
Monitoring and controlling highly corrosive contaminants in power water cycle chemistry can significantly impact efficiency, meeting turbine warranty requirements, and more importantly, plant safety. Furthermore, regeneration costs for acid, caustic, rinse water, and labor are considerable.

A unique, deionization capacity monitoring algorithm from METTLER TOLEDO monitors the exchange capacity of DI systems and accurately predicts resin exhaustion before leak or breakthrough, regardless of water quality.
Deionization Resins
Deionization has a long and respected history in pure water treatment. Since the 1940s, resins have been used to detain cations and anions to produce pure water. Despite many advances and new processes for water treatment, ion exchange resins remain by far the most common process for producing the purest waters. They play a crucial role in keeping corrosive contaminants out of a power plant’s water system and therefore help to protect power plant equipment (including turbines, pipes, and boilers) from damage.
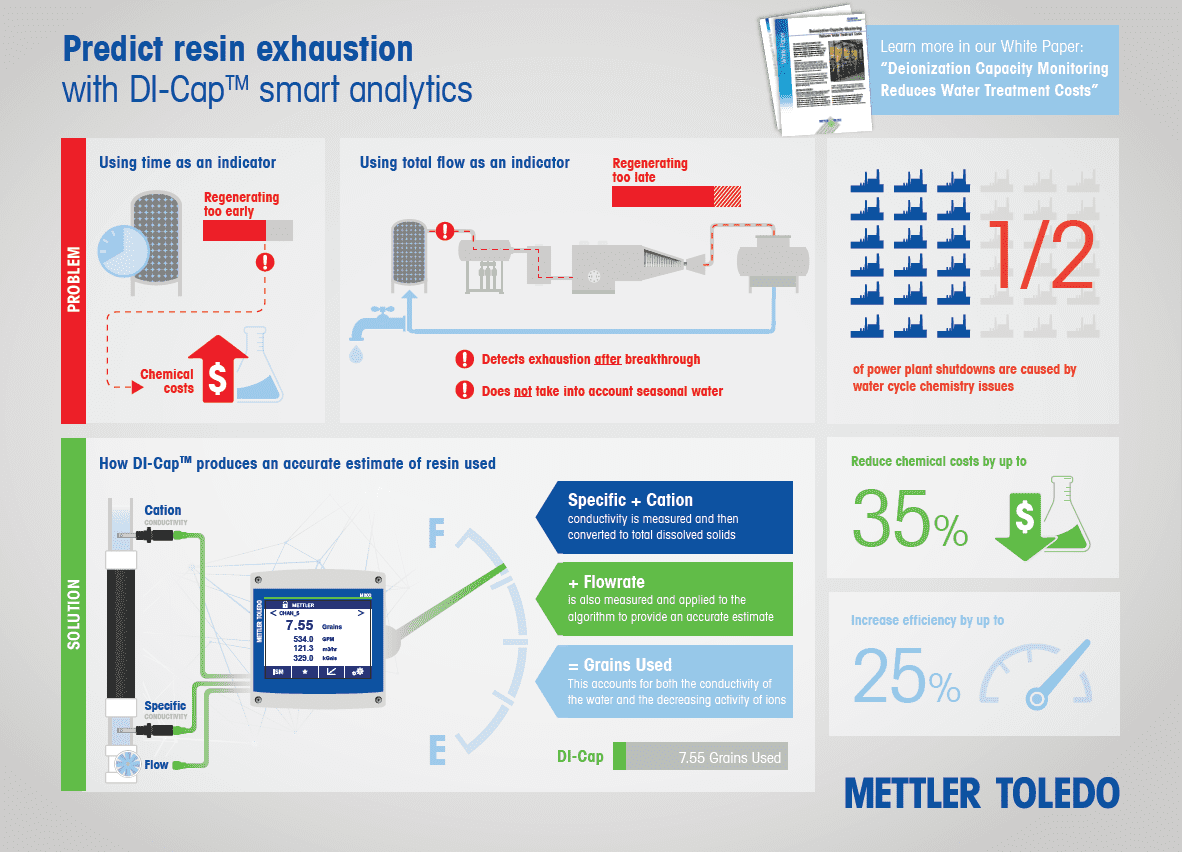
Preventing ion exchanger breakthroughs is one critical element of a comprehensive program to protect your equipment against the costs associated with turbine corrosion and boiler corrosion. Using traditional methods of measuring sodium, silica, and conductivity to monitor water purity are all viable options, but they all have a common disadvantage: they detect resin exhaustion only after a breakthrough. This means that contaminants have already reached your process water as it is being detected by your analyzer or sensor, which is too late. The two typical methods for estimating a breakthrough before it occurs are based on elapsed time (how much time has passed since the last regeneration) or totalized flow (how much water has passed through the ion exchanger). Both of these methods assume that flow volumes and (or) amount of deionization resin required are constant. This is not typically the case, resulting in one of two outcomes:
- Early resin regeneration – which wastes both time and money by not fully utilizing the deionization resin capacity.
- Unexpected resin exhaustion – which results in contamination of your water cycle chemistry, resulting in potential equipment damage.
This is why one of the major challenges associated with preventing ion exchanger breakthroughs is estimating deionization resin capacity, and therefore predicting when your deionization resin will exhaust and need to be regenerated.
Predictive Control of the Deionization Regeneration Process
METTLER TOLEDO offers its M800 transmitter with a deionization capacity monitor called DI-Cap. This tool uses the high-purity UniCond conductivity sensors and a flow rate sensor to calculate the remaining resin capacity, allowing users to regenerate resin at precisely the right time. DI-Cap works by measuring the feedwater conductivity and converts this to total dissolved solids (TDS) using an adjustable conversion factor and algorithm. This non-linear algorithm corrects both for the conductivity of the water itself (needed in pure water ranges) and for the decreasing activity coefficient of ions at higher concentrations. Flow rate is also measured and multiplied by the TDS value. The product of these measurements is integrated over time to calculate the ionic load entering the DI column.
With this system, an accounting is made for both variable flow and variable water composition to give the best available estimate of ion loading.
How does it work?
Benefits of Predicting Resin Exhaustion:
- Prevents breakthrough of ionic contamination at the deionization unit, limiting maintenance and consumable costs.
- Ensures that water stays within spec to maintain boiler/turbine warranties and prevent damage.
- Minimizes costs and frequency of boiler blowdown and chemical cleaning.
- Enables continuous monitoring and record keeping for the entire water system.
- Avoids resin running to exhaustion during an inadequately staffed shift or weekend, allowing for more reliable scheduling of operations. In some situations, this can reduce overtime labor costs or wasted chemicals.
- With more confidence in the amount of exchange capacity remaining, it can allow running longer and avoids premature regeneration.
Deionization capacity monitoring with DI-Cap significantly contributes to the efficient operation and troubleshooting of large DI systems. Whether deionizing raw water, reverse osmosis permeate, or condensate, systems can benefit from this powerful water treatment monitoring tool.
Read the “Deionization Capacity Monitoring Reduces Water Treatment Costs” white paper that provides information on efficiently predicting resin exhaustion. It offers information on how, with the right monitoring and diagnostics, you can avoid downstream contamination of your water cycle chemistry and costs of early resin regeneration in your deionization system.
Watch the video to learn more:
Learn more about the M800 Multi-Parameter Transmitter:
Learn more about UniCond Conductivity Sensors:
http://www.mt.com/global/en/home/products/Process-Analytics/conductivity-resistivity-analyzers.html

















