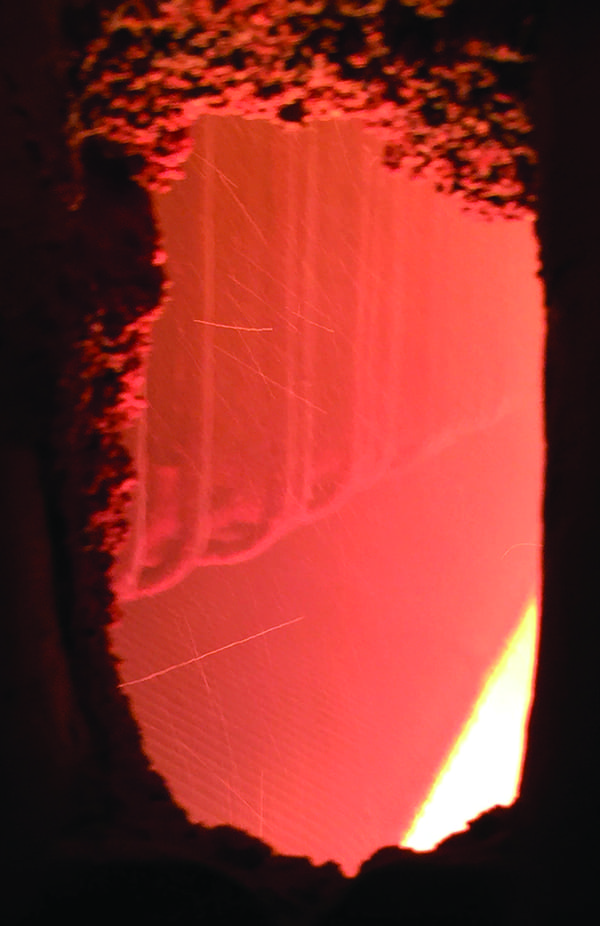
The oil-fired coal ignitors were required to be on continuously, the result of both the different flame color (Figure 4) and the different position of the biomass flame relative to the boiler walls. Biomass dust was pervasive through the fuel-handling system, leading to concerns over potential fires—or worse. As we worked through trying to find a balance of primary air flow and mill temperature, the pressure drop across the mills slowly increased, even when the fuel flow was reduced to 30,000 lbm/hr. By the third hour of the test the mill pressures were high enough to be a concern, triggering mill alarms and leading to the end of the test after four hours.
 |
| 4. It’s not as bad as it appears. Although the biomass flame (right) appeared poor and sooty relative to the coal flame (left), fuel burnout was much better than expected. The primary difficulty from this was tuning the flame scanners to prevent tripping the mills. Courtesy: Una Nowling |
The post-test assessment revealed that there were clearly flow restrictions within the mill that were clogging with biomass fuel. Moreover, after the mill was shutdown, leftover biomass fueled a small, non-destructive fire, leading the test crew to decide to reduce the primary air temperatures as much as possible for the next test. While some would have been discouraged by these early results, PGE and the test burn team took it as both a challenge and a learning opportunity.
Single-Mill Test 2: Taking the Plunge
The B mill was significantly modified for the second torrefied biomass test to reduce the pressure drop across the mill. The first change was the removal of a ring of serrated steel “pumpkin teeth” that had been added to improve mill product fineness by recirculating oversized coal particles. The second change was the removal of a grid of circular holes in a steel plate that were designed to reduce coal roping. To reduce the risk of mill fires, the test plan was modified by completely closing the hot air damper, sending cold primary air into the mills. Although there was some leakage through the damper, the primary air temperature was maintained at less than 210F for the test. The flame scanners were retuned with assistance by the original equipment manufacturer to account for the differences in the biomass flame color and position.
The second test began on another cold December morning. Thanks to some moisture gain by the biomass fuel while stockpiled in the coal yard, significantly less dust production was noted while reclaiming the fuel and filling the B-mill silo. Although there was concern the higher moisture content might impact fuel grindability, the B mill behaved much better than in the first test, achieving 60,000 lbm/hr of stable operation.
Thanks to extensive work retuning the flame scanners, three of the four ignitors were kept out of service once stable operation was achieved. While greater mill throughput could have been realized during the test, plant operators chose a conservative course, using this test to experiment with various different primary air flow rates, as well as measuring the responsiveness of the mill as the fuel flow changed. It was discovered that significant amounts of excess fuel spilled into the pyrites system at primary air to fuel ratios of 3:1 or less, and it was continued fuel spillage that led to the eventual termination of the test.
The mill product size was examined in detail and found to be very rough. Whereas coal is typically ground to a level of 70% passing a 200-mesh screen (about the consistency of rough talcum powder), the ground biomass featured particles as large as sand grains, with larger pieces appearing from time to time (Figure 5). Plant staff were concerned this would lead to a significant increase in unburned fuel, and indeed, the fly ash LOI (loss on ignition) was found to have increased from less than 0.5% to 4%. Clearly, more work needed to be done.
 |
| 5. An entirely new world. Although the milled biomass fuel was much coarser than coal, the high volatile matter content of the biomass provided an acceptable level of burnout in the furnace. Courtesy: Una Nowling |
Single-Mill Test 3: Victory from the Jaws of Defeat
The final single-mill biomass test began on a very cold February day, featuring snow flurries and high winds. “The weather has been crazy this year,” Curtis said as we shared coffee, “but we’re still moving right along.”
The biomass was getting wetter as the winter proceeded, but thus far it had not been a problem. The B mill was modified further, with additional scrapers added to assist with clearing unburned fuel from the mill. With a modified free-flowing mill and a good plan of action for using a high primary air flow with a low air temperature, we were ready to start the final single-mill test.
As the plant began going through the test-burn plan checklist, however, a snag was hit—the carbon monoxide (CO) sensor on the B mill was unresponsive. As CO is a strong indicator of smoldering fuel in a mill, and given the potential for a high-volatile biomass fuel to combust (or even explode) within a coal mill, losing the CO sensor reduced the ability of the operators to monitor conditions inside the mill. Maintenance crews tried to revive the sensor, but eventually had to give up. The solution was to borrow a sensor from one of the inactive mills, but as that would take the rest of the day to accomplish, a unanimous decision was made to postpone the test until the next day.
The following day was just as cold, but warm with hope. The B mill was started without problems, and the operators gradually increased the mill fuel flow with confidence. At 30,000 lbm/hr, however, mill sensors indicated that the No. 4 coal conduit had no airflow through it. Manual temperature probes confirmed the readings, and visual confirmation revealed no fuel flow at the No. 4 burner.
An urgent meeting was called, with PGE operators, engineers, management, and on-site testing personnel and consultants gathered to decide on a course of action. It was agreed that the No. 4 coal conduit was plugged, with the most likely culprit being residual water in a low spot in the conduit, resulting from a mill washdown a few days prior to the test. After much debate, it was decided that the plugged line did not impact worker or plant safety, and to proceed with the test to gather as much data and experience as possible.
Mill airflow was maintained at a very high level, with primary air-to-fuel ratios starting at 6:1 and gradually decreasing as the test proceeded. While this high primary air-to-fuel ratio would normally be a significant fire risk, the mill hot air temperature was kept at less than 200F (not even the boiling point of water), so the risk, while not eliminated, was greatly reduced.
The biomass fuel flow was steadily increased, and at 11:58 a.m. the single-mill test goal was met—80,000 lbm/hr of torrefied biomass fuel, with the mill operating smoothly. A meeting was held to consider how the test was proceeding. Rodgers and Curtis gave the command to keep increasing the fuel flow to evaluate mill flexibility.
When the biomass fuel flow reached 85,000 lbm/hr, the No. 4 coal conduit obstruction suddenly cleared, bringing all four burners into service. Finally, it looked like the test was really going our way. The decision was then made to push the mill as hard as it could safely go.
We all sat on the edge of our seats around the controls as the fuel flow was deftly and gradually increased. Finally, at 2:11 p.m., the mill was parked at a steady rate of 102,000 lbm/hr of torrefied biomass—28% better than the test goal—with all indicators green.
There was a celebration that I’ve never seen before in a control room. There were cheers, handshakes, slaps on the back, and a lot of very generous smiles. The feeling was infectious, and we were very happy with the results—safe and stable operation of the mill on more than 100,000 lbm/hr of torrefied biomass (Figure 6). After a pause for reflection and the promise of steak dinners and beers after work hours, the test continued until the biomass in the silo was exhausted.
 |
| 6. A subtle sign of success. The B mill underwent extensive trials and modifications, and in the end was able to exceed the project goals, achieving 102,000 lbm/hr of torrefied biomass throughput (Flame Scanner Indication B in this image). This success was the result of a methodical team effort with a shared vision of safely pushing the envelope of fuel flexibility. Courtesy: Una Nowling |
The Full-Unit Test: And Away We Go!
“This is it,” Curtis told me over coffee on still another cold morning. “What we do today could decide the future of this plant.” It was February 23, 2017, and after more than a year of planning, we were ready to start a test of 100% torrefied biomass fuel through 4 coal mills to power the unit to a target of 250 MW gross.
The plan of action was to come up to load and run steadily for at least eight hours, followed by a shutdown with no fires or other difficulties. PGE switched to the full-unit test burn plan, which had been continuously updated based upon the results of the single-mill tests. The C, F, and G mills were modified in a similar manner to the very successful B mill, and all was ready, except for the ESP.
Due to a major economizer tube leak a week earlier, several tons of water had entered the flue gas ductwork, soaking the ESP and reacting with the fly ash to fill the first row of ESP ash hoppers with concrete. As a result, the first electrical field of the ESP was disabled during the test, leading to concerns over meeting the plant opacity limit. Would the biomass ash, having a much higher ash resistivity than the coal it replaced, overwhelm the ESP and stop the test? We could only try it and see.
Another concern was the fuel. The winter of 2016 was one of the wettest and coldest in memory at the plant site, and the torrefied biomass fuel that had been delivered at a moisture content of 4% to 8% was now testing at 12% to 14%, sometimes higher. As more snow had fallen and melted into the biomass pile since the last single-mill test, PGE was again concerned about handleability and mill performance, as well as combustion efficiency. However, as no issues were considered to be safety showstoppers, the test proceeded as scheduled, starting with the unit running on 100% coal, and bringing each biomass mill online one at a time.
At 7:49 a.m., the old faithful B mill kicked the test off, and then the other mills were brought online one at a time, with varying levels of ease. The C, F, and G mills were more stubborn than the B mill, requiring at least some ignitors to be in operation throughout the test. Given that the B mill had undergone three rounds of flame scanner tuning, however, this was not completely unexpected.
As the biomass heat input increased, we nervously watched the opacity, and were stunned to see the opacity not only not increase, but remain the same, and then fall, even with the first ESP field out of service. By 12:32 p.m., all mills were parked at their final throughput, ranging from 84,000 lbm/hr to 86,000 lbm/hr, with a gross and net output of 257 MW and 230 MW, respectively.
Ash sampling was conducted and fuel samples grabbed, while online data was continuously monitored and logged. Visual inspections revealed something I and the plant personnel had never seen before—a continuous flurry of unburned fuel “sparklers” were emerging from the lower furnace, traveling over the furnace bull nose and into the pendent superheater banks (Figure 7).
 |
| 7. A different way of running a power plant. The view of the combustion process on 100% torrefied biomass fuel from just above the boiler bull nose. The “sparklers” of unburned fuel are clearly visible entering the pendent superheater tubes, but due to the high volatility of the fuel, the resulting unburned carbon in the fly ash was reasonable. However, from a long-term operations standpoint, improved mill fineness should be sought to improve fuel burnout in the furnace proper. Courtesy: Una Nowling |
“That’s going to kill our LOI,” I thought, but I later was proven wrong. The LOI did increase, but only to 8%. Given that the actual quantity of fly ash was much less with the biomass than the baseline coal, this indicated that there was actually a high level of fuel burnout, despite the very rough mill product size. One problem, which had been anticipated, did come to fruition: Due to the much lower density of the biomass fuel (7 lbm/ft3 to 15 lbm/ft3 compared to 45 lbm/ft3 to 50 lbm/ft3 for coal), the coal conveyors and feeders supplying the coal silos required continuous operation, and only just kept pace with the unit fuel burn rate.
Later that evening, the operators began to transition the unit off biomass, one mill at a time. We gathered in the control room, happy, but also sober and thoughtful. The test had been another success for PGE, yet its very success raised more questions. Where would they go from here? Would biomass be a viable long-term fuel to keep the plant in operation into the 2020s? Would more testing be needed?
Curtis and I stood by the control room windows, looking out at the night and the scattered pinpoints of light and subtle glow from the towns in the distance. At that moment many, if not all of those lights, were powered by renewable energy from the Boardman plant.
“You should be really happy,” I said. “You had a plan, you all pulled together as team, and you made it work. This, my friend, is engineering.”
Curtis nodded his head slowly, and then replied, “We all did a good job. I’m really proud of our whole team here. We had great support from management, everyone at the plant chipped in and helped us win. We learned a lot, and most importantly, no one got hurt. It feels good.”
The Most Important Lesson for Managing Test Burns
A fellow engineer gave me some good advice once when I was interviewing contractors for a major home improvement project. She said, “No matter how well you plan, a hundred things are going to go wrong in any project. The real question is: Will everyone work together as a team when the problems pop up or will they not have a plan and play it all by ear, standing around pointing fingers when someone drives a Bobcat through your kitchen wall?”
This series of test burns at the PGE Boardman power plant was my most-favorite project ever. I have worked on many excellent projects in my career, but this one brought together a great team of folks, it was conducted with a sound and vetted plan, we accomplished something new and interesting, and most importantly, this was a project with enthusiasm. It was a project with a will to win—to accomplish something that was, for lack of better words, really quite wonderful. This was engineering. ■
—Una Nowling, PE (nowlinguc@bv.com) is an adjunct professor of mechanical engineering at the University of Missouri-Kansas City.