Of the three ways to comply with the Mercury and Air Toxics Standards for particulate matter (PM) measurement, using an optical PM continuous emissions monitoring system (CEMS) also delivers valuable side benefits, especially for units using wet flue gas desulfurization (FGD).
Editor’s Note: This issue was published before the June 29, 2015, ruling by the U.S. Supreme Court striking down the Mercury and Air Toxics Standards (MATS).
Wet flue gas desulfurization (FGD) systems create a challenging environment for Mercury and Air Toxics Standards (MATS) compliance measurement of particulate matter (PM). The presence of condensed water droplets as well as the injection of sorbents for SO3 and mercury abatement poses additional complications to the continuous real-time quantification of low levels of filterable particulate in these sources. Several PM continuous emissions monitoring systems (CEMS) on coal-fired wet FGD-equipped stacks at electric generating units (EGUs) also face the problem of generating upscale particulate concentrations for a PS-11 correlation test.
This article summarizes progress and the application experience of power generators using the PCME extractive light scatter wet stack PM CEMS to satisfy the PM requirement of MATS by citing experience and results from various FGD sources with and without selective catalytic reduction (SCR) and sorbent injection. Practical steps are shared for meeting the procedural requirements of PS-11, including seven-day drift test, Method 5 correlation tests, and quarterly Absolute Correlation Audits. The additional operational flexibility for a plant in using PM-CEMS as an alternative to opacity in start-up and shut down conditions is also discussed.
Regulatory Drivers for Particulate Monitoring
Continuous monitoring of PM in EGU stacks is typically done in the U.S. to comply with environmental regulatory requirements. These requirements are driven by one or more of the following:
■ Consent decrees with state or local regulators for compliance with PM emission limits.
■ Compliance Assurance Monitoring to fulfill Clean Air Act (CAA) Title V requirements.
■ In the case of wet FGD EGU stacks, relief from state and local opacity limits and associated reporting, because wet FGD devices are also particulate removal devices.
■ Compliance with PM emission limits in MATS.
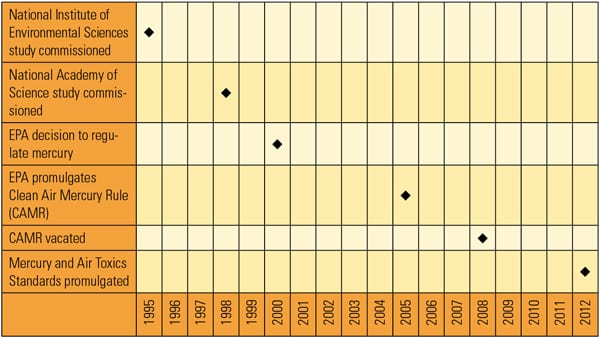
The last of these drivers, MATS, last revised in April 2013, establishes emission limits for various air toxics for existing coal-fired EGU sources. Embedded in the rule is employment of surrogates for pollutants for which continuous monitoring techniques are not widely established or deployed. For instance, filterable (solid phase) particulate has been shown to correlate with non-mercury hazardous air pollutants (HAPs) emission from EGUs. Continuous monitoring of particulate mass emissions from industrial sources with PM CEMS has been relatively common throughout the world compared to real-time hazardous metals continuous monitoring. Hence, the rule allows the use of filterable particulate reference methods (40 CFR 60 Appendix A Method 5, with deviations) as a substitute for the hazardous metals reference method (40 CRF 60 Appendix A Method 29) and use of PM CEMS instead of continuous non-mercury hazardous metals monitoring.
Ongoing MATS rule PM compliance is not limited to the use of PM CEMS. Indeed, there are three routes to verification of compliance with the MATS PM limits.
Quarterly Reference Method Testing: This option uses metals or filterable particulate mass methods.
Installation and Certification of a PM CEMS: Installation and certification are according to 40 CFR 60 Appendix B PS-11 and quality assurance as per Appendix F Procedure 2.
Installation and Operation of a Particulate Mass Continuous Parametric Monitoring System (PM CPMS) and determination of an operating limit. When the MATS final rule was initially promulgated in December 2011, it defined a new monitoring device, the PM CPMS. According to the rule, a PM CPMS:
■ Must be based on an operating principle based on in-stack or extractive light scatter, light scintillation, beta attenuation, mass accumulation detection of the exhaust gas, or representative exhaust.
■ Must have a cycle time (a period required to complete sampling, measurement, and reporting for each measurement) no longer than 60 minutes.
■ Must be capable of detecting PM concentrations of 0.5 mg/m3.
Since initial MATS final rule promulgation in 2011, the PM CPMS has found its way into other rules, such as the Portland Cement (PC) and ICI Boiler maximum achievable control technology (MACT). Some sources affected by the PC MACT have reportedly adopted the PM CPMS as an alternative to PM CEMS, and the difficulties associated with PS-11 correlation testing and have established operating limits as per the description in the rule.
The Technology
Altech PCME is one of very few companies with a proven technology that will provide reliable and continuous monitoring after a wet FGD.
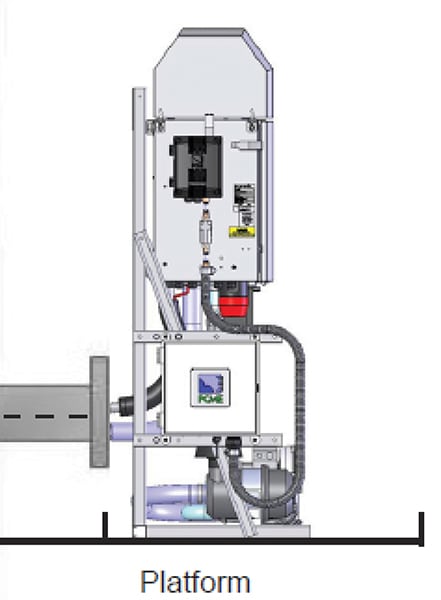
PCME has developed an extractive optical wet PM CEMS—the STACK 181 WS—based on the STACK 181, a light scatter instrument utilizing PCME’s ProScatter technology (Figure 1). This extractive instrument takes a representative continuous sample from the stack (under fixed flow or isokinetic conditions), heats it far above dew point, and evaporates any water droplets present to enable measurement of the particulate concentration by an optical technique. The approach overcomes the problem of interference from condensation and water droplets when using an in-situ particulate monitor after a wet process.
 |
| 1. The PCME STACK 181 WS. Courtesy: Altech PCME |
The PCME STACK 181 WS uses an eductor to extract a continuous sample from the stack via a probe. The sample flow rate is measured by a differential pressure technique and then controlled with a microcontroller and a variable speed pump, thus enabling flow to be set at a constant value or varied over a limited range in unison with a 4-20 mA or Modbus external stack flow meter signal.
The sample is kept at an elevated temperature as it transits a short length of heated line and passes directly into a heated vaporizing chamber to evaporate water droplets and elevate the sample temperature above the dew point. Within the vaporizing chamber, the sample flow becomes cyclonic to maximize the contact with the chamber wall and flash vaporize the water droplets.
The fact that the sampling system is powered by an eductor driven with an integrated sampling pump means there are no moving parts that contact the stack effluent (Figure 2). This reduces the possibility of blockage or contamination of the pump mechanism. Flue gas is returned to the stack by the same sampling port through which the sample is taken.
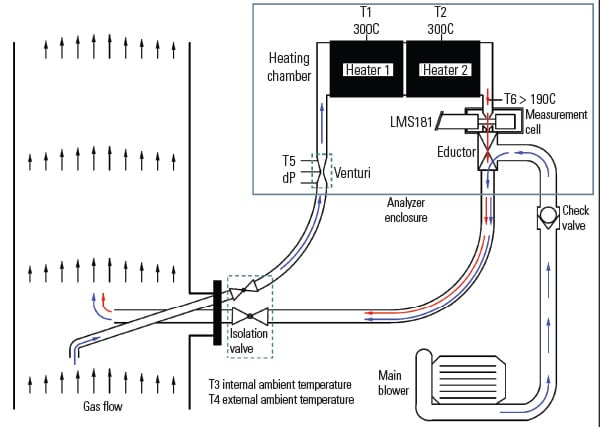 |
| 2. Schematic of the PCME 181 WS sampling system. Courtesy: Altech PCME |
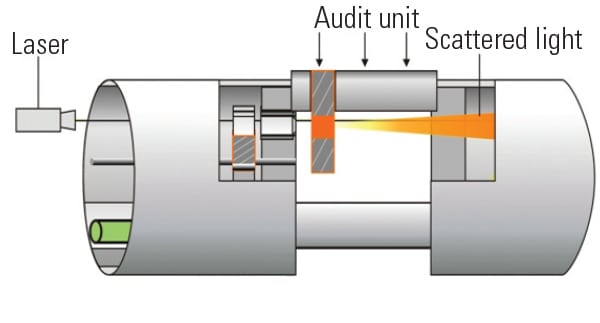
The key measurement part of the system is provided by the PCME ProScatter Forward Scatter particulate monitor (PCME STACK 181), which benefits from using a narrow forward angle of scatter that minimizes the effect of changing particle size and refractive index (Figure 3). While the calibration of the instrument is sensitive to different particle sizes, the instrument has reduced sensitivity compared to light scattering sensors using angles of scatter further from the angle of incidence. The instrument benefits from a powerful graphics user interface, suitable for the set-up and automatic control and measurement of the light scatter sensor, heater systems, and sample line flow.
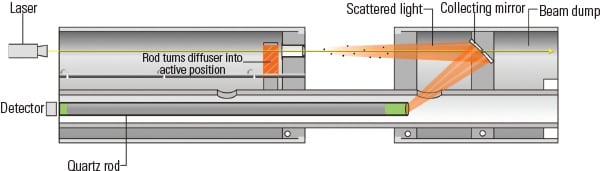 |
| 3. Scattered. The orange rod, shown here in the raised position, turns the diffuser into the active position. When the laser beam strikes a particle, these electrons will scatter through the sample within a defined area called the interaction volume. Source: Altech PCME |
The PCME STACK 181 Forward Scatter analyzer built into the wet stack system has automatic zero and span checks on the measurement instrument to ensure good quality measurements and to permit early diagnosis of any deterioration in system performance. Instrument self-checks automatically deploy a reference scattering body periodically in the measurement path, providing a full check of the instrument’s capability to measure scattered light.
The self-checks that the PCME STACK 181 WS employs are useful for complying with PS-11 calibration drift test requirements. PS-11 requires that a PM CEMS perform a daily zero and upscale calibration test and that as a part of the initial certification process a 7-day drift test must demonstrate calibration drift results within 2% of the upscale reference. Some field data supporting the PCME STACK 181 WS’s ability to meet this requirement can be found in Table 1.
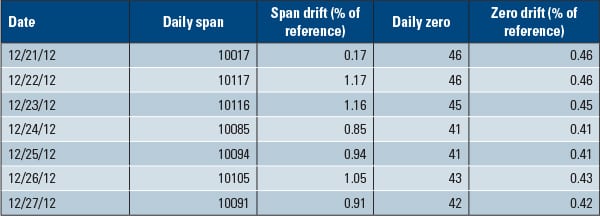 |
| Table 1. Drift data. This table shows 7-day drift data for PCME 181WS from an electric generating unit that uses wet flue gas desulfurization (FGD) (span reference of 10,000). Source: Altech PCME |
The STACK 181 WS was evaluated by TUV in 2011 for suitability as an Automated Measuring System (AMS) according to EN 14181 (Stationary Source Emissions: Quality Assurance of Automated Measuring Systems) and was found to be compliant. Approval to this standard for a particulate monitoring device involves lab and field testing of relative accuracy versus an isokinetic gravimetric Standard Reference Method (SRM) of two co-located devices as well as evaluation of measurement uncertainties associated with linearity of response to reference materials, ambient temperature, and line voltage variation.
Lab testing of response to dust was performed on a wind tunnel apparatus using a calibrated particulate injection device. The field test of the co-located instrument responses versus a gravimetric SRM, in this case EN 13284-1, was conducted twice at widely separated intervals in time on the exhaust stream from an industrial solvents manufacturing process in Europe with abatement that included a wet electrostatic precipitator (ESP) and a wet FGD. Figures 4 and 5 summarize the field test results.
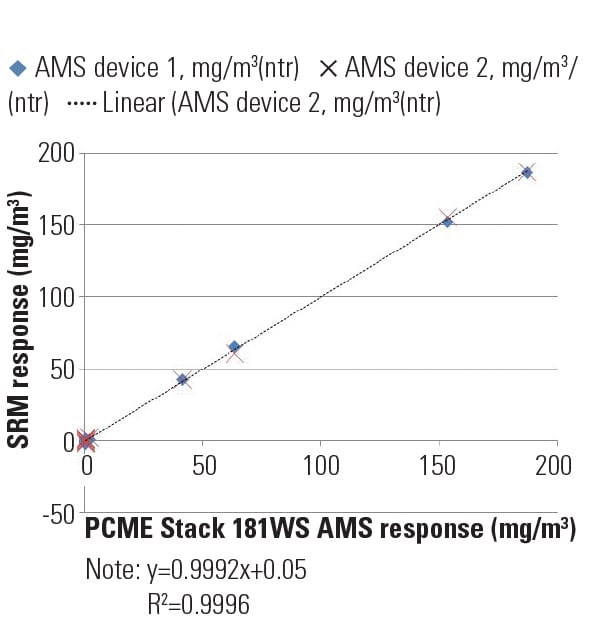 |
| 4. Field test 1. Courtesy: Altech PCME |
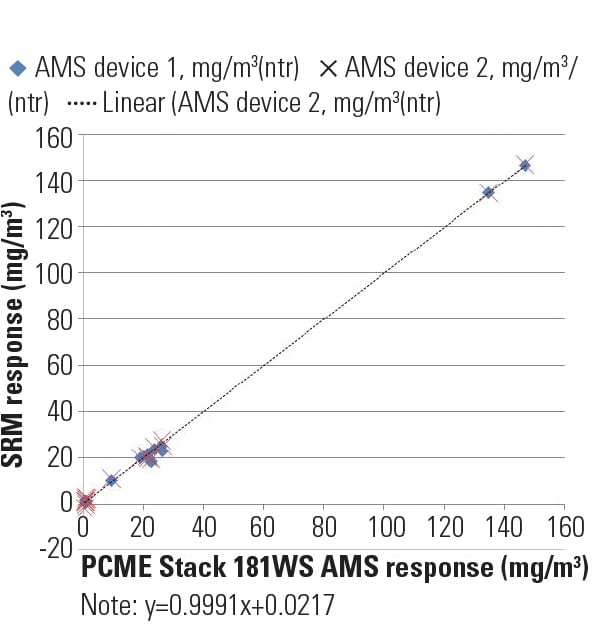 |
| 5. Field test 2. Courtesy: Altech PCME |
Response to reference materials was tested with PCME audit filters (see Figure 6). These reference materials are inserted in the optical path of the STACK 181 sensor and work by creating a controlled amount of light scatter that corresponds to a known particulate reading from the sensor. Audit filters can be used as quarterly audit materials for the Absolute Correlation Audit requirements in Appendix F Procedure 2.
 |
| 6. Audit filter inserted into PCME STACK 181. Courtesy: Altech PCME |
Effects of Wet FGD and Other Abatement Processes on PM CEMS
Although wet FGD is deployed primarily, as the name indicates, to remove gaseous sulfur, it can have ancillary abatement benefits:
■ Removal of oxidized mercury due its water solubility.
■ Reduction of particulate emissions.
The latter being germane to the scope of this article, a brief and general discussion of FGD particulate abatement mechanisms and their effects on PM CEMS and PS-11 correlation testing is in order.
The particulate removal process at work in most wet FGDs relies on impaction of the particle in question with a water droplet. Efficiency of such a process depends on the particle and droplet diameters and their relative velocities. Many wet FGDs have water droplets at least 50 microns in diameter, though designs with low liquid-to-gas ratios probably have much smaller droplets.
Although some newer sources incorporate fabric filters, most U.S. EGUs with wet FGD incorporate ESPs upstream of the FGD, so for brevity, only this particulate abatement technique will be discussed.
The volume weighted particle size distributions found at ESP outlets have volume means variously reported as between 2 to 3.1 microns, with a preponderance of submicron particulate on a number basis. As particles become smaller than 1 micron, their tendency to follow flow stream lines prevails over their momentum, thus they do not impact, and get absorbed by FGD water droplets efficiently at the typical relative velocities present. Hence, the particle size distribution at an FGD outlet usually skews toward the submicron from a number standpoint for scrubber designs with larger water droplets. Volume means have been difficult to know with confidence at wet FGD outlets due to limited empirical data.
What does this mean to PM CEMS installed on wet FGD? Because wet FGD are very effective at removing large particles, it is often difficult to create relatively constant particulate concentrations in excess of or close to the MATS PM limit, even when inlet opacity is relatively high, because most of the mass is due to the larger particles that FGD removes so well.
The 30-day average MATS filterable PM limit of 0.03 lb/MMBtu equates to a stack particulate concentration of 26.3 mg/Am3, assuming typical wet FGD stack conditions, to wit, a wet basis CO2 concentration of 11%, a stack temperature of 130F, a stack pressure of 1 atmosphere, and a fuel constant consistent with bituminous and certain common subbituminous coals.
It is not unusual for wet FGD stacks to have particulate concentrations of 5 mg/Am3 or less when operating normally provided post ESP sorbent injection is not in use. So to reach MATS limit values can require manipulating abatement processes so as to create particulate emissions many times those of nominal operation. This has sometimes been attempted by changing the number of FGD spray pumps, FGD absorber modules, or ESP banks in operation with varying degrees of success. Thus generating the widely separated particulate concentrations that satisfy PS-11 correlation test requirements and approach the emission limit can be problematic in wet FGD stacks.
Sorbent Injection for SO3 Control
Sorbent injection has been used in wet FGD plants to reduce SO3 concentration. A significant level of SO3 in the stack gas (10 or more ppm) is undesirable, as it can lead to visible, blue emissions that become evident as the vapor plume dissipates. It also can interfere with mercury removal processes by competing for activated carbon activation sites.
Two popular sorbents for SO3 abatement are calcium hydroxide (often called hydrated lime), which is usually injected at the FGD inlet, and trona, more typically injected prior to the ESP.
The type of sorbent injection may affect the flue gas chemistry and particle characteristics, and these need to be considered properly in relation to specifying a suitable PM CEMS or PM CPMS.
Extractive Optical Wet PM CEMS Use with Wet FGD
The PCME STACK 181 WS has been installed on U.S. coal-fired electric utility wet FGD stacks, some of which incorporate other abatement devices such as SCRs for NOx control or dry sorbent injection for SO3 removal, and some of which do not. Some typical data and experiences for these sources follow.
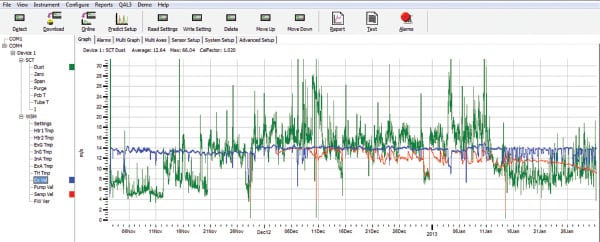
On one such stack that did not employ an SCR or sorbent injection, sampling velocity for the 181 WS was controlled by a 4-20 mA signal from the ultrasonic stack flow meter. As can be seen in the screen shot at the top of this article, data collected by the 181 WS control unit during December and January shows a decrease in the sampling velocity below that of the stack velocity command. This was caused by condensation in the sample line during cold winter temperatures.
Aggravating the sample line condensation problem was the grading of the mounting port, sample line, and probe (Figure 7). This was partially corrected by a new probe and sample line that compensated for the mounting port being installed with an upward instead of downward orientation. Also, sample line grading was improved somewhat by increasing the elevation of the 181 WS main enclosure. Finally, condensate accumulation was eliminated by removing a bulkhead that interfaced the internal and external sample lines and replacing it with a line that ran continuously from the sample probe to the vaporizer inlet.
 |
| 7. PCME 181WS installation on a wet FGD stack at a generating unit. Courtesy: Altech PCME |
When working with a dual-phase effluent stream containing water droplets, as is found in wet FGD stacks, it is very important that the sample line descend straight to the port with no bends and that it be installed with proper grading (at least a 10 degree angle and no flat spots) so that condensate does not accumulate. Figure 8 shows an optimal sample line grading and orientation, one where the STACK 181 WS enclosure is centered over the sampling port and the sample line has a considerable downward grade.
 |
| 8. Optimal grading. The STACK 181WS enclosure is centered over the sampling port, and the sample line has a considerable downward grade (10 degrees or more is ideal). Courtesy: Altech PCME |
In September and October of 2012 a PS-11 correlation test was conducted on the STACK 181 WS on this source. The results met the PS-11 correlation coefficient, confidence and tolerance interval criteria with linear, polynomial, and power models when evaluated with MATS PM limits (0.03 lb/MMBtu or 18 mg/Am3 given the 181 WS measurement conditions). See Tables 2 and 3 for results.
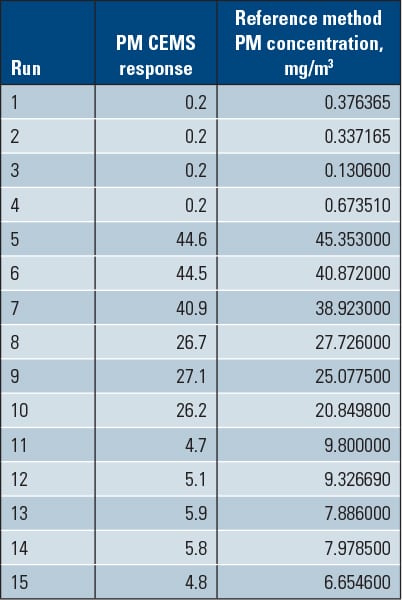 |
| Table 2. Wet FGD stack PS-11 correlation test data, Sept. to Oct. 2012. Source: Altech PCME |
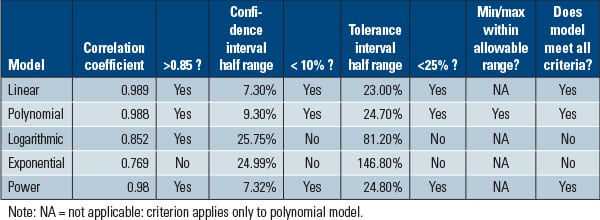 |
| Table 3. Wet FGD stack PS-11 correlation test models. Source: Altech PCME |
As per PS-11 the correlation must be established using the pressure and temperature measurement conditions of the PM CEMS, and the moisture basis must be consistent between it and the reference method (wet or dry). Thus it is important to understand and allow for the measurement conditions of the PM CEMS in question in order to meet the requirements of PS-11.
If the PM CEMS is an in situ analyzer, then the pressure and temperature conditions are the stack temperature and pressure and the moisture basis is usually wet. However, if the PM CEMS uses an extractive sampling system and is monitoring a wet FGD source, which was the case with the aforementioned 181 WS correlation test, then the pressure and temperature may be different than the stack conditions.
In PM CEMS like the 181 WS that extract a sample using an eductor and heat the sample to evaporate moisture droplets, the pressure at the measurement location is typically very close to stack pressure and the measurement is wet basis. Note that in this case the absolute stack pressure was somewhat lower than typically found at EGUs due to the elevation of the plant. Of greater significance was the 181 WS exhaust gas temperature at the measurement location (350F to 400F), which is much higher than wet FGD stack temperatures (typically around 122F) and must be taken into account.
Results from a Plant with Sorbent Injection
Given limited empirical particle size distribution data at wet FGD outlets, FGD removal efficiency versus particle size and the spread in the reported volume means of calcium hydroxide sorbent particles (one supplier reports this as 5.48 microns when measured with optical methods and 4.27 according to a measurement technique based on Stokes Law of Sedimentation, and another has published a volume mean from optical methods much like a coal fired EGU ESP outlet, that is to say 2 microns), it is not known how much the use of hydrated lime sorbent injection at FGD inlets influences particle size distribution at the FGD outlet. However, it is clear that PM CEMS instruments can detect sorbent carryover and may serve as a means to optimize sorbent use and minimize carryover based on data from wet FGD EGU stacks operating in this manner.
In one such plant the site had a PCME 181 WS PM CEMS providing real-time particulate data, though it had not yet been correlated versus a gravimetric reference method. Plant abatement included a seasonally operated SCR, an ESP, a wet FGD, and hydrated lime sorbent injection prior to the FGD inlet. Review of data from this site shows that when the hydrated lime injection was turned off on November 9, 2012, PM concentration as measured by the PCME 181 WS decreased by approximately 7 mg/m3 (see Figure 9). Load and flow velocity were steady during this interval, though opacity did decrease somewhat. However, other similar decreases in opacity that occurred during intervals with sorbent injection did not show decreases in PM readings from the 181 WS. This would seem to indicate that sorbent carryover was approximately 7 mg/m3, though the 181 WS had not been correlated to Method 5 yet, so its calibration was in question.
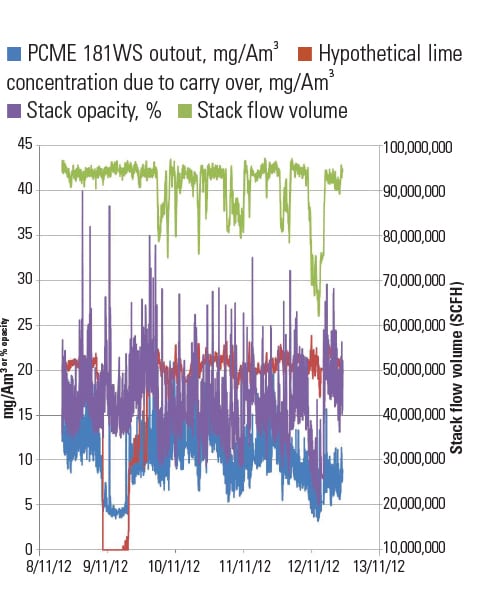 |
| 9. Opacity and flow data. When the hydrated lime injection was turned off on Nov. 9, 2012, PM concentration as measured by the PCME 181 WS decreased by approximately 7 mg/m3. Source: Altech PCME |
Recommendations
An optical PM CEMS can be applied to wet FGD stacks for meeting environmental compliance requirements created by consent decrees with state or local regulators, CAA Title V CAM plans, and MATS PM limits. PM CEMS may also be a way for a wet FGD EGU to gain relief from inlet opacity reporting requirements if local and state regulatory authorities are agreeable to the idea.
PM CEMS may also have process control benefits in wet FGD stacks that inject hydrated lime at the FGD inlet because they should be able to detect sorbent carryover. Finally, use of PM CEMS as a PM CPMS relieves a source from difficulties associated with creating elevated particulate levels during a PS-11 correlation test. ■
—John Brown (johnb@pcme.com) is PCME sales manager for Altech PCME.