Boiler tube failures (BTFs) are responsible for the largest portion of availability loss (about 4%) in the fossil boiler industry, and approximately 25% of all tube failures are due to fly ash erosion (FAE). An Electric Power Research Institute report indicated that the problem was being managed in U.S. utilities by maintenance activities that were put into effect each time a boiler was taken off-line. The cost of an individual repair was a small fraction of the forced outage cost, and therefore has been considered justified in the past. However, many forced outages continue to be experienced each year due to FAE, and in many cases, these occur at identical locations, indicating that applied solutions relieve, but do not cure, the problem.
Effective solutions have been available for more than 25 years that use flow-modifying baffles, solid and perforated plate, and expanded metal screens to redistribute flow to more uniform levels. The benefits of this approach have been demonstrated in many utility boilers worldwide.
Basic Relationships
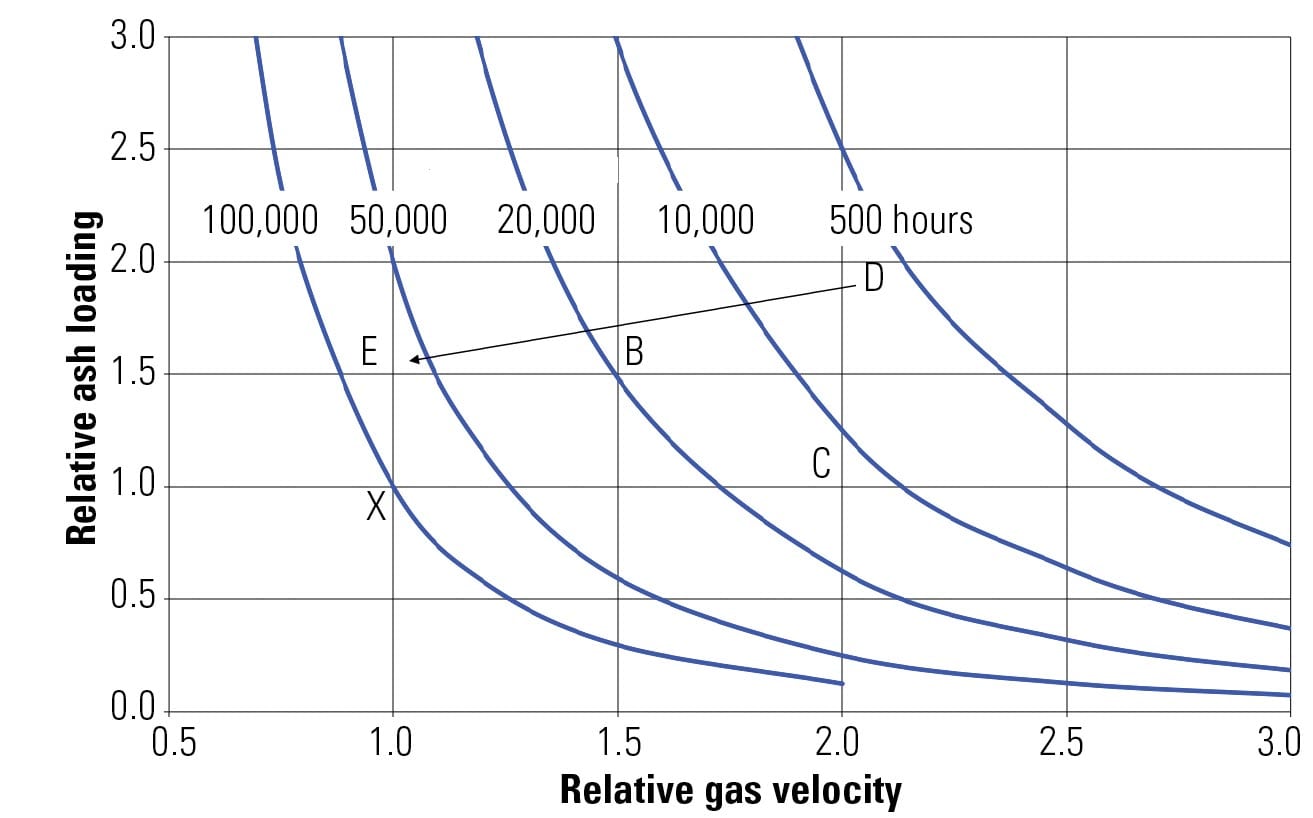 |
| 1. Hitting the wall. This chart shows the time to reach minimum tube wall thickness in hours under the given relative gas velocity and relative ash loading. The plot shows the basic relationship between the two parameters over which flow modification may be used to reduce local fly ash erosion potential. Areas with off-design conditions are identified by points B, C, and D, where local fly ash loading and gas velocity are above design level. Flow modification baffles can be used to lower both parameters and change local operating conditions to levels that increase the time to the minimum wall thickness, as shown by the arrow connecting points D and E. Point X represents tube design conditions. Courtesy: Drennan Engineering Inc. |
FAE in boiler pressure parts is the result of the combined effect of local ash loading and gas velocity, as well as a number of other fixed parameters. Figure 1 is an example of the relationship between ash loading, gas velocity, and time to reach the minimum wall. The base curve at 100,000 hours identifies a desirable operating range, which should produce few FAE-related BTFs over a span of 10 to 15 years of baseload operation.
The design condition is identified by the “X” in Figure 1, where ash and gas are distributed uniformly throughout the boiler. This should produce few FAE-related problems if the manufacturer designed the unit properly. Unfortunately, without the addition of flow-correcting baffles, flow is never uniformly distributed in an operating boiler. Cavity and bank design features, such as flow path turns, gaps between banks and sidewalls, and tube return bend areas, can encourage additional flow above design levels.
To illustrate a few of these out-of-design areas, letters on the figure identify where FAE may or may not be occurring due to local flow conditions:
- Point B represents areas near the horizontal bank side and rear wall gaps that may have both above-average ash and gas loading and may produce FAE rates five times greater than average conditions.
- Point C represents a misaligned tube exposed to in-bank lane flow that can result in FAE rates 10 times the design rate due to impact velocities as much as two times the design rate.
- Point D represents misaligned tubes or deflected flow in areas with above-average ash loading (rear corners) that can produce FAE rates 15 to 20 times above average conditions.
To reduce FAE potential at points B, C, and D, local flow conditions must be changed in a way that moves local operating conditions toward the base curve (the 100,000-hour line). This can be done with flow-modifying baffles and/or correcting off-design conditions such as tube alignment or reducing ash plugging. The blue arrow indicates the desired change direction, in this case from point D to point E. Both local ash loading and gas flow have been reduced with the addition of ash redistribution baffles upstream and local velocity-reducing baffles over the affected area.
Solution Methods
Systematic procedures for FAE reduction were developed in the 1980s. They included root-cause analysis to ensure proper identification of FAE, a means to measure gas flow distribution—the cold air velocity test—and standard baffle designs for fly ash and gas redistribution. In recent years, computer modeling has been added to calculate ash distribution, which provides additional critical information needed to develop an effective control strategy.
An effective solution to chronic FAE may include addressing non-flow-related issues, such as those related to design operation, erosive ashes, bank or cavity design features, ash plugging, assembly alignment, and asymmetric flow extraction for selective catalytic reduction or primary air systems. These issues would need solutions in conjunction with a well-designed baffle system to address the flow-related contribution to FAE.
Once FAE history and pattern are established, flow-related contributions are described from this point, leaving some of the secondary items mentioned above for a future discussion. A typical pattern for most units would be FAE within a few feet of the side and rear walls. Sidewalls tend to have more ash due to ash formation in the combustion zone for tangential-fired units and for all units during periodic wall cleaning, which can send an avalanche of ash through the backpass along the sidewalls.
 |
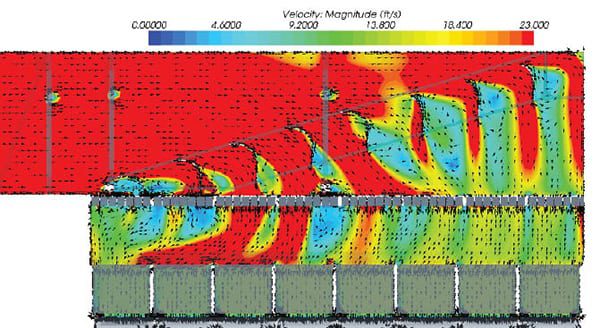
| 2. In search of the best baffle. Boilers with tight flow path turns can have a significant amount of flow separation to the rear of the unit, which causes serious FAE in areas highlighted by hashes. To reduce separation and lower FAE, two sets of flow-modifying baffles are shown that have significantly different results. The cascade arrangement (C) redistributes fly ash and gas in stages, but it does not provide an adequate solution for this type and size of boiler. In contrast, an angled baffle (A) spans the unit width and prevents much of the rearward flow separation and is the appropriate FAE baffle system for this unit. Source: Drennan Engineering Inc. |
Ash tends to separate toward the rear wall as flow turns into the rear pass, with separation increasing as the radius of curvature decreases. In Figure 2, the boiler cavity makes a tight 180-degree turn as flow leaves the front pass and enters the rear pass. Consequently, for this unit, there is a significant amount of ash and gas separation toward the rear wall, with significant FAE occurring in areas identified with hashes.
 |
| 3. Successfully controlling FAE. Relative FAE shows measured/calculated gas and fly ash distributions compared to the ideal, uniformly distributed flows. The baseline curve shows FAE distribution without flow-modifying baffles, indicating two areas of high FAE. The cascade baffle distribution shows an improvement in FAE near the rear wall but increased FAE in the center of the bank. The angled baffle distribution demonstrates what can be achieved with a properly designed FAE baffle system. Source: Drennan Engineering Inc. |
Figure 3 shows the relative FAE ratio at the top bank of the rear pass for three different conditions. This ratio is based on measured and computer model calculations for both ash and gas distribution at the bank inlet as compared to uniformly distributed flow across that plane. The baseline curve (original design without baffles) shows significantly elevated FAE in the center and near the rear wall due to flow separation. Both areas have elevated ash and gas flows in the maximum FAE areas.
Operational Results
Baffles (C in Figure 2) were installed in an earlier attempt to address FAE. This installation is a cascade arrangement that attempts to redistribute flow in stages. FAE was reduced at the rear wall, but unfortunately at the cost of increased FAE in the center of the bank. For smaller units (<400 MW), cascade arrangements deflect too much flow into the center of the bank. In larger units (>800 MW), there is more distance and time for deflected flows to dissipate before entering the bank.
The final arrangement selected for this unit was an angled baffle (A in Figure 2), which spanned the width of the unit and effectively acted as a set of ladder vanes. When flow encountered the baffle from the left (upstream side), it was immediately turned down toward the bank, which reduced much of the rearward separation. The resulting FAE ratio was vastly improved, peaking in the front section due to high approach flow near the front of the bank.
—John F. Drennen, PE (jdrennen@asheroision.com) works for Drennan Engineering Inc. in Windsor, Conn.