Putting a HALT to Hazardous Hopper Maintenance
Those responsible for the operation or maintenance of thermal plant boilers know there is nothing trivial about hopper ash buildup. At a minimum, plugging can lead to decreased output, unscheduled maintenance, and lost revenue. Safety is a concern—ash cleaning can result in serious, sometimes fatal injuries.
Plant management wants to increase productivity, maximize equipment investment, become more sustainable, improve the bottom line, and ensure safe working conditions. Failing to reach some of those goals may not be a life-or-death situation, but worker safety can be just that.
Today a system is available to monitor ash buildup that allows plant personnel to anticipate plugging, while providing the information to safely clean and troubleshoot hoppers (Figure 1). This technology is helping thermal boiler plants take a big step toward keeping operators and maintenance personnel out of harm’s way, while at the same time keeping equipment running clean and efficiently.
 |
| 1. Controlling ash hopper issues. A buildup of ash in a thermal plant’s ash hopper can lead to decreased plant output. It also can require unscheduled maintenance and result in plant downtime. Safety is a concern when cleaning the ash hopper, and plant managers need ways to anticipate problems with the equipment. Courtesy: Integrated Test + Measurement (ITM) |
Controlling Hopper Blockages
Power plants regularly face hopper blockages that slow operations, cause costly downtime, or put workers in danger. Examples include:
■ Hazardous ash clouds released from the hopper when hatch doors are opened.
■ Hardened ash deposits that cannot be remediated.
■ Silo blockages due to moisture content.
■ Heavy ash buildup in hoppers.
■ Ash deposits that have hardened on the furnace floor.
The primary catalyst for these and other problems is the temperature difference (Figure 2) between the hot ash and the hopper’s inner wall. As a section of the wall cools, ash will collect on the cooler surface. This in turn promotes further cooling, accelerating ash accumulation.
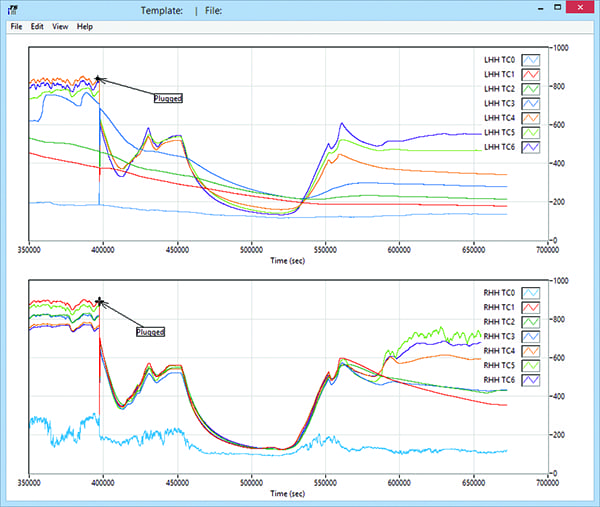 |
| 2. Historical temperature graph of bridging in an ash hopper. This temperature graph indicates plugging in an ash hopper, as shown by the temperature difference between the hot ash and the hopper’s inner wall. As a section of the wall cools, ash will collect on the cooler surface. This causes more cooling, speeding the accumulation of ash. Courtesy: ITM |
To compound the situation, the ash solidifies as it cools, and over time will require extensive manual removal efforts. The operator can engage a hopper heating system to heat the surface or use other methods to attempt to dislodge ash deposits. While these steps can prolong operations, ash buildup will eventually reach critical points, rendering shutdown and manual cleaning inevitable.
Safety Hazards
Employee burned while cleaning hopper. Employee engulfed in hot ash. Worker burned by hot fly ash in collection hopper. Worker suffocated by ash while cleaning hopper. These examples, documented by the U.S. Labor Department’s Occupational Safety and Health Administration, are just a few of the situations caused by ash buildup.
If your job includes clearing a clogged hopper, you have probably reached for the hatch handle on more than one occasion with a sense of heightened anxiety. You’ve heard the warnings, read the reports, and might even know someone who has been burned or otherwise injured from ash, and you’ve likely had a few close calls yourself.
Ash can contain excess unburned carbon and the sudden injection of air or change in pressure can ignite the ash. Similarly, built-up ash can quickly collapse, bringing tons of ash down on maintenance personnel without warning. Each year boiler operators and plant maintenance personnel are needlessly injured, severely burned, and even killed by the effects of accumulation of hot ash. These incidents are completely avoidable.
Equipment Performance
Plants in general, and power stations in particular, are under constant pressure to provide uninterrupted service and maximize efficiency. Hopper ash buildup can negatively impact both. Ash accumulation generally takes on one of two forms, often referred to as bridging and rat-holing. Bridging occurs as an arch forms over the outlet; rat-holing is when material empties out through a flow channel above an outlet.
Regardless of the name or form it takes, ash buildup will plug a hopper and present problems. In addition to bringing operations to a halt, this buildup can result in long-term structural damage. Ash is abrasive, frictional, and quite heavy when compacted. The sliding and impact of falling ash within the hopper and against wall surfaces causes damage that requires maintenance, patching, or replacement.
Milford, Ohio-based Integrated Test + Measurement (ITM), a provider of structural test and measurement engineering software, systems, and related services, recently introduced its Hopper Ash Level Thermocouple (HALT) system. HALT is a real-time preventative maintenance and safety tool that monitors ash buildup within the hopper.
The HALT system detects plugs, provides preventative maintenance feedback, improves process control, and provides closed-loop control to automate wrappers, vibrators, and blowers. It promotes operator safety and reduces operating costs.
The system consists of a stainless-steel enclosure housing an industrial controller (Figure 3) and a series of industrial-grade thermocouple sensors installed along the hopper wall. When ash is managed efficiently and the hopper is clean, the green light on the HALT system is lit. As buildup begins, the sensors become insulated and the temperature lowers. At the same time, these sensors provide a read-out of the levels where buildup is occurring. This allows the operator to know where and to what extent buildup is present.
 |
| 3. The controller. The Hopper Ash Level Thermocouple (HALT) system includes a stainless-steel National Electrical Manufacturers Association (NEMA) Type 4X enclosure housing an industrial control box, with status indicator lights that signal when a hopper is clean or when buildup is occurring. Courtesy: ITM |
At the operator level, the headless system architecture (Figure 4) automatically provides basic feedback pertaining to the status inside the hopper in real-time via a quick-to-read light system. A green light indicates normal operations. A yellow light indicates a system condition. A red light indicates that the hopper is plugged or is in the process of plugging, a situation requiring immediate attention.
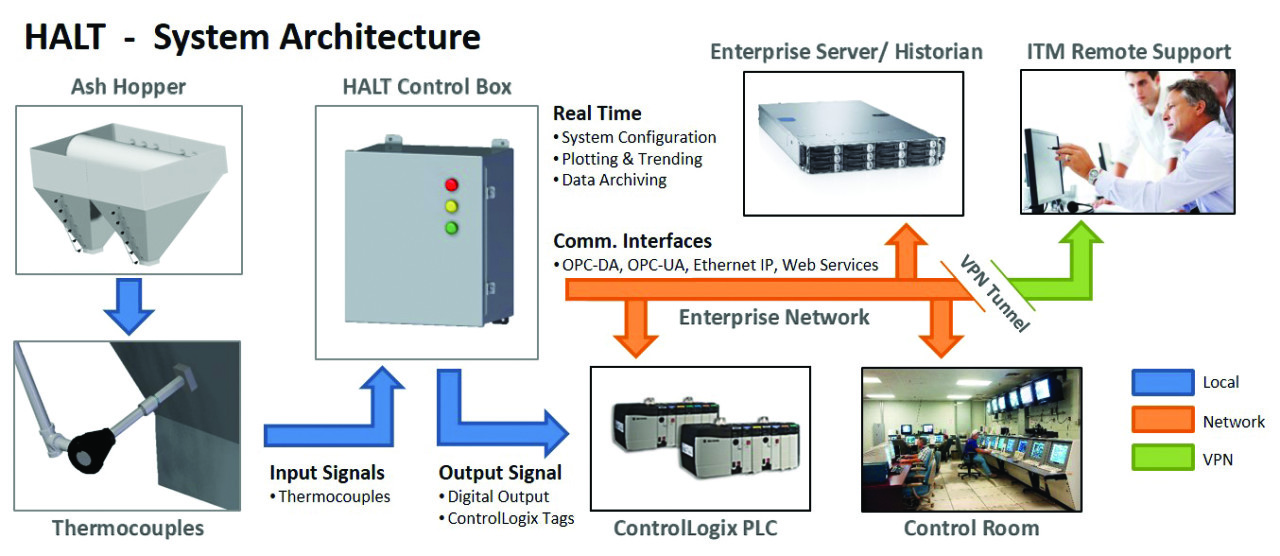 |
| 4. System architecture. The HALT’s system architecture sends detailed data from the control box across the enterprise network, enabling examination by the plant’s engineers and management. Maintenance or troubleshooting operations can then be planned. Courtesy: ITM |
At the same time detailed data is transmitted to the plant’s historian for engineers and management to examine. Having access to this information provides an understanding of the exact conditions and potential safety hazards within the hopper at any given moment. Maintenance or troubleshooting operations can be planned accordingly. Plant engineers can also use the historical information about the individual performance of each hopper to schedule maintenance or take other precautionary steps well in advance.
System Features and Components
ITM’s HALT system provides real-time feedback as to the status of ash buildup within thermal boiler hoppers. There are seven thermocouple sensors per hopper (Figure 5), six on the hopper and one on the discharge pipe. As ash levels increase, the operator is alerted to take necessary maintenance steps. At the same time, plant personnel are alerted to potentially hazardous safety conditions, which allows all precautions to be taken prior to initiating maintenance or troubleshooting activities.
ITM’s HALT system has several features and components, including:
■ A stainless-steel National Electrical Manufacturers Association (NEMA) Type 4X controller enclosure with standard 16-channel Type-K thermocouple capacity.
■ Real-time controller for processing and remote input-output.
■ Hopper ash level thermocouple measurements up to 1,260C.
■ Hazardous condition warning outputs with local status indicator lights.
■ Typically, seven thermocouple sensors per hopper.
The real-time controller and configuration software allows this system to utilize a variety of communication protocols including OPC, Ethernet/IP, and Modbus connections. The software features real-time trending and plotting, as well as triggers for alarm events to alert operators to the extent of buildup before they even initiate troubleshooting. The system can also provide closed-loop control to automatically trigger vibrators, wrappers, and blowers when ash begins to accumulate.
More than an inconvenience, a plugged hopper has a direct and measurable impact on boiler efficiency, productivity, and safety. Thermal plants of all types and sizes take ash buildup and hopper cleaning very seriously; some are mandating adoption of ash level monitoring technology by the end of the decade. The results will be improved output efficiency and a big step toward ensuring worker safety.
—Mark Yeager is an engineer and lead programmer for Integrated Test + Measurement (itestsystem.com).