Power plant operators, managers, and other professionals from across Southeast Asia met in Hong Kong in early November for the second annual Asian Sub-Bituminous Coal Users’ Group meeting, created to share information and best practices related to safety, handling, combustion, characteristics, and risk management of the fuel. This year’s co-hosts were CLP Power and HK Electric. The event was organized by the Powder River Basin Coal Users’ Group and TradeFair Group, which publishes POWER.
Presentations during the two-and-a-half-day event focused on boiler management and coal-handling best practices.
Danny S. Lau, engineer I (materials handling), with Hong Kong Electric Co., said a number of benefits come with the use of low–calorific value (LCV) coal, which includes subbituminous varieties. He struck a conference theme by saying subbituminous coal also presents a number of problems to users such as increased fire risk, coal spillage and fugitive dust, and generation unit derates. “These problems must be mitigated to prevent any catastrophic failure of coal-handling and combustion equipment,” he said. At the Lamma Power Station near Hong Kong, where he works, coal yard operations were reengineered and coal-burning equipment was modified to accommodate increased use of LCV coal.
Lau said the high moisture content of LCV coal adversely affects both pulverizer performance and the combustion process. As a result, mill inlet temperatures at the power plant were restricted to below 200C to minimize the risk of a mill fire when handling LCV coals. The mill outlet temperature also had to be lowered from 75C to around 60C to 65C. At the Lamma station, in-mill drying is the accepted method of preparing coal for pulverized fuel burning, and Lau reiterated industry standards of achieving a proper dryness in the coal by manipulating primary airflow and temperature.

|
| 1. Asian coal users’ confab. Delegates to the second annual Asian Sub-Bituminous Coal Users’ Group meeting in Hong Kong mingle prior to the start of a conference session. The meeting drew power generators from across Asia and North America to discuss the safe, efficient, and economic use of sub-bituminous coal by generating companies. Source: POWER, David Wagman |
These standards were achieved at the Lamma plant in part by modifying the mills. These modifications included installing a dynamic classifier, which helped improve the fineness of the pulverized fuel; installing a dynamic vane wheel to improve mill airflow; changing the separators to deflectors to minimize the accumulation of residual coal; and installing a mill inerting system to admit steam into the system in case of a fire.
In addition, the mill and the boiler were retuned to handle LCV coals in an effort to obtain optimal operation and system performance. The tuning involved adjusting the mill outlet temperature in accordance with a coal fuel ranking system. Under the system, bituminous coal with a calorific value between 7,800 and 6,380 kcal/kg was classified as “A,” high–caloric value subbituminous coal of between 6,380 and 5,800 kcal/kg was classified as “B,” low–caloric value subbituminous coal of between 5,800 and 4,600 kcal/kg was classified as “C,” and lower–caloric value subbituminous coal of less than 4,600 kcal/kg was classified as “D.” (Note that 1 kcal = 3.97 Btu and 1 kg = 2.2 pounds.)
Boiler control parameters were adjusted, depending on the classification of the coal being burned. For example, existing boiler control function curves had been set for high–caloric value coal (6,300 kcal/kg), but that practice resulted in an oversupply of combustion air when LCV coal was used. This had the dual effects of reducing boiler efficiency and increasing the coal flow. Lau said that Lamma station operators learned that, based on the tuning results, excess O2 could be trimmed 1% at full load and 0.5% at half load. This adjustment enhanced boiler efficiency and alleviated unit derating when LCV coal was burned.
Lau reported several improvements to plant operations as a result of the modifications. First, plant output increased when two types of LCV coal labeled “A” and “B” were burned. Following new settings that placed the mill outlet temperature at 70C, excess O2 at 3.2%, and the induced draft fan blade opening at 83%/77%, electrical output using coal A rose some 28.3 MW from a base of 322.4 MW to 350.7 MW. Auxiliary power consumption dropped by 0.31%, and boiler efficiency rose 0.79%. New settings applied to coal B combustion resulted in an increase of 17.3 MW from a base of 348.6 MW, to 365.9 MW. Auxiliary power consumption dropped by 0.74% and boiler efficiency rose 0.53%.

|
| 2. Korean coal connection. Sung-Won Ha (right), senior manager with Korea South-East Power Co., answered questions following his presentation at the second annual Asian Sub-Bituminous Coal Users’ Group conference, which was held in Hong Kong in early November. Source: POWER, David Wagman |
“The improvement in boiler efficiency was attributed to reduction in excess air as well as uplifting of mill inlet temperature,” Lau said. “The latter would increase the hot primary airflow, thus lowering the flue gas temperature and dry flue gas loss.”
Sung-Won Ha, senior manager with Korea South-East Power Co. (KOSEP) at its 3,340-MW Yeongheung power plant, said that as the use of subbituminous coal has increased, boiler combustion environments have grown worse. “It is very important that power plant companies develop a coal management program for operation and maintenance cost reduction and increased efficiency.” He said that for economical coal purchases, three cost factors should be considered: fuel cost, the operational cost for coal supply and flue gas draft systems, and maintenance costs for equipment malfunctions and replacement. “Economical coal management means coal selection and mixing to satisfy these three factors,” he said.
He said that around 40 coals arrived at the Yeongheung station during 2011 from sources that included the United States, Canada, Colombia, Russia, Indonesia, and Australia. A maximum of four different coals may be burned each day with caloric values that range from 3,760 to 6,600 kcal/kg, moisture content that ranges from 6% to 41% and sulfur content that varies between 0.1% and 1.2%. Use of the fuel led to several problems, including pulverized coal deposition on the coal pipe due to condensation, coal feeder outlet clogs also due to moisture, and excessive soot production. Broadly speaking, the plant faced challenges due to the variety of coals, their diverse characteristics, the frequency with which they were changed, and the possibility of receiving coal whose properties violated design parameters.
To help mitigate the problems, manage the coal diversity, and help the plant achieve steadily tightening environmental restrictions, an E-Coal Operation Management System (E-COMS) was devised. E-COMS focuses on coal sampling, coal unloading, coal handling, managing short-term and long-term coal stockpile trends, and coal yard inventory control. The approach considers at least 10 variables—such as coal rank, coal blending, boiler efficiency, maintenance costs, and auxiliary load—and seeks a balance among optimized coal blending, predictive combustion, and economic value.
“In order to improve the accuracy for the program, we made use of operation data in real time,” Ha said. “With this predictive data, coal blending can be made economical and eco-friendly.” He said E-COMS will be upgraded continuously so that it becomes even more of a more reliable and user-friendly program as it interfaces with other programs.
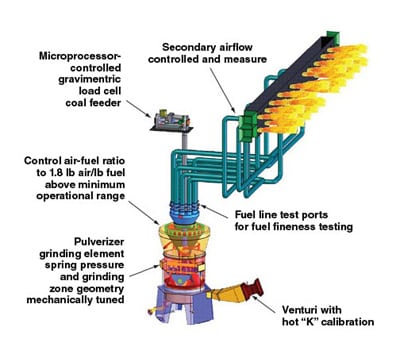
Richard P. Storm, president of Innovative Combustion Technologies Inc., said the pulverizer mills in a coal-fired power plant condition coal for proper combustion and deliver all of the fuel to the boiler. Because of this, the pulverizers are among the most important group of auxiliary equipment that affect unit reliability, performance, and capacity, as well as the ability to generate power economically.
The pulverizers also present a constant risk to safety, which is especially true when firing high–moisture content and highly reactive subbituminous coals. He said these coals are more prone to mill fires and puffs, largely due to the high heat required to dry subbituminous coal prior to combustion. The heat that is required is a product of the temperature and quantity of airflow at the mill inlet. Because subbituminous coal is 15% to 30% moisture, very hot mill inlet temperatures are required to dry the coal and achieve mill outlet temperature. In particular, temperatures can be hot under the yoke, but are quickly reduced once mixed with the coal moisture after passing through the throat. The temperature below the yoke is close to many subbituminous coals’ auto-ignition temperatures, Storm said. As a result, coal spillage into the wind belt under the yoke is a common cause of mill fires. Rejected coal quickly dries and ignites in the high-temperature, oxygen-rich environment.
Coal feed interruptions also are a potential source of fires, Storm said. In this case, raw coal supply is interrupted due to imprecise feeder control and stoppages above and below the feeder. With no supply of moist coal, the higher temperatures and air-to-fuel ratios present under the yoke migrate upwards into the grinding zone. This is also a risk in the case of mill trips or shutdown. Accumulations of debris or coal anywhere in the pulverizer also will increase the chance of a mill fire because accumulation and settling in the pulverizer components allow coal to dry and may lead to spontaneous ignition.
Storm said excessive airflow to the pulverizer provides an abundant source of air to combust ignition sources, including smoldering coal in the classifier, pulverizer, or raw coal under the yoke. Smoldering coal from the bunker reaches a point of deflagration as it travels through the feeder and moves into the mill. Smoldering coal, which has no access to oxygen in the tightly packed bunker, will suddenly be exposed to oxygen as it breaks apart in transit. That, coupled with a decrease in particle size, can compound the danger of a fire.
Storm said fundamental precautionary methods to reduce the chance of a pulverizer “puff” include the following:
- Ensuring that pulverizer airflow is adequate to facilitate stable transport of coal without settling in the burner but not excessively high to provide an abundant source of air for combustion in the presence of an ignition source.
- Taking all measures to prevent coal from accumulating or settling in any of the pulverizer components.
- Ensuring that raw coal to the pulverizer remains uninterrupted and controllable. This can be done through precise feeder control and minimizing stoppages above and below the feeder.
- Ensuring that no hot smoldering or burning raw fuel is anywhere in the pulverizer system. It is imperative that raw coal spillage into the under bowl area be prevented.
For more information on the Asian Sub-bituminous Coal Users’ Group, visit http://www.asiansbcusers.com. More information on the Powder River Basin Coal Users’ Group may be found at http://www.prbcoals.com.
—David Wagman is executive editor of POWER.