As the Chinese government lowers the particulate matter (PM2.5) limits to 5 mg/Nm3 or less in coal-fired power plants, wet electrostatic precipitators are one of the key environmental components utilities select to meet this requirement. Optimization of continuous water washing of electrodes allows lower-cost alloys to be used, reducing capital expenditures.
Wet electrostatic precipitators (WESPs) are especially suited to control filterable and condensable particulate matter less than 2.5 microns (PM2.5). In utility power plants, WESPs are used downstream of wet flue gas desulfurization (WFGD) systems as the final equipment in an air quality control system train. WESPs have proven to reduce particulate matter less than 5 mg/Nm3 and acid mist below 15 mg/Nm3.
WESPs differ from dry electrostatic precipitators (DESPs) in that they are designed to operate in saturated gas conditions, which affects design and operation. The high flue gas moisture helps to improve the resistivity of the particles, resulting in higher power level inputs to collect particles, higher velocities, lower treatment times, and smaller overall dimensions. Because WESPs collect acids, the construction materials used are more exotic and costly. It is not unusual for a WESP to use electrode materials such as Hastelloy C-276, or 6% molybdenum (Mo) alloys, while a DESP uses carbon steel.
Market Drivers
In China, the ambient air PM2.5 levels are much higher than the World Health Organization’s (WHO’s) recommended limit of 10µg/Nm3 or less (annual mean). In 2014, the 10th most polluted city in China had PM2.5 levels more than 10 times higher than the WHO standard.
According to the Beijing Municipal Environmental Protection Bureau, approximately 22% of the ambient air PM2.5 emissions in Beijing are from coal combustion. In response to this issue, the Chinese government is reducing the permitted PM levels of existing and new unit utility coal-fired plants in key areas to 5 mg/Nm3—the same levels as those of natural gas-fired applications. More aggressive targets are also being pursued in the more polluted coastal region, where the emissions limits are lower than 5 mg/Nm3. These requirements are resulting in a large demand for WESPs. There are hundreds of utility units that will need to meet PM2.5 limits of 5 mg/Nm3 or less within the next five years.
While not all units will be retrofitted with WESPs, it has become the most popular option to meet these low emission limits. Potentially other Asian markets, such as South Korea, may open up in the future, but the main source of demand is currently China. In the United States, PM and acid mist are controlled by a combination of spray dryers with fabric filters or dry sorbent injection with DESPs (or in some cases fabric filters) and WFGD systems. There are a handful of U.S. utility units that employ WESPs, but without a legislative driver, the U.S. utility market for WESPs is not significant. U.S. industrial plants focus on acid mist and/or particulate control, with alloy hextube designs being the WESP of choice because of the smaller design flow rates.
WESP Types
WESPs come in different orientations and configurations, with horizontal- and vertical-flow types being typical. The choice of which to use is usually driven by arrangement and cost. Plants with limited footprints usually use a vertical design because it takes less space. With no space limitations, the horizontal design is usually preferred as a lower-cost option.
Figure 1 shows a horizontal-flow WESP. Flue gas enters the WESP horizontally and flows through the gas passages, where the particulate matter and acid mist are negatively charged from the corona created by the discharge electrodes. The particulate and acid are then collected on the grounded curtains. The curtains or collecting plates can be 10 meters or higher.
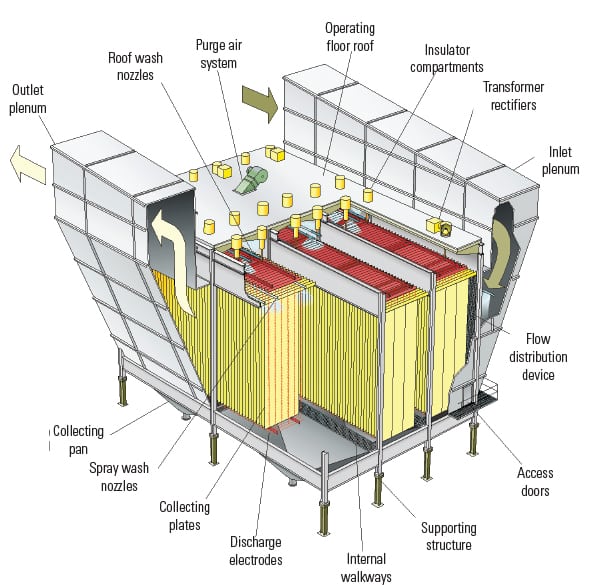 |
| 1. Horizontal flow. In a horizontal-flow wet electrostatic precipitator (WESP), flue gases move across collecting plates and particles are negatively charged by the electrodes. These designs tend to be less expensive than other arrangements. Courtesy: Babcock & Wilcox Power Generation Group |
In China, labor is inexpensive, while high-grade alloy is very expensive, especially if it must be imported. Hence, Chinese designs focus on reducing the amount of alloy used in the WESP and tend to use as much locally available materials as possible. Flakeglass lining of the WESP casings and some support beams are common. Alloy is reserved for the electrodes and critical structural supports.
Figure 2 shows a vertical-flow, plate-type WESP, which is integrated with a WFGD. In this example, gas flows up through the WESP. As with the horizontal-flow type, as little alloy as possible is used in Chinese designs. A second version of the vertical WESP is standalone and can be either an upflow or downflow design. The WESP casing can be square or round. Different shapes of collecting electrodes, such as hextube, can also be considered besides plate.
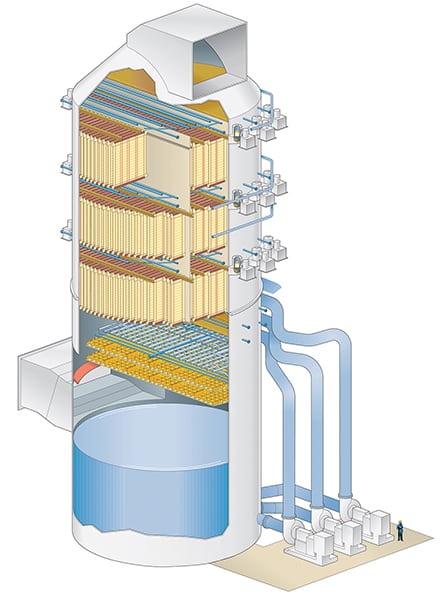 |
| 2. Vertical flow. In a vertical-flow WESP, flue gases can move up or down through the collecting plates. These designs have a smaller footprint but can be more costly depending on arrangement and wetted material selection. Courtesy: Babcock & Wilcox Power Generation Group |
Impact of Water Washing on Construction Materials
Water washing in a WESP is comparable to rapping in a DESP. In a WESP, the electrodes are cleaned of particulate matter and acid mist, as opposed to only dry particulate being removed from the plate in a DESP.
The two major WESP washing methods are continuous and intermittent. Continuous washing is most commonly used for horizontal-flow, plate-type WESPs. Continuous washing involves spraying fine atomized water in the gas passage or on the plate to create a film of water on the collector plate. This film will flow down, keeping the plate wetted to increase the pH and reduce the chloride concentration, which allows a lower-grade alloy, such as 316L or alloy 2205, to be used. Another advantage of a continuous washing system is the ability to keep the WESP energized at all times, which removes the need for oversizing, because the fields are not de-energized for washing as with an intermittent wash design. While a continuous wash can use more water than an intermittent wash, the wash water can be recycled. In this case, a caustic addition system is added as well as a purge stream that is sent back to the WFGD for use as make-up water (Figure 3).
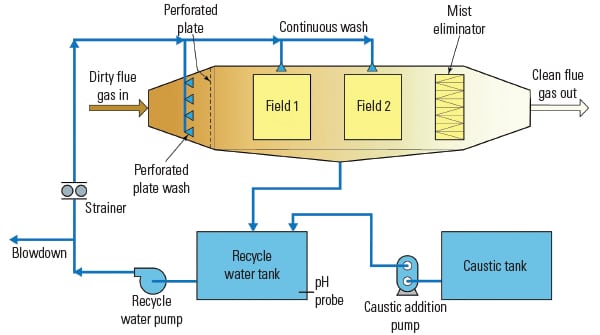 |
| 3. Recycling. Continuous washing can use more water, but a recycling system can be added to capture most of the wastewater stream for reuse. Courtesy: Babcock & Wilcox Power Generation Group |
Caustic addition is controlled by maintaining tank pH in the range of 5 to 7. The blowdown rate is set to control the chloride concentration and/or the total suspended solids in the system. It is very common to keep the blowdown rate to a reasonable level that does not affect the overall WFGD/WESP water balance at full-load operation.
Continuous washing is not commonly used in a multi-field vertical design, because droplets sprayed to coat the collecting surface will be re-entrained into the flue gas and can be suspended in the collecting zone. This causes excessive sparks, which decreases WESP performance.
Intermittent washing can be used on both vertical and horizontal WESP configurations. The wash system is activated every shift for the front fields, and every 12 to 24 hours for the later fields. The wash system is sectionalized with the electrical fields because the transformer/rectifier (T/R) set needs to be turned off during washing. This is because the electrodes are washed with a high flow of water to clean off the particulates and any acid that has been collected, and keeping the T/R set on will result in excessive power loss from sparking as well as droplet carryover.
Because the electrodes are washed infrequently, acid buildup and chlorides from WFGD carryover result in a very corrosive environment on the collection plates. Thus, this combination requires the use of expensive alloys such as 6% Mo or Hastelloy C276/C22 in the front fields. Water is typically drained back to the WFGD or can be recycled, similar to Figure 3 above.
With intermittent washing, the pH inside the WESP can fall below 1 with chloride concentrations of 10,000 ppm or higher, and under-deposit corrosion can form in areas where build-up occurs. Continuous washing, by contrast, keeps the pH high (>5) and the chlorides low (<1,000 ppm), which means less-corrosion-resistant grade alloys can be used. These low-grade alloys, 316L and alloy 2205, can be one-third the price of Hastelloy C276/C22 and half the price of 6% Mo alloys.
Conductive fiberglass reinforced plastic (CFRP) is also being considered as a substitute for alloys in the Chinese market. This is used in a hextube design and, while corrosion resistant, it is more susceptible to the formation of holes due to its low resistance to electrical arcing. Currently, there is limited long-term operating data of CFRP in the Chinese WESP industry to fully understand its material life.
Continuous washing of horizontal WESPs is not a new concept. It has been employed for many years with varying degrees of success, but one of the main problems with past designs was the use of excessive wash water rates. While it is understandable to be conservative because a lower acid-resistant grade material is being used, excessive water in the WESP will dampen voltages and power in the WESP, resulting in degradation of performance.
Estimated Capital Cost Savings Using a Continuous Wash
The collecting electrodes are a significant portion of the WESP cost. For a typical 316S collecting electrode design, they can account for about a third of the total. For illustration purposes and using 33% as a base case (with 316L as the collecting electrode material), the approximate cost savings relative to other materials are shown in Table 1.
 |
| Table 1. Cost savings using a continuous wash system and 316L SS collecting plates. Alloy 2205 pricing is based on Chinese data while the other material cost is based on U.S. pricing from 2/2015. Source: Babcock & Wilcox Power Generation Group |
As shown, the cost savings can be large. In a very competitive market such as China, it is essential offer the most cost-competitive design.
Water-Wash Bench Testing
Recognizing the need to optimize a continuous-wash system on horizontal WESP designs, Babcock & Wilcox Power Generation Group (B&W PGG) funded an ambient-air, bench-scale, water wash test program. This bench test evaluated nozzle types, flow rates, and nozzle locations with and without airflow while energizing the system. Two variations of a rigid discharge electrode (RDE) were also tested. Voltage-current (V-I) curves were developed for each case to develop baselines for evaluation. The target of the bench test was to meet 60 kilovolts (kV) with the water wash on, as this voltage level provides maximum WESP system performance.
Prior to the test, some historical data was evaluated. In the 2000s, B&W PGG started a program on continuous water washing of WESPs. Testing showed excellent coverage on the collection plates but indicated that further power optimization was needed. While this issue was recognized at the time, further testing was not completed because of the contraction of the WESP market in the U.S. The information learned from this initial test was applied to develop the test bench.
The bench test setup consisted of a two-gas-passage system with three collection plates and two discharge electrodes in each gas passage. The collecting and discharge electrodes were made of stainless steel. Water wash sprays were located in the middle of the gas passage, with two on the top and one at the front leading edge. Hollow-cone and flat-fan-tip water sprays were evaluated. Testing was completed with and without airflow, and a three-phase power supply was used.
The first nozzle tested was the flat-fan-tip spray-pattern type, with airflow. When water was introduced, the V-I curve shifted such that more current was observed at the same secondary voltage point. For example, at 50 kV the no-water condition had a current of 4.2 mA, but when water was introduced, the current increased to 5.6 mA. This simulates the difference between a WESP and DESP and how fine water droplets improve power.
During the testing, the coverage on the plates was visually observed and mapped to ensure proper coverage. Further results show there was no difference in testing top sprays, only versus a combination of top and leading edge front sprays (Figure 4). Though coverage on the bench test was fairly consistent, extrapolating this data to a 10-meter-tall plate is not as straightforward, because both a top and leading edge spray will be required. The testing was optimized such that ~60 kV was attained as well, which met the target of the test.
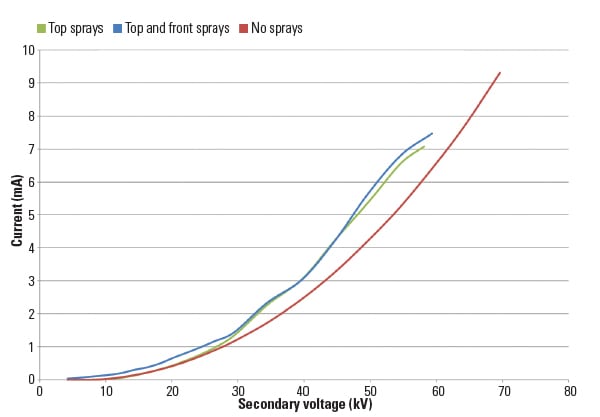 |
| 4. Flat fan tip. Water spray improved current, and the addition of spray locations maintained high current. Source: Babcock & Wilcox Power Generation Group |
After optimizing the flat-fan-tip nozzles, hollow-cone spray-pattern nozzles were tested. During this round of testing, alternate discharge electrodes were also tested to see if there was any effect. A summary of the hollow cone spray pattern nozzle tests is depicted in Figure 5, with airflow.
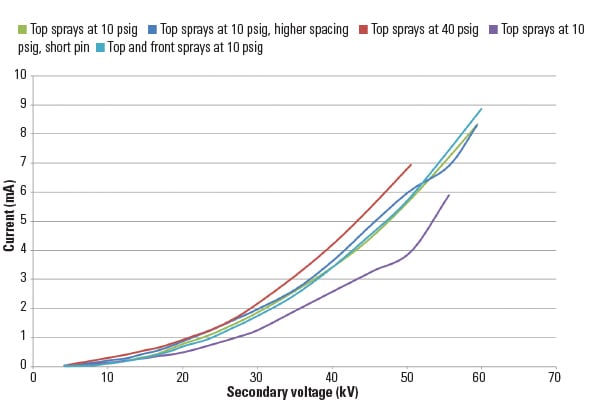 |
| 5. Hollow-cone pattern. Testing showed additional spray locations kept high current. Too much water flow caused excessive sparking, which impacted power. Source: Babcock & Wilcox Power Generation Group |
A few observations can be noted. First, the high-flow case with the nozzle running at 40 psig caused the system to spark at 50 kV, compared to the 10 psig case, which could achieve at least 60 kV. Second, the spacing of the nozzle above the collector plates did not cause a shift in the V-I curve. The visual results indicated that higher nozzle spacing improved the actual coverage on the plate because the nozzles need some distance to form the proper spray pattern.
Further testing indicated that when using only a top spray, versus the top and leading-edge front sprays, there was no effect on the V-I curve. More importantly, there was better plate coverage using the top and front sprays. Lastly, a short pin on the discharge electrode did not perform as well as a long pin. This was unexpected because the water droplets were of sufficient diameter to avoid affecting performance, but it’s interesting to note for any future testing.
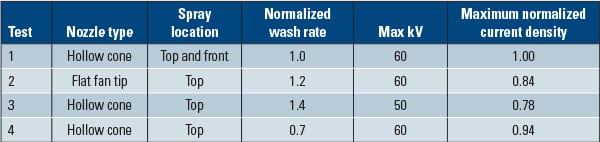
A summary of the major test results is shown in Table 2.
 |
| Table 2. Summary of water washing test results. Source: Babcock & Wilcox Power Generation Group |
Because using a top and front spray is the base system design and gave the best spray coverage, Test 1 was chosen as the base case to normalize the data on both wash rate and current density (µA/ft2). Test 2 used the flat-fan-tip nozzle, with the wash rate slightly higher, and while the current density was 84% of the base case, the voltage target of 60 kV was met. This test was deemed a success. Test 3 had a 40% higher wash rate, but the voltage was affected such that the power level was 78% of the base case. Test 4 used an even lower wash rate. It met the voltage requirement and power levels were high, but coverage was a concern for the length of a full-scale plate. The project was deemed a success, as the relationship between water washing and ESP power was confirmed. The process can be further optimized based on these findings.
The Path Forward
Continuous water washing of electrodes is a way to reduce the corrosion-resistant grade of alloy used without compromising on the operating and maintenance of the unit, and thus provide a lower capital cost WESP. The water-wash bench test program was successful in determining the relationship between power and flow rate. The next step is to optimize the process design on the full-scale pilot plant. Tests are planned for this summer. The full-scale unit is 10 meters tall with two gas passages and will be energized with airflow. ■
—Anthony Silva is an advisory engineer, Albert Moretti is a licensing manager, and Chung-Yi ( Tommy) Liu is an engineer, with Babcock & Wilcox Power Generation Group Inc.