New Environmental Protection Agency (EPA) air emission regulations are driving coal-fired power plants to assess various technologies and capabilities to enhance emissions removal. A number of plants are evaluating dry sorbent injection (DSI) technologies that are capable of achieving greater than 90% removal of sulfur trioxide (SO3), sulfur dioxide (SO2),and hydrochloric acid (HCl) from exhaust gases. Compared with traditional scrubbing technologies, the capital cost of DSI technology is extremely low. DSI operating costs are becoming more economical as the technology matures, and in some cases can approach the operating costs of traditional scrubbers. DSI is an increasingly viable alternative to higher capital cost scrubbers for SO2 and HCl removal and continues to be a preferred solution for SO3 removal.
Operating costs for DSI systems are proportional to the sorbent consumption necessary to achieve desired results. The most dramatic reduction in consumption for sodium-based sorbents is achieved by reducing sorbent particle size through milling, which in turn increases reactivity. The challenge using typical sodium-based sorbents, such as sodium bicarbonate (SBC) and trona, is that they become more difficult to handle as particle size decreases. Additionally, high temperatures experienced during certain milling processes can degrade the performance of milled sodium based sorbents.
Therefore, it is important when specifying DSI milling equipment to analyze actual performance data and sorbent size to understand the potential impact on performance.
Milling Performance Requirements
Too often DSI milling applications fail to meet performance expectations because milling technology proven in other industries has been directly applied without addressing the unique requirements of DSI at power generation plants. Sorbent (hereafter “sorbent” and refers to SBC or trona interchangeably) milling for utilities requires meeting robust 24/7 applications and not batch mill processing used in many other industries.
The primary goal of sorbent milling is to maintain the smallest practical particle size while balancing horsepower, temperature rise, and sorbent throughput to maintain the economic advantages of DSI relative to other technology options. Temperatures must be limited to <130F to prevent sorbent handling problems and degraded sorbent efficiency related to pre-calcination. Furthermore, milling material and then storing the milled material in a silo or hopper results in re-agglomeration of the previously milled particles. In-line milling is advantageous as it does not require a downstream silo or hopper to temporarily store milled sorbent. Instead, the mill needs to be compatible with varying air volumes driven by conveying requirements.
There are many types of existing mill technologies and it is important to understand which ones will work best for a DSI system and which ones won’t. The different technologies include single-pass mechanical mills (including pin mills, cage mills, and cone mills), air classifying mills (ACM) and jet mills. Most available technologies fail to achieve the desired balance of particle size, temperature rise, throughput, horsepower and cleaning frequency.
Milling Options
Single-pass mechanical mills provide a reasonable particle size and offer strong potential for meeting all performance requirements. ACMs provide finer particle sizes than single-pass mechanical mills, but require higher horsepower for a given throughput. Additionally, the high volume, low-pressure air required for ACM operation prevents effective in-line milling operation. Jet mills provide the finest grind, and have potential for in-line milling, but require five to 10 times the horsepower of single-pass mechanical mills. Economics prevent further consideration of jet mills.
If ACMs are chosen, it is only possible to convey milled material short distances downstream of the mill due to the high volume, low-pressure air. They also cannot be reliably split across multiple injection lances because the pressure is too low to overcome pressure losses in splitters. Therefore, for utility-scale applications the milled material must be temporarily stored and the milling air vented. This is typically accomplished with a downstream vacuum filter receiver before material is fed into the conveying stream. During this interim storage phase, material can agglomerate, defeating the purpose of milling. In-line application of single-pass mechanical milling avoids these ACM shortcomings.
There are limitations with in-line use of off-the-shelf single-pass mechanical mills that have to be addressed with proper design. Too little air may result in finer particles but at the expense of higher temperatures and excess material buildup. Too much air increases mill throughput and reduces temperatures, but results in larger particle sizes. The key is to create the correct balance of airflow, throughput, and mill size to produce the desired particle size, while minimizing temperature rise and buildup.
Particle Size and Reducing Build Up
Off-the-shelf single pass mechanical milling technology can achieve median particle sizes as small as 10 to 12 microns, but this is accomplished at the expense of throughput and excessive mill cleaning frequency. In order to achieve 10 to 12 microns, mills required cleaning every 2 to 3 hours. Through unique modifications and extensive testing, United Conveyor Corp. (UCC) determined 12 to 15 microns provides the best balance between particle size and cleaning intervals.
Because cleaning is required to maintain robust, 24/7 operation, automated cleaning systems are critical to minimize downtime and meet the “hands-off” operating requirements of the utility industry. Low-volume water cleaning has proven to be a simple and effective method for cleaning the inside of a mill since sodium sorbents are readily soluble in water. Automated water-cleaning systems have been proven effective in 24/7 utility applications.
Temperature Control Prevents Pre-calcination
Sorbents become most reactive with SO3, SO2, and HCl when the rapid calcination process happens in the flue gas. However, this process is temperature-sensitive and begins at temperatures as low as 90F, accelerating as temperatures rise. At >285F the process is almost instantaneous. Between 90F and 285F the calcination process is time-temperature dependent. While transporting, trans-loading, conveying, and milling SBC or trona, 130F has become the recommended maximum temperature for the industry. Although calcination begins at temperatures lower than 130F, resulting pre-calcination is too minimal to affect performance. Handling and buildup is also problematic at lower temperatures (Figure 1).
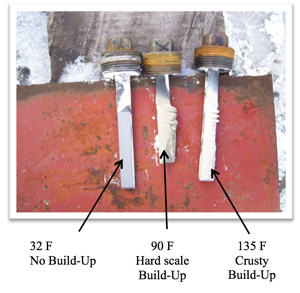
1. The results of an experiment where steel impact coupons were inserted into the conveying pipe approximately 10 feet downstream of the material feed point. The coupons remained in place during three one-week test periods at different conveying temperatures. At 32F, no build-up resulted. At 90F, well below the industry standard, there was some crusty buildup that was easily removed with a finger. At 135F, hard scale buildup required a screwdriver to remove. Courtesy: United Conveyor Corp.
Temperature rise is a direct output of the milling process and must be minimized, although the best way to remove heat and reduce temperature rise is to increase airflow through the mill. Airflow must be controlled by conveying, not heat removal requirements. Even a well-designed mill produces a 15 degree F to 50 degree F temperature rise, with higher transient temperatures at impact, which causes some buildup. Special design considerations must be made in the mill geometry to minimize buildup even under these temperatures.
Four Case Studies
With the above requirements in mind, UCC executed an intensive mill development program to redesign “off-the-shelf” milling technology to meet the specific requirements of DSI. The result is UCC VIPER milling technology. VIPER milling technology is an in-line mechanical mill design that incorporates a balance of each; sorbent particle size, horsepower, temperature rise, sorbent throughput, and cleaning frequency.
Four DSI milling case studies using the VIPER milling technology are presented. The first demonstrates the difference in performance between milled trona and unmilled trona for SO2 control. The second discusses the change in SBC usage with changes in particles sizes when injecting SBC for SO2 control. The third demonstrates the typical trona performance when injecting trona for SO3 control and the impact of different milled particle sizes. The fourth case study describes a site where a finer particle size produced by an ACM was unable to achieve HCl permit requirements, whereas proper application of VIPER milling technology successfully met the HCl emission limit.
Case Study 1: SO2 Removal with Trona. An SO2 removal demonstration was performed over a two-week period on half of a 390-MW unit. The unit had previously been switched to low sulfur, Powder River Basin (PRB) coal, but now needed to achieve an additional 80% to 90% SO2 removal to meet future emission limits. The back-end consisted of a trial selective non-catalytic reduction system (SNCR), an air preheater and an electrostatic precipitator. Sorbent injection was performed upstream and downstream of the air preheater. Only the better performing results achieved upstream of the air preheater are discussed here. DSI injection was also performed with the SNCR operating and not operating to ensure neither reaction interfered with the other.
The first two days of testing demonstrated unmilled trona was not an economical choice, even if removal requirements could be achieved. After switching to in-line milling to reduce the particle size of trona from a median of 25 to 40 microns to 12 to 14 microns, parametric testing achieved repeatable results demonstrating removal >85% removal. The result has been repeated at other plants with similar stoichiometric ratios and achieved even higher removal rates.
Milled trona reduced sorbent usage by greater than 60% when compared with unmilled injection rates (Figure 2). Not only is this a dramatic decrease in lifecycle costs, the additional ash loading in the ESP and downstream ash handling equipment are reduced as well. Injection of milled and unmilled trona was performed with the same loss-in-weight feed system, conveying lines and injection lances.
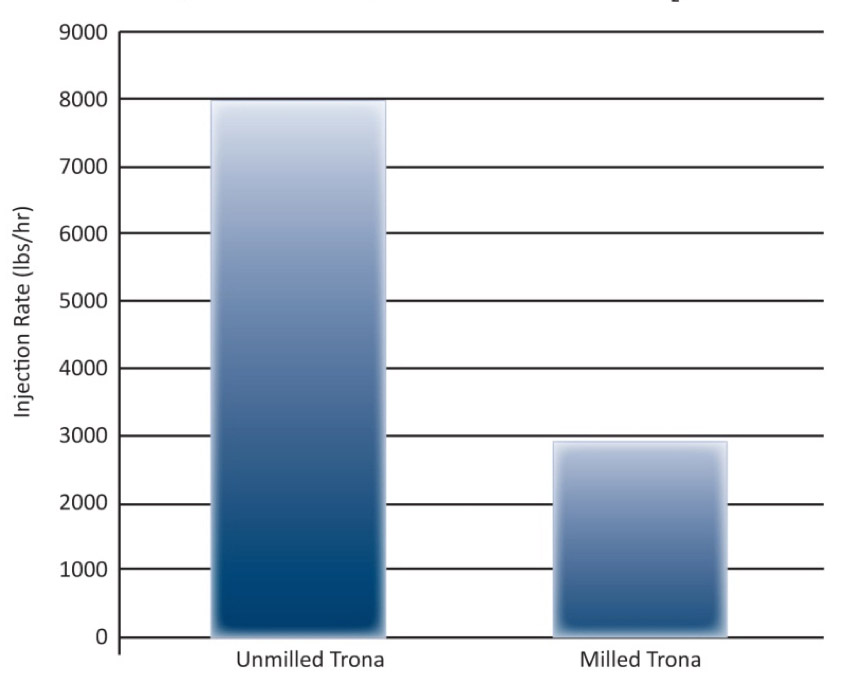
2. Milled and unmilled trona injection rates required to achieve 50% SO2 removal rate. Milled trona reduced sorbent usage by 60%. Source: United Conveyor Corp.
Case Study 2: SO2 Removal with Sodium Bicarbonate. This case study was a three-month full-scale trial to validate previous testing and monitor plant operation in order to fully assess the impact of DSI plantwide. The 650-MW boiler burning PRB coal needed to achieve approximately 70% removal to meet future SO2 emission requirements. The back end consists of a selective catalytic reduction system (SCR), an air preheater and an ESP.
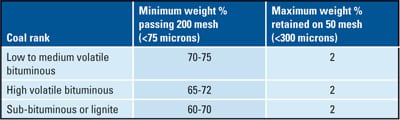
Previous testing by UCC demonstrated SBC injection downstream of the air preheater to be the most economical choice. The subsequent three-month operational trial achieved the same results and maintained injection rates to meet a specific SO2 concentration measured at the stack. Over a two-day period, mill speed was varied and the SO2 emission results were recorded. The 60 Hz maximum design rotational speed was reduced in increments of 5 Hz from 60 to 40 Hz, or two thirds of the maximum mill speed. This speed reduction generally correlates to 15 to 20 micron increase in the median particle size. Previous testing with similar material and mill speeds suggests the median particle sizes shown in Table 1.
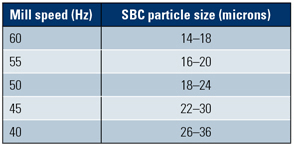
Table 1. Correlation of mill speed and SBC particle size. Source: United Conveyor Corp.
Figure 3 plots the results and illustrates the significance particle size has on SBC injection rates. Speed reductions of 20 Hz (particle size increases by approximately 25 microns) resulted in more than 25% more sorbent required achieving the same result. Even speed reductions of 5 Hz (particle size increases of approximately 5 microns) can result in 10% more sorbent use.
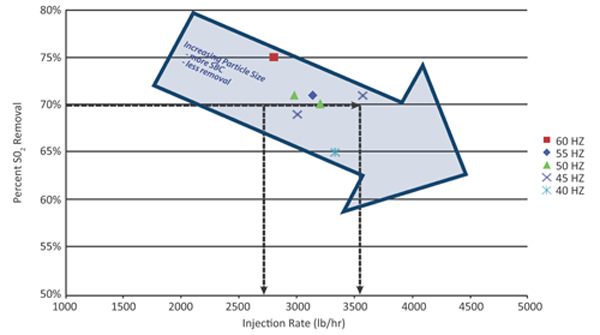
3. SO2 removal is a strong function of particle size and mill speed. Source: United Conveyor Corp.
Case Study 3: SO3 Removal with Trona. Data for this case study was recorded from a permanent injection system in operation for approximately three years. Milled and unmilled injection rates were documented during parametric testing and continuously confirmed during routine operation. The unit consists of a 700-MW boiler burning eastern bituminous coal, an SCR, air preheater, ESP, and a wet flue gas desulfurization system (FGD). The trona injection system was permanently installed with injection lances immediately downstream of the air preheater. SO3 results were monitored at the ESP outlet, prior to the wet FGD.
Figure 4 plots the data showing the injection rate required to achieve SO3 concentrations less than or equal to 5ppm, where 5 ppm is generally accepted in the industry as the concentration at which a sulfuric acid plume is not visible under most atmospheric conditions. Trona milled to the finest practical particle size required 60% less trona than unmilled injection rates and 30% less than trona milled to slightly coarser particle sizes.
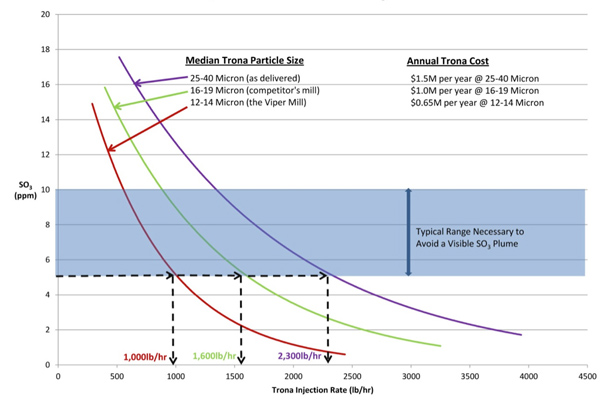
4. Significantly less milled trona was required to meet SO3 concentration limits in the stack gas than more coarsely ground options. Source: United Conveyor Corp.
Case Study 4: HCl Removal Performance Results. A permanently installed system utilizing an air-classifying mill was unable to achieve HCl emission limits required by the operating permit. The unit was a 30 MW biomass boiler equipped with a multi-clone mechanical collector, air preheater and ESP. The permanently installed system consisted of a trona silo, screw feeder, air classifying mill, conveying piping and two injection lances. The DSI injection lances were located downstream of the air preheater and multi-clone mechanical collector, upstream of the ESP. The air-classifying mill was located at the base of the trona storage silo and gravity fed directly from the silo.
The air volume used in the air classifying mill was used to convey milled trona approximately 100 feet horizontally and 45 feet vertically. The original system split to eight injection lances, but was never able to operate dependably without plugging, so the eight injection lances were scaled down to two. Although the air-classifying mill could produce median particle sizes below 12 microns, the material was either re-agglomerating, not properly distributed in the flue gas, or both.
The trial utilized UCC VIPER milling technology to inject trona into the flue gas at the same location as the ACM system. The system was operated in both the milling and non-milling configuration to confirm milling was economically justified. HCl concentrations were continuously monitored at the stack. The results are plotted in Figure 5. The trail was performed over a six-week period to validate the performance during normal plant operation and demonstrate compliance to the regulating agency. Compliance was achievable with the VIPER technology, but not with unmilled trona.
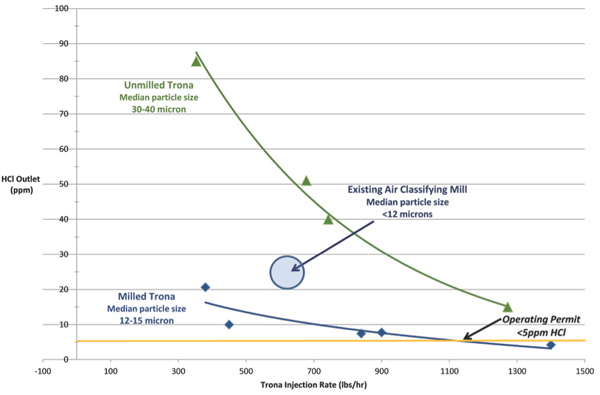
5. Finely milled trona produced lower HCl emissions than possible with the existing air classifying mill. Source: United Conveyor Corp.
In-line Milling: The Technology of Choice
Table 2 summarizes DSI economics based on conservative performance data estimates and based on pricing available in North America. The annual savings using VIPER milling technology typically results in a payback period of less than one year when the technology is applied appropriately. Integration of a single VIPER mill can reduce sorbent costs by over $3 million annually compared to other DSI systems.
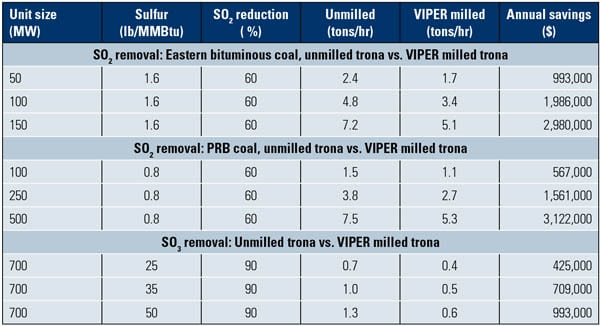
Table 2. The SO2 and SO3 removal economics of using finely milled Trona for different coals. $180/ton is the assumed cost of trona. Source: United Conveyor Corp.
A low capital cost alternate to wet and dry FGDs in many applications, DSI technology provides the coal-fired power industry an efficient and economical method to meet current and future emission limits and regulations. With VIPER milling technology, DSI becomes an even more reliable, robust, and economically favorable choice.
—Eric Fleckten is DSI program manager for United Conveyor Corp.