Measuring the level of flyash in your silos is not an easy task, in part because the flyash collected at one plant can be remarkably different from that collected at another plant, even if both fire the same coal. Such variability means that selecting the right instrument for your application is important.
Many independent factors affect flyash level instrument selection. Combustion processes, especially temperatures, can have a significant effect on the properties of the flyash collected by each plant. This means that every installation will have different requirements for a flyash level measuring instrumentation. In general, the important properties are weight of the flyash, size of the particles, dielectric constant (DC), temperature, and stickiness.
The DC of a substance like flyash quantifies the substance’s ability to polarize or store electrical energy and is measured against the dielectric of a vacuum. Every gas, solid, and liquid has a dielectric property. Every substance has a DC greater than one; flyash ranges between 1.3 and 4, depending on where you measure it and the fuel fired in the plant.
The DC of flyash is always changing, usually because of temperature and humidity. For example, the flyash in a collector bin close to a fabric filter could have a DC of 1.3, while the same ash 100 feet downstream, and at a lower temperature, could have a DC of 2. Flyash DC also will increase the longer it is exposed to ambient air, from which it absorbs some moisture.
Early Measurement Technique
Early flyash level measurement systems used mechanical techniques, and the specific density of the flyash determined the accuracy and reliability of the measurement. The process was simple: A weight was lowered on a cable or metal tape into the silo. When the weight touched the top of the ash in the silo, the electronics detected the slack in the cable or band, reversed the motor, and started counting the length of the tape, which indicated the free space in the silo. This approach was certainly robust but not particularly economic because mechanical systems required relatively high levels of maintenance as a result of operating in a dusty environment.
Ultrasonic Level Measurement
The next technology advancement was ultrasonic measuring devices. Industry experience was mixed. Some worked great, some worked intermittently, and some would not work at all when filling a silo.
Ultrasonic technology also uses the density of the flyash for deep measurements. A transmitter emits a sound wave that reflects to a sensor, and the distance to the top of the ash is calculated. The major advantage in using this technology, or sonic measurement in general, is that there are no moving parts, which makes them just about maintenance-free.
But challenges remain for accurate measurements in a dusty environment. Perhaps the biggest is getting the sound waves to pass through a thick dust cloud after filling a silo, because sound waves are deflected by the dust particles. In general, selection of the correct ultrasonic device should be based on the amount of flyash pneumatically conveyed, the density of the ash, and the shape of the particles.
The temperature of the ash could also become a problem as the speed of sound is a direct function of temperature. Also, the materials use to build ultrasonic sensors limit use of this technology in high-temperature applications.
Laser and Capacitance Systems
Laser and capacitance systems are used to measure ash levels but have also experienced mixed success. Laser light has difficulty passing though a thick dust, and the lens requires regular cleaning because the sticky dust quickly accumulates.
For capacitance systems, the electrical properties of the flyash need to be a constant because the level is dependent on the ash DC. If the DC changes, so will the measurement accuracy. For example, even a change in moisture in the ash can easily alter the measurement by 10% to 20%.
These measurement accuracy problems have led to new technologies that are proving to be much more reliable and accurate, although the DC of the particular flyash remains a very important parameter when measuring ash levels in silos.
The Newest Option: Radar
The newest technologies for measuring flyash in silos employ various types of radar. They use the DC of flyash to reflect more or less electromagnetic energy that’s emitted along a cable or rod (guided wave radar) or though the air (free space radar).
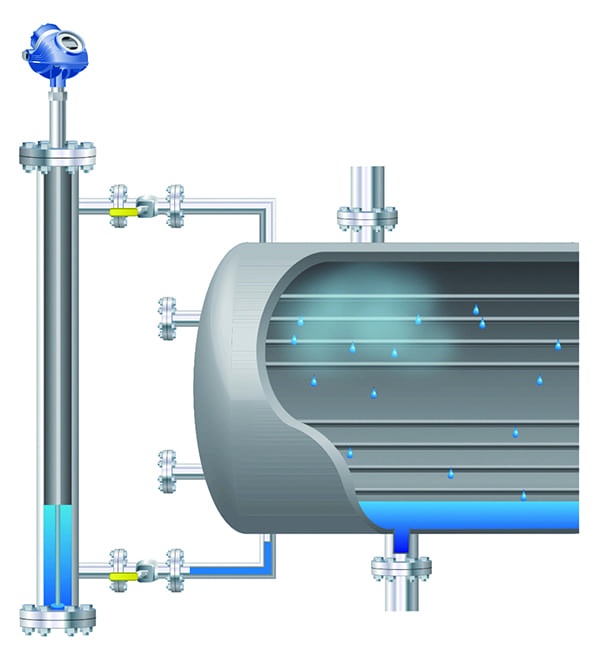
Guided wave radar. The Levelflex guided wave radar is a “downward looking” time-of-flight (ToF) system, which measures the distance from the probe mounting (at the top of the vessel) to the material surface level (Figure 1).

1. Typical guided wave radar installed on a power plant ash silo. Courtesy: Endress-Hauser Inc.
An electromagnetic pulse is launched and guided down a metal cable/rod, which acts as a surface wave transmission line. When the surface wave meets a discontinuity in the surrounding medium, such as a sudden change in the DC (from air to flyash), a portion of the signal is reflected back to the electronics, where it is detected and “timed.” The distance (level) is calculated by dividing half of the measured time (up and down the probe) by the speed of light. The portion of the signal that is not reflected travels on and is reflected at the end of the probe. This end-of-probe signal is used to create a redundant measuring signal and can determine the flyash level, although there is no reflection coming from the level itself. Light build-up of flyash on the sensor has no effect on the performance of guided wave radar.
This radar is very robust and can measure products like flyash with low DC. Flyash that is derived from burning heavy oil, however, has the tendency to stick to the rod or cable hanging in the silo and create heavy buildup. This heavy buildup will cause the radar signal running on the cable or rod to slow down and result in a less-accurate measurement. The maximum temperature in the silo or hopper is 540F for the guided wave radar system (Figure 2).
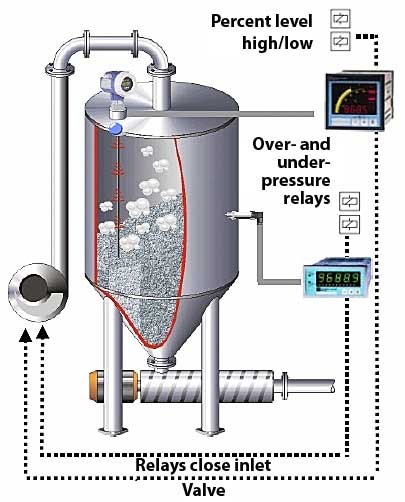
2. Typical controls used for an ash silo using guided wave radar for level measurement. Source: Endress-Hauser Inc.
Free space radar. Free space radar is also dependent on the portion of the radar signal reflected by the flyash in a silo. In general, flyash in storage silos has a higher DC (DC = 2) than in the collection hopper or bin close to the fabric filter, where the ash is still hot and not yet exposed to air. That makes storage silos a good place to use free space radar (Figure 3).

3. A technician programming an Endress-Hauser guided wave radar instrument on top of an ash storage silo. Courtesy: Endress-Hauser Inc.
The challenge for free space radar is keeping the horn or parabolic antenna more or less clean. It is very important to closely examine where the unit is mounted and select a location where the unit will avoid sticky flyash buildup.
Flyash derived from coal and waste burning does not have a tendency to stick. A simple purge connection facing the device is enough to keep the horn or parabolic antenna clean, especially when the horn is closed off with a Teflon-coated back or disk to prevent flyash from entering the antenna. Flyash derived from burning heavy oil or coal, however, sticks and, over time, can create so much buildup that the radar signal is blocked (Figure 4).

4. Purge air (blue arrow on left) can be used to keep instruments clean in environments where flyash may stick on the instrument. Source: Endress-Hauser Inc.
The benefit of guided wave radar over free space radar is that the operator can measure both in the storage silo and close to the collectors. The benefit of free space radar is that, with purge air and a properly located instrument, buildup of sticky flyash can be avoided.
Our team presented “Level Measurement in Fly Ash Silos” (PDF) at the May 2008 ELECTRIC POWER conference. The PDF provides additional application information for using guided wave radar technology for ash level measurement in the challenging conditions found in power generation facilities.
—Ravi Jethra (ravi.jethra@us.endress.com) is product marketing manager for Temperature/Data Acquisition for Endress-Hauser Inc.