Pulverizers 101: Part II
Pulverizers prepare the raw fuel by grinding it to a desired fineness and mixing it with the just the right amount of air before sending the mixture to boiler burners for combustion. In Part I of this three-part report, we examined the essentials of pulverizer design and performance. In the second part, we discuss the importance of fuel fineness. In the final article, we will discuss the importance of air and fuel measurement.
There is an old management adage that states: “You can’t manage what you don’t measure.” This philosophy applies to pulverizers as well. In particular, fuel fineness must be optimized to ensure the best possible furnace performance. The other measurable parameter that can be optimized is the air to fuel balance, which will be discussed in a subsequent article.
Most of our pulverized coal plants began life 30 or more years ago, burning eastern bituminous coal. Utility practice at that time was to simply burn the coal particles until the fly ash contains 3% carbon or less and then calling it a day. Those practices are antiquated by today’s competitive operating standards, yet the fuel preparation equipment we operate today remains unchanged.
Without question, the heart of a pulverized coal-fueled plant is its pulverizers. Familiar problems such as boiler tube slagging and fouling, excessive furnace gas temperatures, poor furnace combustion, overheated superheater tube metals, high desuperheating water flows, and water wall wastage are often traced back to poorly performing pulverizers. In my experience, about 75% of the controllable or correctable efficiency improvements in coal-fired power plants center on the pulverizers and closely related coal fineness, fuel distribution, fuel-line balance and primary airflow issues. Let’s examine how to properly manage the fuel component of the combustion equation.
Balancing Act
The correct mixture of air and suitably prepared coal injected into the furnace in the right amounts, in the right location, and at the right time is the essence of optimizing boiler efficiency, reliability, fuels flexibility, maximum capacity, and low stack gas emissions. This sounds easy in theory but it’s much more difficult in practice given all the seemingly uncontrollable variables in the process. However, pulverizer and related problems lend themselves to a structured analytical approach.
Figure 1 shows the burner belt and furnace of a typical boiler and illustrates the short residence time, typically less than two seconds, that a coal particle has to complete combustion before impinging, and perhaps sticking, on a superheater or water wall tube. If that particle continues to combust in the back pass, then boiler efficiency is reduced, slagging and fouling are increased, upper furnace gas temperatures are elevated and emissions may increase. For example, pulverizer mechanical tuning and airflow management must work hand-in-hand to exploit the NOX reduction potential of a boiler. Experts estimate that about 70% of the NOX produced from a pulverized coal fueled boiler originates from the fuel bound nitrogen. Nitrogen, normally between 0.5% to 1.6%, is usually a very small component of the fuel ultimate analysis but is the source of most of the NOx production.
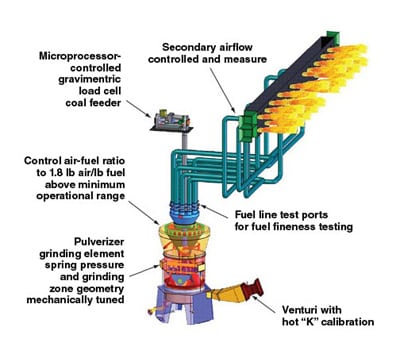
1. Primary airflow must be measured and controlled at the optimum flow rates. The pulverizer must be tuned mechanically for consistency until best furnace performance is reached. Source: Storm Technologies Inc.
A Fine Performance
Improved fuel fineness, achieved only when your pulverizers are in top-notch shape, leads to improved fuel distribution and more surface area of each coal particle for the fuel-bound nitrogen to be released in the burner devolatilization zone. Remember, the fuel and air mix at the burners. Larger coarse coal particles have higher momentum when entrained in air at a certain velocity and are more easily stratified than finer coal particles that have less mass thus lower momentum. Moreover, as coal particle size is reduced the available furnace residence time is more effectively used to complete carbon char burnout before the actively burning products of combustion entering the superheater section of the boiler. This is especially important with typical low NOX burners (Figure 2) and internally staged combustion.
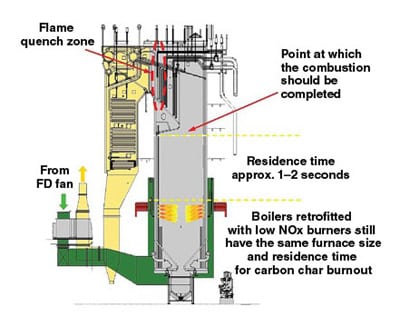
2. A fuel particle has less than two seconds to complete combustion before entering the superheater section of the boiler. Source: Storm Technologies Inc.
After coarse and fine coal particles are separated, fuel and air balance is further aggravated by imbalances in airflow. Typically, burner lines that receive the largest quantity of coarse coal particles have the lowest dirty air velocities. This is why clean air balancing to achieve equal resistance between fuel lines is critical. This is also why fuel line balancing attempts with “in service” adjustable orifices are very seldom repeatable. In addition, improved fuel distribution allows for more uniform burning in the furnace and equitably distributed oxygen across the furnace. Finely distributed 45-50 micron with “zero” percent particles on 50 mesh (say 75-100 microns) coal exiting the coal nozzle contributes to a more symmetrical and well defined flame shape and much improved furnace performance. Keep in mind, coal is a solid and is about 1,000 times more dense than air. Powdered coal disperses in air and the resulting two phase mixture behaves much like a gas. This is crucially important when mechanically tuning for the best fuel distribution to the burner belt.
Reducing upper furnace slagging is also a major driver for pulverizer performance optimization. The effect of fuel rich or fuel lean streams of combustion products can produce localized zones with reducing conditions in the upper furnace. Secondary combustion in the upper furnace can elevate the furnace outlet gas temperatures, and when combined with the chemistry effects of a reducing atmosphere, can cause the ash to become soft or sticky at lower temperatures. The combined effect of higher temperatures because of the secondary combustion and the reducing atmosphere cause the ash to melt at a lower temperature and can contribute to severe slagging at the superheater inlet in the upper furnace. The furnace excess oxygen cannot be “reduced” when there are zones of the upper furnace that have near zero excess oxygen. Finally, my experience is that larger boilers that fire high sulfur and iron fuels with poor coal fineness will experience higher rates of water wall wastage.
If fuel fineness is so important why aren’t coal fineness samples and fuel distribution measurements taken on a regular basis? Often I have seen plant maintenance overhauls scheduled based on coal tons through-put, pulverizer motor operating hours, or even calendar month. Sometimes, pulverizers are overhauled without performing a full before and after pulverizer test. Pulverizer fineness and fuel distribution to the furnace should be measured and, more importantly, used as the key metric for scheduled maintenance. When poor coal fineness exists, chances are good that fuel distribution will also be poor. Figure 3 illustrates how many of these hard-learned lessons are applied to a pulverizer system.
We have observed that many plants do not know what their fuel fineness is for months at a time and when it is checked, it’s usually just a spot check of one pipe per pulverizer. Also, even when a sample is taken many technicians aren’t sure what the measurements really mean in relation to good combustion practices. Figure 4 summarizes our experience over many years and many plant tests of the range of what we consider to be good to poor fineness. The figure demonstrates a rather large difference in measured micron sizing. Remember that coal fineness or particle size directly impacts the time for “carbon burn-out” as well as improving fuel distribution to each burner line with the improved fineness. Also, observe the variance from 60% passing 200 mesh results in a typical mean particle size of about 80 microns versus a preferable mean particle size of 45-60 microns—it’s a surface area difference of about 85%. Proper fuel fineness is absolutely necessary if carbon burnout is to occur in those first two seconds residence time in the furnace.
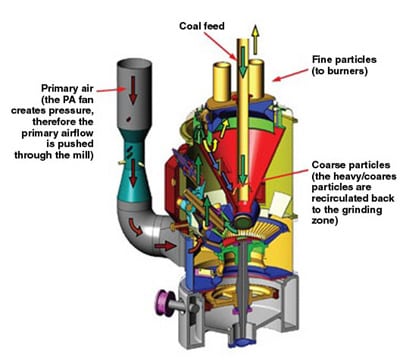
3. The prerequisites for optimum pulverizer performance are good grinding element condition, satisfactory spring pressure, and of course, excellent mechanical condition. When these conditions are satisfied, the performance of the mill can then be optimized. Source: Storm Technologies Inc.
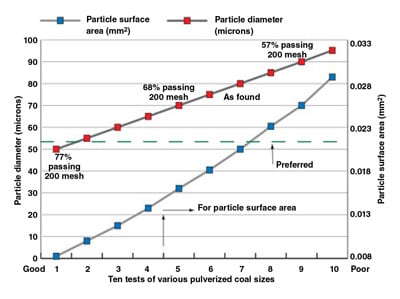
4. The key to good combustion in the furnace is a pulverizer that produces coal with the right fineness. Source: Storm Technologies Inc.
Fine-tuning a pulverizer
Also, the classifier can only supply sufficient fuel to the burners, when the grinding zone is optimized for maximum pulverizer capacity. Pulverizer “capacity” is the amount of coal a pulverizer can grind at a given raw feed rate, to a given fineness, at a certain Hardgrove Grindabilty Index (HGI), and at a specific raw fuel size, typically crushed to ¾-inch plus tramp metal separation before entering the fuel silos. Also, classifier changes must be made to optimize both fuel fineness and fuel distribution. That is, the classifiers can create good fuel balance providing the fuel lines are first flow balanced to produce similar system resistance on clean air (Figure 5).
All four of these variables must be properly managed to achieve good pulverizer performance.
A typical pulverizer capacity correction graph is shown as Figure 6. Note that the capacity of a pulverizer originally designed for 45 HGI and 70% passing 200 mesh when operated with 40 HGI fuel at 80% passing 200 mesh will have a true capacity of about 70% of the base design. Of course, the penalty is greater if the pulverizer was originally designed for a typical eastern bituminous coal 40 years ago with an HGI of 50-60.
Figure 6 also clearly show that fineness and hardness have a much more profound effect on pulverizer performance than moisture or coal feed size. This observation illustrates an important point: the common link for good furnace combustion and good pulverizer performance is fuel fineness. This is why we believe in a properly tuned pulverizer that is capable of delivering rated fuel flow with satisfactory fuel fineness. The optimum air/fuel ratio and optimum fuel fineness is essential for optimum burner belt combustion. Pulverizer optimization is critical for optimum plant performance, lowest NOx emissions, reliability and maximum unit capacity..

5. Balancing burners begins with the classifier on pressurized pulverizers. The classifier has two purposes: to return course particles for regrinding and to balance fuel streams to each burner line. Poor coal fineness often yields poor distribution, because large coal particles and air mix to form a two-phase mixture that will not homogenize (left). Good fineness creates a homogenous and balanced mixture that behaves more like a gas than a two-phase mixture of air and fuel (right). Source: Storm Technologies Inc.
6. Four key parameters must be considered when assessing the performance of a pulverizer: fuel feedsize, fineness, moisture, and Hardgrove Grindabilty Index. Often pulverizers are called to perform far above their true capacity. Source: Storm Technologies Inc.
Optimum air/fuel ratio is also critical for best fineness and best furnace performance. Pulverizer throats that are oversized are often compensated for by raising the primary airflow above the optimum 1.6 to 1.8 lb air/lb fuel range to minimize coal rejects. Although high primary airflow will reduce the coal rejects, it does so at the detriment of coal fineness, fuel distribution, heat rate upper furnace slagging, and furnace NOx production (Figure 7).

7. A typical sampling methodology uses an isokinetic coal sampler to determine if the coal pipes are properly balanced and if the coal is ground to adequate fineness. Source: Storm Technologies Inc.
A fuel switch from an eastern coal to PRB is much more than just getting a good price per ton for lower sulfur coal but can cause problems from the pulverizer through the furnace if the plant’s pulverizers are not up to the task. How many plants have switched to PRB only to experience much higher furnace and back-pass slagging and fouling only to add more sootblowers and water lances in an effort to keep furnace surfaces clean? Chances are the problems are not with your furnace or the new coal but rather the result of a poor tradeoff between pulverizer capacity and fuel fineness made to minimize the capital cost of the fuel switch.
More to Come
In Part 3, we’ll look at measuring air and fuel flows in coal combustion processes.
—Richard F. (Dick) Storm, PE ([email protected]) is senior consultant for Storm Technologies Inc.