Operational Considerations When Burning Higher-Chlorine Coal
An increasing supply of low-cost higher-chlorine coal is prompting many U.S. generators to give the fuel serious consideration in spite of its reputation for causing corrosion. Though corrosion can be a consideration, it’s not always caused simply by the fuel switch. Understanding the various chemical interactions, as well as operational and emissions pros and cons, can increase the odds of success with this type of fuel.
With the installation of flue gas desulfurization (FGD) systems at most larger U.S. coal-fired power plants, operators are increasingly using high-sulfur Illinois Basin coal from Illinois, western Kentucky, and Indiana (the ILB). To meet this growing demand, new mines are being built in the ILB. The largest and most efficient of these new mines produce coal with over 0.2% chlorine; some even exceed 0.3% chlorine. Opinion in the power industry is divided about whether this higher-chlorine coal can be burned without significant increases in boiler fireside corrosion. Chloride accumulation in FGD systems is also a concern with these coals.
In addition to corrosion considerations, coals with higher chlorine content have pros and cons when it comes to emissions. They can increase the removal of mercury in wet FGD systems, as chlorine helps to oxidize the mercury into a soluble form. For compliance with the Environmental Protection Agency’s (EPA’s) Mercury and Air Toxics Standards (MATS), some plants will benefit from this effect. At the same time, hydrogen chloride gas is an acid gas regulated under the MATS rules, and higher chlorine could increase its production in the boiler.
ILB production has grown to 14% of U.S. coal production, from 8% in 2008 (Figure 1). Higher-chlorine coal production in 2013 was about 17 million tons, and 28 million tons/year of new higher-chlorine coal production is expected to be added over the next two to three years. Coal from these mines is likely to be one of the lowest-cost fuels available to power plants in the eastern U.S. Higher-chlorine coal from the ILB has also entered the world steam coal market via the Port of New Orleans, with exports to Europe, especially England.
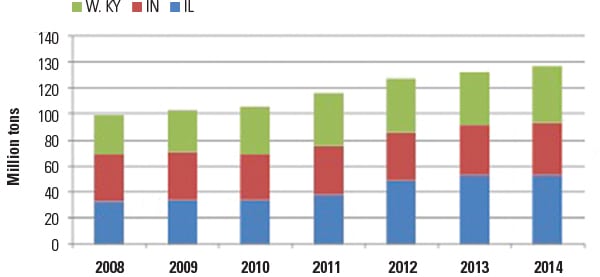 |
| 1. Illinois Basin coal production, historical and estimated. 2014 estimates are based on weekly coal production through Nov. 29, 2014. Source: Energy Information Administration |
Some generators have excluded the use of coal with more than 0.15% chlorine or, sometimes, 0.2% chlorine. This article considers whether coal with higher chlorine levels can be successfully used and whether boiler corrosion might occur even with lower-chlorine ILB coal. Both the literature on the effect of chlorine and experience at a number of plants are discussed.
What’s Known and Unknown About Chlorine and Corrosion
The literature on the effects of chlorine on boiler tube corrosion is somewhat contradictory. Some sources assert that there is a clear correlation between the chlorine content of coal and the extent of corrosion, with some asserting that coal with over 0.2% chlorine should be avoided. Some of these same researchers propose a linear relationship between chlorine and corrosion, in which case there would be no meaningful “safe” threshold value.
What appears to be missing is any large-scale (in the 500-MW range) longer-term test in which high- and low-chlorine coals have been compared. Instead, pilot scale tests and considerable computer boiler simulations have been done, along with some limited commercial-scale investigation.
Several conclusions emerge from this literature:
■ The physical and chemical phenomena in the boiler that determine chlorine-induced corrosion are extremely complicated. Chlorine interacts with other coal constituents, including alkali metals, iron (Fe), and sulfur (S). The compounds that form are strongly influenced by the oxygen balance in the boiler atmosphere and the presence of unburned carbon.
■ Therefore, as boiler operating conditions change from reducing to oxidizing, the slag chemistry and corrosion mechanisms shift in important ways. The most severe corrosion appears to occur when shifts in boiler oxygen balance occur.
■ Control of the corrosive effects of high-chlorine coal and high-FeS coal are closely related. Chlorine-induced corrosion becomes significant when deposits of Fe- and S-containing slag form.
■ Some boiler operators have, over a long period, reported use of higher-chlorine coal with acceptable boiler corrosion.
■ Operating practices that provide good flame control, slag management, and avoidance of reducing zones along the boiler waterwall allow successful use of higher-chlorine (and high-sulfur, high-slagging) coal.
Why Chlorine Matters
Chlorine is present in substantial amounts in almost all Appalachian and Illinois Basin coal production, as illustrated in Figure 2, with most production in the range of 0.1% to 0.2% chlorine. Based on the 1999 data used for Figure 2, the tonnage-weighted average chlorine content of the coal from Illinois mines was 0.21% and for western Kentucky mines, 0.12%, while the widely used Pittsburgh seam coals have about 0.1% chlorine.
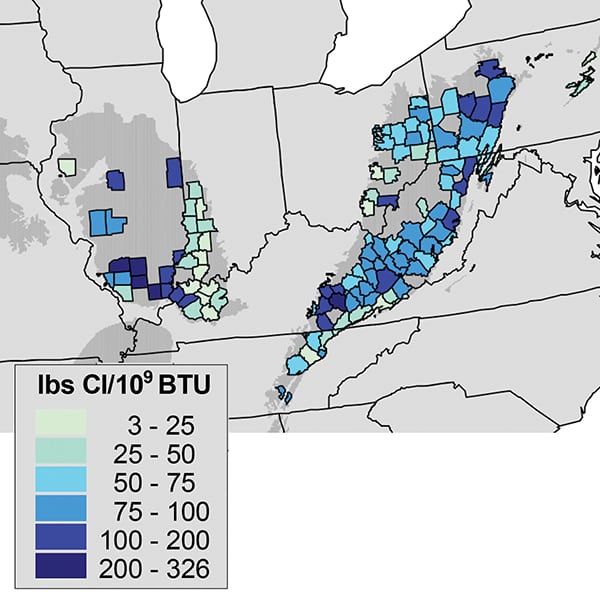 |
| 2. Variable chlorine content. This map shows average chlorine content of coal delivered to U.S. power plants during 1999 by county of origin (calculated using selected EPA Information Collection Request data). Source: Quick, Jeffrey, et al., “Optimizing Technology to Reduce Mercury and Acid Gas Emissions from Electric Power Plants,” 2005 |
Chlorine reacts with alkaline elements in the ash—calcium (Ca), magnesium (Mg), sodium (Na), and potassium (K). As discussed below, a complex series of reactions can occur between chlorine and the iron and sulfur in boiler wall slag deposits. Therefore, the effects of chlorine in the boiler depend strongly on the overall ash content, slag forming tendency, and Fe and S content. High-Fe and S coal tends to form slag. This slag interacts with chlorine and may accelerate corrosion.
Table 1 shows the chemistry of several representative coals. The Illinois Basin and Northern Appalachian (NAPP) coals have lower ash fusion temperature and higher Fe and S content than Central Appalachian (CAPP) coal or Powder River Basin (PRB) coal.
 |
| Table 1. Quality characteristics of example coal types. Sources: (1), (3) Foster Wheeler, 2009; (2) White Oak Resources LLC.; (4) confidential customer |
The lower ash fusion temperatures of the ILB, PRB and NAPP coals compared to CAPP coal tends to be associated with greater formation of boiler slag. The interaction of chlorine with boiler slag is central to understanding the effects of chlorine in coal. In other words, it is not just the chlorine that matters.
Chlorine and Furnace Tube Corrosion
In the absence of slag deposits, chlorine in the form of gaseous hydrochloric acid (HCl) causes only minor boiler tube corrosion. Where boiler slag accumulates, particularly Fe-containing slag, and chlorine is present, accelerated corrosion may occur.
Slag forms in the boiler when molten ash contacts the boiler surfaces (the waterwall and superheater sections, where temperatures can be above the ash melting point). Slag affects heat transfer in the furnace and must therefore be controlled. Slag is controlled through some combination of fuel selection and operating practices, including use of sootblowers, mill and burner settings, and output level (such as cycling to cool and de-slag superheater surfaces).
Corrosion of boiler tubes generally occurs underneath the slag layer. Underneath the slag, liquid layers can form low-melting-point compounds that segregate from the coal ash. There are many reaction mechanisms, including formation of iron sulfide and iron chlorides. These compounds may be volatile or flake away from the boiler tubes, exposing fresh metal surfaces to further corrosion. Therefore, there is a strong relationship between the extent of slagging and the extent of corrosion.
Chlorine and sulfur are often present together in the coal, and their effects are connected. Corrosion can result from the action of sulfur as well as chlorine, especially under reducing conditions.
Corrosion from high-Fe coal is more severe when reducing conditions occur in the boiler. The operation of low-NOx burner (LNB) and overfire air (OFA) systems intentionally lowers the oxygen level in the lower portions of the boiler, where primary combustion takes place. Depending on the operation of coal mills, piping, and burners, molten ash particles containing FeS2 (pyrite) or FeS may be deposited in the slag (sometimes called “impingement” of ash). As noted below, in reducing conditions, these deposits are corrosive.
Figure 3 illustrates in concept how large, low-melting corrosive iron sulfides reach the waterwall. Lowering primary airflow and finer grinding will encourage a shift from accumulation of wall slag to formation of dry fly ash.
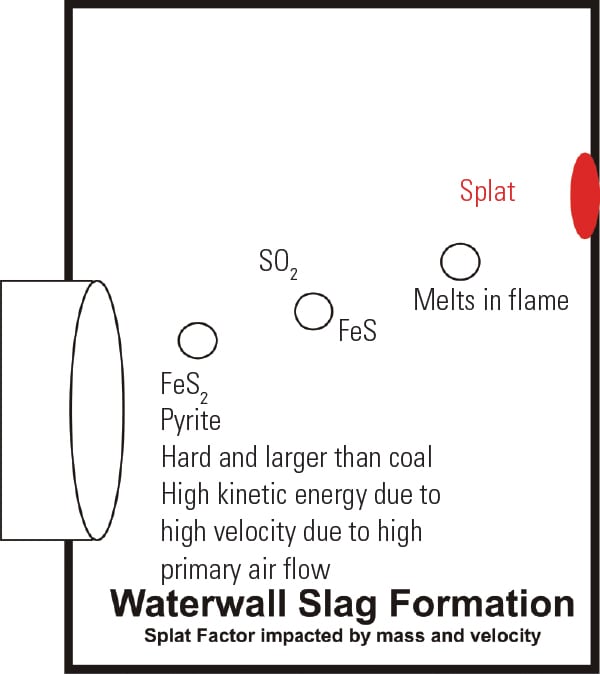 |
| 3. Waterwall slag formation. This diagram shows a coarse pyrite particle that is decomposed in the flame (from FeS2 to FeS), melts, and has sufficient momentum to “splat” against the waterwall, forming slag. This especially occurs when grinding is poor and the coal pipe/burner velocities are high. Source: Coal Combustion Inc. |
Chlorine can combine with iron and sulfur in slag deposits in areas of the boiler where reducing conditions occur to form compounds that can corrode the wall tubes. As the coal burns, the chlorine will initially form HCl. That HCl reacts with the alkali metals Na and K to form NaCl and KCl, which have a low melting point. If these compounds are present in the slag, they can form a molten corrosive layer on the boiler tubes.
If, as is usually the case, sulfur is also present in the flue gas, SO3 replaces the chlorine and sulfate deposits form. Sulfate deposits have higher melting points than chlorides and are less corrosive. Therefore, the balance between chlorine and sulfur is important. However, as discussed below, when transitions occur between reducing and oxidizing conditions in the boiler, as may occur due to changes in load, the corrosive effects of both sulfur and chlorine may increase greatly.
The chemical species present in the coal ash are very sensitive to the flue gas oxygen/carbon monoxide concentrations. Most areas of the boiler have enough oxygen to maintain “oxidizing” conditions. Where oxygen is deficient in relation to the carbon present, “reducing” conditions occur. Oxidizing conditions will be found in the upper portions of the boiler during most levels of operation and throughout the boiler at lower output levels. At high output levels, and with LNB OFA systems, the lower portion of the boiler may have areas of reducing conditions. Therefore, as a boiler is cycled between low and high output, some portions of the boiler will shift between reducing and oxidizing conditions.
Iron in slag deposits reacts with the flue gas. If the flue gas is reducing, the reduced forms of Fe—Fe (II) or metallic iron—predominate. If conditions are oxidizing, then oxidized iron—Fe (III)—will predominate. The reduced iron has a lower melting point and is more likely to form a molten deposit of FeS on the boiler tube. The sulfur attacks the tube metal. Chlorine may be present in the form of alkali chlorides, which are somewhat corrosive, depending strongly on temperature.
If the boiler atmosphere shifts from reducing to oxidizing conditions, the alkali chloride compounds in the slag convert to alkali sulfates (stable) and release corrosive HCl or Cl2 gases.
The opposite situation, a shift from oxidizing to reducing conditions can also occur. Stable slag deposits formed in oxidizing atmosphere containing sulfates can release corrosive sulfide if conditions shift to reducing atmosphere.
Based on substantial experience with coals with a range of chlorine content, from <0.1% to over 0.3% Cl, there is not a direct relationship between chlorine content and the extent of boiler corrosion.
This result, as noted above, is consistent with the interactions among chlorine, sulfur, and boiler operating conditions. There is no doubt that ILB and NAPP (higher-sulfur, low-fusion) coals can produce boiler corrosion, but several mechanisms are at work.
Probably the best explanation for the lack of clear correlation between chlorine content and the extent of corrosion is that other factors—including sulfur, alkali content, total ash loading, and boiler atmosphere control—are as great or greater influences on observed corrosion. The implication is that some boilers might experience serious corrosion while using a coal with <0.2% Cl and coal with >0.3% Cl might be acceptable at other units. There are many years of experience with Illinois coals that have chlorine content at or above 0.2%.
The implications of these physical and chemical factors are that:
■ Chlorine can contribute to corrosion of boiler tubes.
■ The extent of corrosion depends on the amount of slag formation.
■ Sulfur in the coal tends to reduce the corroding effect of chlorine.
■ Corrosion will be more severe in areas of the boiler with reducing flue gas conditions.
These problems are likely to become apparent when boilers formerly fueled with CAPP coal (low sulfur, high fusion) begin to use ILB (or NAPP) coal, with its higher slagging tendency. This will be especially true, as discussed below, where LNB OFA control systems produce areas of reducing atmosphere in the boiler.
Slag Control
The extent of corrosion from chlorine (and other coal constituents) depends strongly on the presence of long-lasting slag deposits.
Slag control (typically using sootblowers) is a regular part of boiler operation with high-sulfur low-fusion coals. A thorough survey of sootblower performance and refurbishment, where necessary, is essential for successful use of ILB coal, especially if chlorine is a concern. A best-practice standard is visual slag checks three times per shift and repair of malfunctioning sootblowers within six hours, before serious slag accumulation can occur.
Given a particular coal, in cases where more severe slagging is experienced, boiler operators may modify some boiler parts (such as changing superheater tube layout) or reducing allowable maximum load. Coal mill and burner settings can also have substantial effects on slagging.
Excessive coarse coal particles resulting from inadequate pulverizer operation, poor distribution of coal between burners, and poor air distribution can contribute to slagging. One author’s (Hatt’s) experience is that pulverizers that allow a high fraction of coarser particles, combined with the presence of pyrite in high-sulfur coal, often results in iron-rich molten ash particles hitting the waterwall. This is especially noticeable in wall-fired boilers. The specifics of the boiler design, including the heat release rate and maximum steam temperature also affect the degree of slagging.
An effective slag control program should consider all aspects of the boiler, fuel, and combustion system.
Other Corrosion Mitigation Measures
In addition to employing best practices for sootblower and pulverizer operation, a variety of other measures may minimize corrosion in circumstances where it becomes a concern.
Flue Gas Oxidation/Reduction Potential. Boiler tube wastage has become a more noticeable problem for many coal-fired units after the installation of LNB OFA systems. These systems purposely create a reducing zone in the hottest part of the boiler to lower NOx production. Usually, the overall air balance is shifted to reduce excess air. The result of these changes may be the creation of zones of reducing atmosphere at various elevations in the boiler (which usually occurs during periods of full-load operation). The elimination of these areas will greatly reduce the potential for corrosion.
This can be achieved through a careful study of boiler gas flow and O2 and CO concentration through a high-velocity thermocouple trace of the boiler. After this testing, adjustments may be made such as coal fineness; coal pipe balancing and burner setting for primary airflow and tilt; balance of multiple air inlets, including addition of “boundary air”; and leak reduction.
A related issue, but somewhat separate from the control of furnace atmosphere, is control of temperature. If the coal flame impinges on the boiler wall, slag will be deposited and the very high temperatures will accelerate corrosion. Monitoring of the furnace gas exit temperature as operating conditions change is important.
Ash Deposit Modification by Chemical Addition. Injection into the boiler of chemicals designed to alter the slag chemistry has been used successfully at some plants dealing with high-slagging and higher-chlorine coals. An example is the use of Fuel Tech’s additive to reduce accumulation of hard slag from a high-iron high-sulfur coal. GE reports success with a magnesium and copper additive at a southeastern generating unit and the Eastern Kentucky Power Cooperative’s Spurlock Plant.
Cladding of Furnace Surfaces. At some plants, corroded tubes have been replaced with more resistant alloys—generally higher chromium (Cr)—or coatings of Cr alloys have been applied. There is a considerable range in the resistance of boiler tube alloys to corrosion, and many boilers may have a mix of tubes and surface treatments applied over time. In the author’s experience, corrosion may continue at the borders of the cladded areas, so “spot” coverage will soon be found to be unsatisfactory. Fully clad boilers are successful at minimizing corrosion when compared to bare wall tubes.
Chlorine and FGD Systems
HCl and other chlorides in flue gas are highly soluble and dissolve and accumulate in the FGD liquor (a slurry with high concentrations of CaCO3 and CaSO4 as well as Mg and Na). Depending on the materials of construction, the Cl¯ concentrations are controlled to limit corrosion. This variation is important, because the higher the allowable Cl¯ concentration, the smaller the amount of water needed to handle a given increase in chloride loading. This is done by “blowdown”—release of some wastewater and replacement with freshwater.
Cl¯ is often the limiting factor that determines the blowdown rate, so that over some range, increases in chlorine will probably affect the blowdown rate. The blowdown water, a wastewater stream, may be handled in various ways. In plants that do not produce a saleable gypsum byproduct from the FGD system, much (even all) of the wastewater is disposed of along with the FGD solid waste.
The limits on chloride concentration are determined by the materials of construction of the FGD system, which can range from steel, which can tolerate only relatively low Cl¯ concentrations, to polymer or tile linings that can tolerate concentrations over 30,000 ppm.
Depending on the details of system design, the blowdown rate will have to be increased. This might entail increased pipe and pump sizing. The increased blowdown rate may result in increases in costs for additives such as dibasic acid, which will be lost in the increased blowdown stream. Depending on the disposition of the wastewater, increased wastewater volume will result in increased operating costs. In some cases, expansion of the wastewater treatment system will be required.
Regulatory requirements for FGD wastewater were somewhat uncertain as this article was written in November 2014; future changes could have an effect on determining the best options. Some plants must upgrade wastewater treatment systems to reduce discharge of mercury (Hg) or for other reasons, so increased chlorine may or may not determine the required controls.
Effect of Chlorine on Mercury Removal. Hg exists in the boiler in both elemental and oxidized (ionic) forms. Substantial evidence exists that HCl in the flue gas reacts with elemental Hg to form Hg ions. These Hg ions are much more soluble than elemental Hg and are captured effectively by wet FGD systems.
There is controversy about how much additional Hg may be removed with higher-chlorine coal, but one of the most comprehensive studies shows a strong correlation between the chlorine content of the coal and the amount of Hg removed by the FGD system. The EPA notes: “Operating a wet FGD for SO2 control alongside selective catalytic reduction (SCR) for NOx control with halogen present will remove more than 90% of mercury within the flue gas steam.”
Chloride Acid Gas Emissions. The focus of this article is on generating units burning high-sulfur coal, nearly all of which have some form of FGD, most commonly wet limestone FGD systems. FGD systems remove in excess of 99% of chlorine. Most of these systems will also result in SO2 emissions of less than 0.2 lb/MMBtu. Units meeting this standard are not required to report emissions of HCl or other acid gasses.
Case Study Summaries
The following case study highlights present examples of the interactions previously discussed and demonstrate the variety of experiences with higher-chlorine coals. Most of these plants are blending higher-chlorine coal with other coal. At some plants, as indicated, a variety of coal types is used, without any systematic blending. Until recently, there were two major producers of higher-chlorine coal, now a third has opened. Prudent purchasing requires a diverse mix of fuels, so buyers have bought a mix of higher- and lower-chlorine coals. We did not identify a plant that has burned only higher-chlorine coal for a long period.
Case Study A. This plant has burned a blend of approximately 40% to 60% higher-chlorine coal with other ILB coal for several years. The units have Babcock & Wilcox wall-fired boilers designed for high-sulfur coal. When a LNB OFA system was installed, the units began to experience serious waterwall corrosion. Coal fineness at this unit is typically about 60% to 70% passing 200 mesh, compared to the typical design recommendation of >70% passing 200 mesh.
High temperatures, in the range of 2,500F to 2,600F have been observed at the superheater, and corrosion was occurring there. Metallurgical testing showed sulfide corrosion in the furnace. Chloride corrosion was not observed. To control this problem, a chromium alloy coating has been applied in the furnace. In the operator’s opinion, there is no observable chloride corrosion and no difference in corrosion between higher-sulfur and other ILB coal burned in the units.
The units have an FGD system that is designed to allow circulating water concentrations of chloride ion up to 30,000 ppm, with operation typically at somewhat lower levels. The additional chloride loading from the higher-chlorine coal did not require modification of the system. In order to produce gypsum of salable quality, the gypsum is washed to reduce chloride.
Case Study B. This plant burns a blend of approximately 20% to 30% higher-chlorine coal with other ILB coal. The unit is a Combustion Engineering tangentially fired boiler designed for Appalachian coal. In response to corrosion problems encountered after installation of a LNB OFA system, an Inconel overlay has been applied in the boiler. Coal fineness is typically maintained at approximately 75% passing 200 mesh, which effectively controls slag formation in the unit. The operators have not observed tube wastage due to burning the high-chlorine coal.
Some corrosion is being seen in the downstream convection passes in the boiler. The operators believe that high-sulfur coal and the use of calcium bromide may be contributing to this problem.
The FGD system is designed for moderate circulating concentrations of chloride. When using higher-chlorine coal, the FGD blowdown rate must be increased from approximately 100 gpm (using coal with 0.1% to 0.2% chlorine) to 200–300 gpm while using higher-chlorine coal. The operators observe that mercury removal in the FGD system increases with higher chlorine content in the coal.
Case Study C. This utility burns some higher-chlorine coal at several plants. At one of these plants, high-chlorine coal is about 10% to 20% of the total burned, alternating with other ILB coal, with the coal testing at 0.25% to 0.27% chlorine. Operators have not observed a change in corrosion with the use of higher-chlorine coal, including the results of a 90-day test using 90% higher-chlorine coal.
This plant is experiencing waterwall corrosion. Its operators believe this is sulfide corrosion. The LNB OFA system is causing formation of a long coal flame when NOx concentrations are held below 0.2 lb NOx/MMBtu. In addition to replacing the LNB with a more conservative design, this utility has begun to chrome-coat portions of the boiler.
Superheater slagging is being experienced at this unit while using some ILB coal that has approximately 2% sodium in ash. This slagging has been controlled by increasing the furnace O2 level, which does increase the NOx loading in the SCR system. Operators observe a strong correlation between slag formation and corrosion and the measured flue gas carbon monoxide.
The FGD system experienced chloride levels outside the initial design allowance while using higher-chloride coal. The blowdown system capacity has been increased and can now maintain chloride concentration of around 3,500 ppm. The scrubbers are being upgraded to handle much higher chlorine levels.
Case Study D. This is a cyclone unit that has used from 40% (in a blend) to 100% higher-chlorine coal for extended periods. No boiler corrosion issues have been encountered.
While using higher-chlorine coal, the FGD system blowdown rate is increased. The byproduct gypsum is rinsed to limit chloride concentration.
Case Study E. This plant has used 100% 0.3% higher-chlorine coal for periods, alternating with other types. The unit is experiencing serious waterwall slagging, which began with the installation of the LNB OFA system. Operators attribute this partially to the higher chlorine content of the coal but have not confirmed this with metallurgical tests. The unit, which has no SCR system, is required to operate with a very low NOx emission rate. NOx control is being provided by a very aggressive staging of combustion with its LNB OFA system.
Case Study F. This plant has used approximately 25% to 30% higher-chlorine coal in combination with several other types. No corrosion issues are being observed. The plant uses an additive chemical that is intended to reduce acid gas emissions. Very careful attention is paid to management of mill, burner, air, and sootblower settings.
Lessons Learned
The findings from these case studies and the literature on the corrosion effects of chlorine in coal indicate that higher-chlorine coal can be burned successfully if attention is paid to control of boiler slag and if zones of reducing atmosphere are minimized. In the boiler, there does not seem to be a clear threshold between acceptable and too-high chlorine. A “safe” limit of 0.15% or 0.20% chlorine is not well supported by the evidence.
Given that the increasing supply of higher-chlorine coal has encouraged many operators to find ways to use this coal, use of higher-chlorine coal will require changes in FGD system water management at most plants. ■
—Rod Hatt ([email protected]) is president of Coal Combustion Inc. Charles Mann ([email protected]) is director of Energy Investors Advisors LLC.