Improved Performance from Priority-Based Intelligent Sootblower Systems
The Jim Bridger Plant, located in Rock Springs, Wyo., is the largest coal-fired plant operated by PacifiCorp Energy. The plant consists of four 560-MW units; all have corner-fired Combustion Engineering (CE, now Alstom Power) controlled circulation steam generators. Each boiler produces 3.98 million lb/hr at 2,660 psi with 1,005F superheat and 1,005F reheat steam temperatures. Each unit was commissioned in the 1970s and has been upgraded with Alstom’s TFS2000 low-NOx firing retrofit.
Jim Bridger is also a mine-mouth plant burning southwest Wyoming subbituminous coal primarily from two company-owned mines, supplemented by coal delivered by train from another local mine. All of the coal produced by the company-owned mines must be consumed by the plant, even if the coal properties are unfavorable. Thus, the plant blends delivered coal to produce the most favorable coal possible.
The Effect of Coal Selection on Slagging
The factors affecting coal energy content include Btu/pound, ash, and moisture level. The table shows the plant design, current target, and percent of time targets were met. The targeted heating value of the coal is 10% lower, and moisture content 20% higher, than design. This means that higher fuel input is required to achieve the unit-rated load. The ash content target is 50% higher than design, meaning that the sootblowing effort required to maintain boiler performance is higher than design. Target-met percentages of 50% to 65% illustrate the variability of heating value, ash content, and moisture. This variability can quickly change sootblowing needs at the plant.
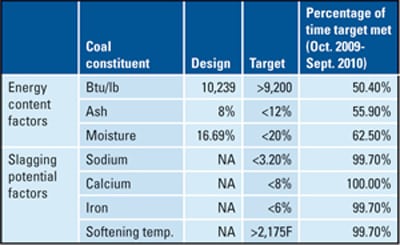
Coal quality at Jim Bridger plant. Source: Diamond Power International Inc. and PacifiCorp Energy
There can be significant operational limits due to high-slagging coals, as measured by high sodium (reheater fouling), high calcium, or high iron (water wall slagging), and low ash-softening temperature under reducing (combustion with less oxygen than is ideally required) conditions (reheater and secondary superheater fouling). The slagging potential factors listed in the table meet targeted values more than 99% of the time. Low-slagging coal is emphasized at Jim Bridger, as the units historically require a load drop within two hours of burning coal outside of the slagging targets.
Original Equipment Blowers
The retractable sootblowers on the Jim Bridger units are mostly vintage Copes-Vulcan blowers. Diamond Power IK-600 blowers clean the front of the platen superheat section. There are 28 retractable blowers on each unit at Jim Bridger, all using steam as the cleaning media. The retractable blowers are positioned to clean the platen superheat pendant, reheat pendant, finishing superheat pendant, primary superheat pendant, and economizer sections of the boilers.
The Bridger plant uses Diamond Power IR-3Z wallblowers with steam as the blowing media. Each unit has 76 wallblowers. There are 20 wallblowers on each of the 8th, 9th, and 10th floors. These 60 blowers are in service and available for use by operations.
The steam wallblowers are intended to blow steam in a path that is nearly parallel to the furnace wall. The parallel flow path of the wallblower cleaning arc results in ow energy impact on the furnace wall tubing. In EPRI’s Boiler Tube Failures: Theory and Practice, Volume 2: Water Touched Tubes, the authors identify excessive sootblowing as one root cause of boiler tube failures, in addition to insufficient steam temperature, condensate in blowing media, improper operation of the thermal drain system, excessive blowing pressure, improper location of the sootblower, improper alignment of the sootblower, and malfunction of the sootblower. In PacifiCorp’s experience, correction of the other factors will prevent excessive sootblowing from causing erosion on the water wall tubing that has the potential to cause a boiler tube leak.
In general, retractable sootblowers are a higher erosion liability than wallblowers. A retractable sootblower’s steam arc is perpendicular to the tubes of each panel in its path. The force of the steam removes ash deposits present on the panels. The force of the steam will also remove minute amounts of tube metal if blown directly on clean tubing, which results in significant erosion after many blower operations. In EPRI’s Boiler Tube Failures: Theory and Practice, Volume 3: Steam-Touched Tubes, the authors identify sootblower operations that occur on a time basis rather than an as-needed basis as a primary cause of sootblower erosion tube leaks in the areas around retractable sootblowers.
Retractable sootblower nozzle performance is assessed by measuring the peak impact pressure (PIP) of the cleaning media jet at points downstream of the nozzle outlet. To reduce the erosive impact of retractable sootblowers, in the 1990s, the Jim Bridger plant replaced original Hi-PIP nozzles on retractable blowers with ground flush nozzles that have a much lower peak impact pressure. Lowering the PIP of these retractable blowers also made them less effective at removal of ash deposits and platenized build-up.
Sootblowing Side Effects
The Jim Bridger plant’s history of sootblower erosion and fouling in the pendant sections made sootblower optimization critical (see sidebar). When sootblower operation frequency is too high, a plant risks losing power generation from tube leaks; but when sootblower frequency is too low, there is a risk of boiler pluggage. Intelligent sootblowing (ISB) is the plant’s chosen tool to optimize sootblowing. Plant operators expect ISB to operate sootblowers when and where necessary to minimize tube erosion and avoid pluggage. They also expect no heat rate loss from the use of ISB.
Tube erosion is difficult to monitor in the short term because there are few opportunities to measure boiler tube thickness. Opportunities to measure tube thickness typically arise during major outages (every four years), but critical erosion areas are evaluated during maintenance outages, when necessary or convenient. The plant uses sootblower counts as a leading indicator of sootblower erosion. Thus, the most practical method for minimizing sootblower erosion is to reduce sootblower counts.
Boiler pluggage problems cause either a load reduction or a forced outage to clean the boiler. The plant’s goal to avoid boiler pluggage is measured by the number of megawatts lost from sootblower-related slagging problems.
The heat rate metrics most directly affected by sootblowing are superheat steam temperature, reheat steam temperature, and economizer gas outlet temperature. Each of these metrics is measured and recorded accurately by the plant. Increases in superheat and reheat steam temperatures and decreases in economizer outlet gas temperatures result in heat rate gains. The heat rate metrics are affected by systems other than sootblowing, and other system operational changes from tuning are common. Thus, the plant decided the most reasonable heat rate goal with ISB is to avoid a measurable heat rate loss.
ISB Project Details
The Jim Bridger plant installed a Diamond Power SentrySeries 1500 sootblower control system on Unit 2 during the spring 2009 overhaul. The new control system included the hardware and software required for intelligent sootblowing in the furnace and convective region. Additionally, several retractable sootblower nozzles on Jim Bridger Unit 2 were upgraded from ground flush nozzles to Gemini nozzles.
The Gemini nozzles provide more efficient cleaning of the heat transfer surfaces, and they have the ability to remove more difficult deposits. Gemini nozzles allow for expansion of the steam as it exits the nozzle at supersonic speeds, creating a greater peak impact pressure than other nozzle technologies. The PIP for the retractable sootblowers at the lower front of the reheater pendant (K5 and K6) increased by approximately 150% over the existing ground flush nozzles at the design pressure.
The new control system uses heat flux sensors for ISB in the furnace region. Gas and steam temperatures are used for ISB in the convective region. Overall, implementation of the ISB system on Jim Bridger Unit 2 satisfied the plant’s operating goals, including these:
- The number of retractable sootblower operations was reduced by 56%.
- The distribution of retract operations improved on Unit 2 by changing typical slagging patterns.
- A measured reduction in sootblower erosion rate met the plant’s goal to minimize tube erosion and extended the projected life of the tube panels from eight years to 16 years (based on a four-year outage cycle).
- The boiler heat rate performance was maintained.
- There were no generation losses due to boiler slagging.
The ISB system on Unit 2 was commissioned in August 2009. The ISB commissioning process included verification of field instrumentation and software configuration. Following installation and commissioning, tuning adjustments were made in September 2009. Monitoring and evaluating sootblowing metrics related to the plant’s goals began in October 2009.
Comparing Units 2 and 3 for Sootblower Cycle Counts
To determine the effectiveness of ISB at Jim Bridger, it was necessary to compare a unit operating with ISB with one that was not. A before-and-after comparison on Unit 2 was conducted, but time-based variation in the fuel blend and load dispatch makes this comparison marginally conclusive for the Bridger plant. Thus, the best option was to compare two separate units with as few differences as possible for blower counts.
Jim Bridger Units 2 and 3 were selected for this comparison due to the similarity in how these units operated during the year selected. Both units receive coal from a single set of belts and, therefore, run with nominally identical fuel quality. The internal heat transfer surface layout and sootblower layouts also are nearly identical. Unit 2 has sonic horn-style cleaning devices in the economizer, whereas Unit 3 does not; therefore, economizer sootblower operations were left out of the analysis.
Both units are dispatched similarly within the daily maximum dependable capacity (MDC) of each unit. The daily MDC can vary from unit to unit due to a number of factors, including turbine performance, maintenance activities, and equipment availability. Throughout the course of the year examined, the average daily load was 491 MW gross on Unit 2 and 484 MW gross on Unit 3. As slag deposit rates and sootblower usage are tied closely to unit load, all the comparison between these two units was done by comparing sootblower operations for the month, divided by the average monthly load in gross megawatts, yielding a unit of sootblower operations per MW.
ISB Performance Results
A comparison of wallblower operations per MW on both units is shown in Figure 1. The comparison data span one year.
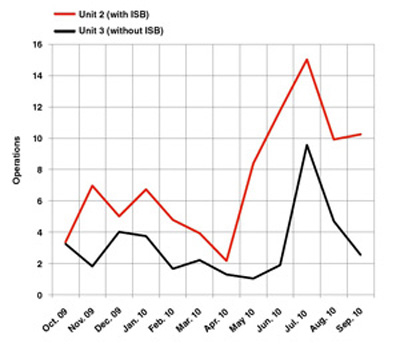
1. This comparison of the number of wallblower operations per MW on the two units spans one year, beginning Oct. 1, 2009 (after Unit 2 ISB was commissioned) and ending Oct. 1, 2010. In general, the two lines follow similar trends of increasing and decreasing, which are driven largely by seasonal load demands. The dramatic increase in wallblower operations for both units in June/July 2010 was caused by a change in the number of mills in service on both units. Source: Diamond Power International Inc. and PacifiCorp Energy
The Unit 2 wallblowers are operated automatically through ISB, and Unit 3 wallblowers are operated manually. Unit 2 averaged twice as many wallblower operations as Unit 3. Unit 2 experienced an increase in wallblower usage of 25% (comparing 12 months of wallblower counts before and after ISB). This is because the ISB software on Unit 2 works toward the plant’s goal of maximizing heat transfer in the furnace while maintaining a superheat steam temperature above 990F. The wallblowers on Unit 3 run primarily to minimize attemperator spray usage.
The result of furnace ISB on Unit 2 is an increasing trend in average furnace heat flux (Figure 2). The increase in furnace heat transfer translates into lower furnace exit gas temperatures. Lower furnace exit gas temperature means less potential for slag formation in the pendant superheaters on Unit 2, contributing to the plant’s goal of reducing retractable sootblower operations.

2. The result of adding furnace ISB on Unit 2 is an increasing trend in average furnace heat flux. Source: Diamond Power International Inc. and PacifiCorp Energy
A comparison of retract operations per MW on Units 2 and 3 is shown in Figure 3. This comparison, conducted over the same period as the wallblower comparison, revealed fewer retractable sootblower operations on Unit 2. Unit 2 averaged approximately half the number of retract cycles of Unit 3. Similarly, year-over-year data comparison indicates a 56% reduction in retractable sootblower operations on Unit 2. ISB, which initiates sootblower operations based on diminished heat transfer, meets the plant’s goal of reducing retract operations on Unit 2.
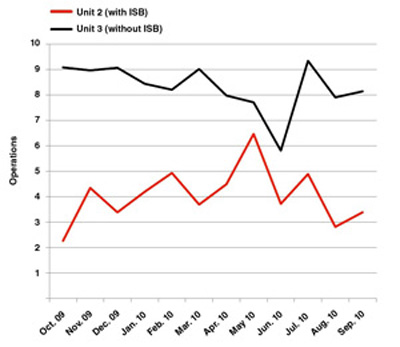
3. Comparison of retract operations per MW on Units 2 and 3, conducted over the same period as the wallblower comparison (Figure 1). Source: Diamond Power International Inc. and PacifiCorp Energy
Sootblower prioritization, an ISB feature, selects individual blower operations based on blower effectiveness. Each blower’s effectiveness is determined by its ability to restore lost heat transfer and time since the blower was last operated. Operating sootblowers based on diminished heat transfer and blower effectiveness results in sootblowing precision, meaning the operation of blowers in the needed locations. This results in fewer total operations (Figure 4).

4. This figure illustrates the reduction in retracts in the reheat section that resulted from using ISB. Unit 2 retracts operated through ISB, while Unit 3 retracts were operated manually. The data are from February 2010. The total number of retract operations for the reheat section that month was 28% lower on Unit 2, with 2,326 operations on Unit 3 and 1,664 operations on Unit 2. Source: Diamond Power International Inc. and PacifiCorp Energy
Not only were the number of sootblower operations reduced, but the distribution of retract operations also reflected improved slagging patterns on Unit 2. Looking at K5 and K6 operations in Figure 4, the reduction and redistribution of blower operations between Unit 2 and Unit 3 is most prevalent. K5 and K6, located on the left and right side of the boiler respectively, clean the bottom of the reheat pendant section. The right sides of the boilers have higher furnace exit gas temperatures and slag more heavily at the bottom of the reheater, which corresponds with higher retract counts for K6 (295 operations) than K5 (220 operations) on Unit 2. Unit 3 has a similar number of operations for both K5 and K6 (about 475 each). When operating manually (Unit 3), left and right blower operations are weighted equally. Similar observations can be made for each of the right and left side pairs of retractable blowers shown in Figure 4.
Tube Erosion Reduced
Ultrasonic tube thickness measurements were taken along the K5/K6 retractable sootblower path, historically the path with the highest erosion rate, during the springs of 2005, 2009, and 2010. Gemini nozzles were installed on the K5 and K6 retractable blowers during spring 2009. Because minimizing sootblower erosion is a plant goal, increasing impact pressures by upgrading to Gemini nozzles was a major concern. Annual erosion rates are calculated as the change in tube thickness (inches) divided by the change in time (years). The calculated tube erosion rates are illustrated in Figure 5. The average erosion rate dropped from 0.015 in/year to 0.009 in/year. The reduced sootblower erosion is a result of the tandem performance of the Gemini nozzles and the ISB system (both were installed spring 2009). The reduction in erosion rate meets the plant’s goal to minimize tube erosion and extends the projected life of the tube panels from eight years to 16 years (based on a four-year outage cycle).
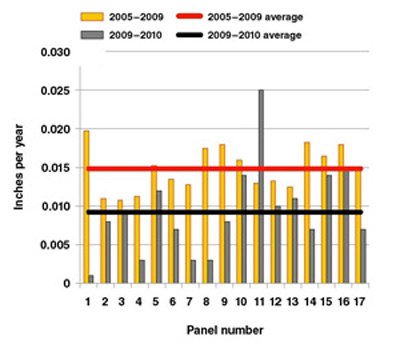
5. This chart shows erosion rates for the K5/K6 path of the platen superheat section. The average erosion rate calculated for 2009-2010 indicates an overall reduction from 2005 to 2009. Source: Diamond Power International Inc. and PacifiCorp Energy
It should be noted that erosion rates vary from tube to tube largely due to the inspection process. Tube metal thicknesses are taken by an inspector who is searching for the thinnest spot on a section of tubing, based on multiple readings and a visual inspection of the tube surface. Normally, the results are repeatable, but occasionally the thinnest spot is not located. This likely happened on Panel 11 during the 2009 inspection, because the panel showed a lower than average erosion rate for the 2005-2009 inspection interval and an erosion rate more than twice the average for 2009-2010.
Maintaining Boiler Performance
The first boiler performance goal of the Jim Bridger plant was to avoid boiler pluggage, measured in lost megawatts. No megawatts have been lost on Unit 2 due to boiler pluggage since commissioning the ISB system.
The heat rate metrics chosen to monitor boiler performance are superheat steam temperature, reheat steam temperature, and economizer gas outlet temperature. To measure the impact of the ISB system on these metrics, a comparison of before and after implementation of ISB on Unit 2 was made. There were no major surface area changes in the boiler or steam demand changes in the turbine, so there was no change anticipated in steam temperatures or gas temperatures caused by outage work.
Figure 6 shows the averages of the heat rate metrics before and after using ISB on Unit 2. Average economizer gas outlet temperature changed less than three degrees, which is the margin of error on the plant thermocouples. Overall, the numbers show an improvement in net unit heat rate. This met the plant’s goal of avoiding a heat rate loss.
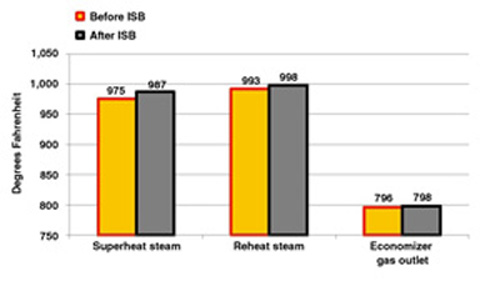
6. Unit 2 steam and gas temperatures at full load are shown. The "Before ISB" evaluation period was February 2008 through February 2009, before the spring 2009 overhaul. The "After ISB" evaluation period was October 2009 through October 2010, after the spring 2009 overhaul. The bars depict averages. Superheat and reheat steam temperatures both increased. Source: Diamond Power International Inc. and PacifiCorp Energy
Conclusions
Overall, implementation of the ISB system on Jim Bridger Unit 2 satisfied all the plant’s goals. Wallblower cycle counts increased, but they have not caused any sootblower erosion tube leaks. Retractable sootblower counts dropped, the distribution improved, and measured erosion rates decreased. There is also a lower risk of sootblower erosion boiler tube leaks in the pendant section. Boiler heat rate performance did not degrade, and there were no generation losses due to boiler slagging.
—Mike Hovious, PE is a regional engineer for Diamond Power International Inc., and Kevin Schiedler, PE is engineer lead/senior PacifiCorp Energy.