Heat exchangers are vital equipment for power plant operation. Many different types of heat exchangers exist, but for applications that cannot afford cross contamination of shell-side and tube-side fluids, none are better than the double-tube-sheet design.
Among all types of heat exchangers, the shell-and-tube type is in high demand for industrial applications. These heat exchangers are suitable for highly corrosive operating fluids and also withstand widespread pressure and temperature conditions.
However, these heat exchangers are often equipped with a single partition between the shell-side and tube-side fluid, which is commonly separated by what is known as the tube-sheet. There can be leakage through tube-to-tube-sheet joints, which are generally the weakest points in heat exchangers. This leakage can contaminate the side with lower operating pressure, adversely affecting process parameters. In some cases, this leakage cannot be avoided, even with properly designed tube-to-tube-sheet joints, using a strength-welded and light-expanded joint with appropriate mock-up in the fabrication stage.
This article specifically examines double-tube-sheet exchangers with covered, connected-shroud shell arrangements, and it presents special precautions and guidelines for manufacturers during fabrication, testing, and assembly of double-tube-sheet heat exchangers. It also presents two assembly sequences, which, by implementing, can ensure manufacturers produce a quality product.
Advantages of Double Tube-Sheets
Double-tube-sheet heat exchangers are used for applications wherein mixing of tube-side and shell-side fluid must be avoided. For instance, chlorosilanes, while being either on the shell or tube side, can leak through tube-to-tube-sheet joints and mix with water on the other side. Chlorosilanes readily react with water to form corrosive hydrogen chloride gas and hydrochloric acid along with heat. Many chlorosilanes evolve flammable hydrogen gas during exposure to water. Such a scenario demands the non-mixing of shell-side and tube-side fluids.
Another example is a power plant condenser. In this application, water is used as a cooling medium. The cooling water (raw water) can be sea, river, tank, or pond water. Often, cooling water is brackish with a lot of contaminants, and because the steam side is under vacuum, this water can find a way into the condensate through tube-to-tube-sheet joints. There is also the potential for leakage of cooling water from tube failures caused by a variety of factors. In any case, mixing of cooling water and condensate leads to unacceptable chemistry. Because the condensate is pumped back to the boiler, the cooling water mixing with condenser water can lead to many problems on the boiler side.
Thus, the primary concern is prevention of contamination of treated and demineralized water due to the leakage of circulating cooling water into the condenser steam space. To overcome this possibility, provision of double-tube-sheet construction has been made mandatory in at least a couple of countries for power station condensers.
So far, there is no known method of joining tubes to tube-sheets that completely eliminates the possibility of leakage. With double-tube-sheet-type construction, any leaks occurring through tube-to-tube-sheet joints will accumulate in the space between the two tube-sheets rather than leaking into, and contaminating, the fluid on the other side. Therefore, even though double tube-sheets will not nullify the leakage, they will eliminate mixing of shell-side fluid with the tube side or vice versa.
Construction Details
The conventional double-tube-sheet exchanger has two tube-sheets at both ends of the tubes. In general, adjacent tube-sheets are connected to each other with the help of the tubes. Alternatively, shroud shells can be used to cover the gap between two tube-sheets. In this case, leaked fluid from either side is collected in the shroud shell.
In the case of a fixed-tube-sheet arrangement, the shell-side tube-sheet is welded to the shell, whereas, the tube-side tube-sheet may be bolted or welded with channel. In case of a drastic difference in mean metal temperature of the shell and tube side, and also if different metallurgy is used for shell- and tube-side tube-sheets, the shroud may be provided with an expansion bellows.
Typically, the Tubular Exchanger Manufacturers Association (TEMA) covers three types of double-tube-sheet constructions: integral, connected, and separate. In all three types of constructions, care should be taken while designing the tube-to-tube-sheet joint. Primarily, tube-side tube-to-tube-sheet joints need to be strength-welded with light expansion. This is to nullify the possibility of leaking the tube-side fluid through the tube-to-tube-sheet joint.
On the other side—shell side—tube-to-tube-sheet joints shall be grooved with a minimum of two grooves and expanded to the full length (leaving 3 millimeters [mm] from the backside of the tube-sheet). These grooved expansion joints must be selected because welding of shell-side tube-to-tube-sheet joints is practically impossible.
Fabrication and Testing
Tube-to-tube-sheet leak tightness is directly affected by how the double-tube-sheet exchangers are manufactured. High-quality tube-sheets, baffles, and tube supports are produced by drilling holes with the help of computerized, numerically controlled (CNC) machines either individually or in stack. CNC machines assure that holes in tube-sheets, baffles, and support plates are concentric and precise enough to allow them to be occupied by tubes easily. If tube-sheets and baffles/support plates are stacked and drilled on conventional radial drilling machines, there can be drift as the drill penetrates the stack.
During assembly, hole-to-hole positions may also be displaced if tube-sheet main centerlines are not maintained congruently. Additionally, major difficulties may be created if tube-sheets are not kept parallel with each other. For the above cited reasons, it is highly important for purchasers to review the manufacturer’s equipment/tools and techniques used for drilling and assembly.
Guidelines for manufacturers to assure proper assembly include:
- ■ Tube-side and shell-side faces of tube-sheets shall be machined flat and perpendicular to tube (and bolt) holes. Adjacent faces of tube-sheets shall also be machined in a similar fashion from just outside of the outside tube limit (OTL) till the tube-sheet periphery.
- ■ A suitable number of spacers—either made from pipe, rod, or plate—shall be precisely machined to the specified gap distance between the tube-sheets.
- ■ Matchmarking/punching on tube-sheets shall be done and these matchmarking points aligned on both tube-sheets of each pair.
- ■ The spacers shall be placed equally on the periphery between the pair of tube-sheets. Clamping of these aligned tube-sheet pairs shall be done. The clamping shall be kept in place until all tubing, tube-to-tube-sheet joining, tube-sheet-to-shell/channel assembly has been completed.
- ■ A “GO” gauge machined from a rod for a length somewhat longer than the distance between outer faces of tube-sheets shall be prepared. The diameter of the gauge shall be 0.05 mm less than the recommended TEMA standard drilled-hole size with over tolerance of 0.00 mm and under tolerance of the TEMA-permitted hole under tolerance criteria. The GO gauge is used to ensure free entry of tubes in tube holes of both tube-sheets. Before tubing the assembly, check randomly in each quadrant of the tube-sheet layout to verify that the gauge enters freely, which confirms concentricity of holes.
- ■ Tube-sheet ligament tolerances shall be strictly ensured as per TEMA Table RCB 7.22 or RCB 7.22M. When dealing with double-tube-sheet constructions, these tolerances can be further tightened based on the manufacturer’s capability and confidence.
The outer tube-sheet (tube-side) joints can be made tight by welding. However, a problem remains at the inner tube-sheet (shell-side) joints, where they can only be made by the process of expanding as there is no access for welding.
In general, tube expansion within the tube-sheet shall always be done after welding of tube-to-tube-sheet joints. This is mainly due to the following reasons:
- ■ Tube expansion (rolling) before welding may leave lubricant from the tube expander in the tube holes. A lot of other fabrication impurities can also accumulate at tube ends. Satisfactory welds are rarely possible without extreme cleanliness.
- ■ During tube expansion before welding, the expander pushes tubes against the inside surface of the tube-sheet in the tube holes creating uneven gaps between the outer periphery of the tube and tube hole within the tube-sheet. Successful welding with uneven weld gaps is very difficult.
- ■ Tube-to-tube-sheet joint welding after expansion creates uneven tube movement within the tube-sheet because of tube thermal expansion. This leads to non-uniform tube tightness with the tube-sheet surface within tube holes.
- ■ Tube-to-tube-sheet joint welding after expansion will trap the welding gases in the space between the outer tube surface and tube-sheet hole.
During tube expansion, care should be taken to prevent the expanded portion from extending beyond the shell-side face of the tube-sheet, because removal of such a tube is extremely difficult. In addition to this, tube expansion for inner tube-sheets shall be done before welding to outer tube-sheets.
Consequently, the correct sequence of assembly and testing is very important while fabricating the double-tube-sheet construction. This is especially true in fixed-tube-sheet heat exchangers, such as TEMA L, M, N, and outside-packed floating-head (P-type rear head) styles, where the number of tube-sheets becomes four in the double-tube-sheet arrangement. In such cases, insertion of tubes through all four tube-sheets is very critical and is often a challenge in the factory. U-tube double-tube-sheet constructions are relatively easy to assemble.
Fabrication and assembly sequences are presented below for fixed double-tube-sheet heat exchangers.
Method 1
In the case of small-diameter shells, tube-sheet/baffle/tie-rod/spacer skeletons shall be made outside the shell, considering inaccessible shell inside areas. The same is possible in the case of larger diameter shells where the operator can enter inside and work.
 |
|
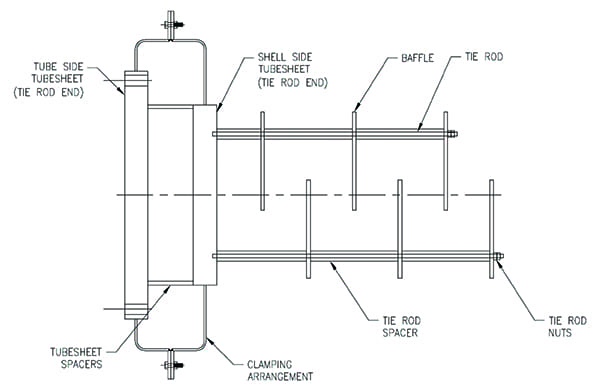
1. A bundle skeleton is made with tie-rod-end tube-sheet pairs and spacers. Source: Purushottam M. Misal |
First, the bundle skeleton shall be made with tie-rod-end tube-sheet pairs in place along with spacers and clamping as discussed previously (Figure 1). Insert the skeleton into the main shell. The non-tie-rod-end tube-sheet pair (along with spacers and clamping) shall also be kept in line. Tack welding of the shell with shell-side tube-sheets should then be carried out (Figure 2).
 |
|
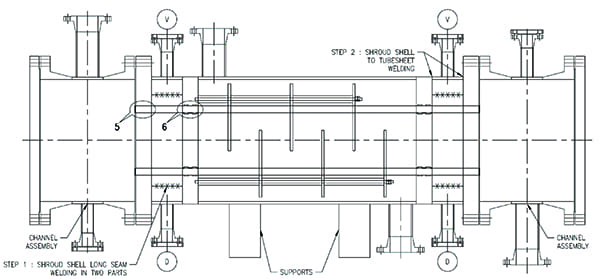
2. The non-tie-rod-end tube-sheet pair is then aligned, and tack welding of the shell with shell-side tube-sheets is completed. Source: Purushottam M. Misal |
Tubes shall be inserted from the tie-rod-end tube-sheet pair through the skeleton and guided through the holes of the non-tie-rod-end tube-sheet pair. A guiding rod, typically very small in diameter (less than the tube inside diameter), shall be used from the opposite end (non-tie-rod-end) for enabling tube entry through holes in tube-sheets and baffles/support plates.
Tube-sheet-to-main-shell welding and non-destructive examination shall be carried out. The shell-side tube-to-tube-sheet joint expansion in grooves shall be carried out on both ends. The mandrel length shall be suitable for tube expansion inside the tube-sheet.
Strength welding and light expansion shall be carried out on both ends of the channel-side tube-to-tube-sheet joint. Tube-to-shell-side tube-sheet joint leak testing (with helium or air) shall be carried out based on project specific requirements. Tube-to-tube-sheet joints on the shell side shall be hydrostatically pressure tested. Any leakage can be found with the naked eye from the free space between pairs of tube-sheets.
 |
|
3. Once channel assemblies are bolted to the main assembly, tube-side joints can be hydrostatically pressure tested. Source: Purushottam M. Misal |
The channel assembly, which has been made ready in parallel, shall be connected and bolted with the main shell assembly (Figure 3). Tube-to-tube-sheet joints along with other tube-side joints shall be hydrostatically pressure tested on the tube side and any leaks can be identified from the free space between pairs of tube-sheets. The shroud shell shall be rolled separately in two pieces and match fitted to ensure perfect roundness.
After completion of all tests, tube-sheet spacers and the clamping arrangement shall be removed. The shroud shell shall be inserted in the space between pairs of tube-sheets in two different parts. It shall then be welded along the length with root run using the tungsten inert gas (TIG) welding method. The shroud shell shall then be welded with tube-sheets. A shroud shell hydrotest is not required.
Basically, in Method 1, the shroud shell is fitted at the very end. This gives the scope for visibility through the space between pairs of tube-sheets especially during the hydrotest.
Method 2
There may be difficulty inserting the shroud shell in two parts, welding along the length, and then with the tube-sheet using Method 1. To overcome this difficulty, Method 2 has been developed. All the steps in Method 1 shall be followed except:
- ■ The shroud shell shall be first made ready and it shall be tack welded with one of the tube-sheets on the tie-rod-end side and the pair of tube-sheets shall be made ready. In this arrangement tube-sheet clamping is still required; however, tube-sheet spacers can be avoided as the shroud shell will act as spacers. In a similar fashion, non-tie-rod-end tube-sheet pairs shall also be made ready.
- ■ Tube-to-tube-sheet joints on the shell side shall be hydrostatically pressure tested. Any leakage can be detected by a pressure decrease, as now with the presence of the shroud shell, there is no visibility in the space between the pairs of tube-sheets.
Manufacturers can alter the intermediate fabrication and testing sequences based on shop facilities, experience, and individual technical capability.
Disadvantages of Double-Tube-Sheet Heat Exchangers
Although a double-tube-sheet heat exchanger has more total surface area, the effective surface area is reduced significantly due to the fact that effective tube length is measured between inside faces of the shell-side tube-sheet. Tube length surface area in the shroud area is not considered as a heat transfer area. This increases the required tube length, and in turn, the overall length of the exchanger, increasing the cost of the heat exchanger. The addition of two more tube-sheets in double-tube-sheet construction increases the cost further.
As discussed previously, there are many criticalities and difficulties involved in tube-sheet/baffle/support plate drilling and machining, especially to achieve tube hole concentricity and tube-sheet surface parallelism. In addition to this, there are challenges in performing the sequence of assembly correctly, which makes it difficult to produce a quality product.
Maintenance of these heat exchangers can be very difficult, especially tube removal because the tubes are fixed with tube-sheets at four places. The arrangement is only possible in fixed-tube-sheet, U-tube, and outside-packed floating-head designs.
Success Is Achievable
A well-planned fabrication and assembly sequence can be useful while manufacturing double-tube-sheet heat exchangers. Apart from power plants, these heat exchangers are often used in the pharmaceutical industry for sanitary applications where stringent standards must be met. These types are also required in polysilicon manufacturing plants, which are then used in solar power plants.
This article presented reasons for selection of double-tube-sheet heat exchangers, and methodologies for tube-sheet and shroud-shell fabrication, assembly, and testing. Out of two proposed assembly sequence methods, either one can be successfully adopted by manufacturers. ■
—Purushottam M. Misal (Purushottam.m.misal@fluor.com) is a mechanical engineer based in New Delhi with Fluor India. He has more than 15 years of experience in detail engineering of static equipments in power, chemical, petro-chemical, and oil and gas projects.