Practical Considerations for Converting Boilers to Burn Gas
The enormous reserves of natural gas at comparatively low prices and increasing regulatory pressure to reduce emissions from coal-fired generation combine to make natural gas today’s fuel of choice. What happens to existing coal-fired plants? The preferred solution is to “refuel” with natural gas.
Many utilities have taken advantage of relatively low-cost natural gas to address environmental pressures and upgrade their power generation portfolio in one of three distinct ways—replace, repower, or refuel.
A common approach has been to shutter an existing coal-fired plant and “replace” it with a new high-efficiency combined cycle plant. Another approach is to “repower” an existing coal-fired plant. A typical repowering project retires the coal-fired steam generator but retains the steam turbine portion of the plant. Combustion turbines and heat recovery steam generators provide the replacement steam (see “Repowering South Mississippi Electric Power Association’s J.T. Dudley, Sr. Generation Complex” in the August 2013 issue). Repowering should cost less than building a new combined cycle plant but the thermal efficiency will also be less. The third option is to “refuel” the existing plant with natural gas. The advantages of this approach are very low capital cost compared to the other two options, minimal impact on the existing firing system, fast implementation, and the fuel flexibility offered because the coal-firing option can often be retained.
Refueling a boiler from burning coal or oil to natural gas impacts the entire boiler gas path, from the forced draft (FD) and induced draft (ID) fans to combustion stoichiometry and combustion air requirements. On the steam side, the changes in combustion product temperature, quantity, and composition affect the velocities and heat absorption within the furnace, superheater, and economizer sections and thus steam flow and temperature. If a boiler fuel switch is in your future, the first step must be a comprehensive feasibility study that evaluates gas- and steam-side boiler modifications and the impact of those changes on boiler emissions, heat transfer, boiler efficiency, steam production and superheat temperature.
Modern natural gas burners are capable of burning natural gas cleanly and completely. Due to its absence of sulfur, atomic nitrogen and ash, natural gas combustion produces significantly fewer emissions of NOx, CO, sulfur compounds, and particulates than coal or oil.
Power Boiler Modifications
Power boilers, typically from 10 MW to 800 MW in capacity, usually have multiple burners arranged one of two ways: wall-fired or tangent-fired (also called corner-fired). The wall-fired approach features multiple burners on several levels, usually on the front and back boiler walls. The tangent-fired arrangement has burners located in each of the four corners of the boiler, often in multiple levels. The four burners on each level are designed to fire in unison, creating a swirling combustion zone (commonly referred to as the “fireball”) in the center of the furnace. In order to control superheat temperatures, the tangent-fired configuration can tilt burners up and down in unison, thus moving the flame up or down within the furnace.
Wall-fired burners are typically round. They can be fired from a single wall or can be placed on opposite walls and can be arranged on a single level or multiple levels. Wall-fired burners have integrated registers or dampers to balance air to each burner and to isolate burners that are not firing. These mechanisms help ensure that each burner has the design fuel-to-air ratio under a range of operating conditions. Existing burner assemblies can often be modified to add natural gas without necessitating a full burner replacement, thus allowing co-firing capability with the original fuel (coal and/or oil).
In many cases existing burners can be modified to accept a low-NOx natural gas burner manifold. This approach permits reuse of existing burner dampers and actuators, windbox dimensions, mounting plates, and throat configuration, which significantly reduces installation cost and time. Even when the register must be replaced, front wall pressure parts are usually not required to convert a coal or oil burner to natural gas (Figure 1).
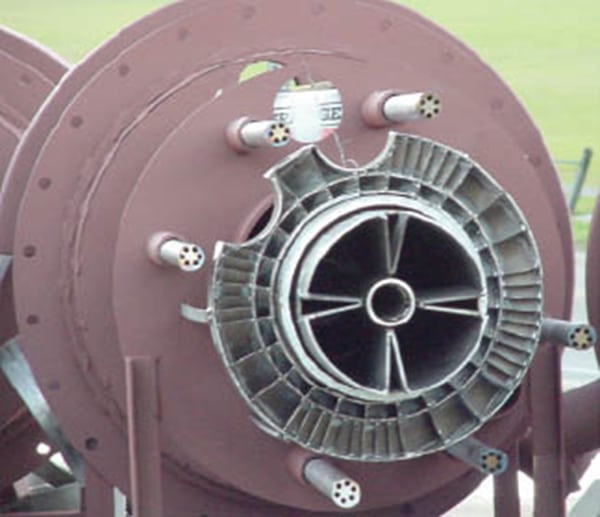 |
| 1. Switch hitter. Low-NOx gas burner retrofits capable of burning coal are available if the ability to co-fire coal is to be retained. The burner shown in the photo is capable of burning gas or pulverized coal. Typical natural gas pressures at the burner are 12 to 15 psig. Courtesy: Combustion Components Associates |
Proper air distribution and flow to and around the burner entry is also a key factor in any burner system capable of achieving its expected performance. In a typical fuel conversion project in order to ensure the airflow to each burner is optimized, an airflow model of the combustion air system is usually performed.
Low-NOx natural gas burners rely on fuel and air staging to reduce peak flame temperature. Increasing pressure drop through the burner can reduce burner flame length. The FD fans on most coal boilers have sufficient capacity for a natural gas burner, even with a greater pressure loss, although the fan capacity must be evaluated during the feasibility investigation.
Low-NOx natural gas burners offer significantly higher turndown than coal or oil burners. Natural gas burners are capable of 10:1 turndown, while oil burners are limited to approximately 6:1 and coal burners are limited to 3:1. This adds to the boiler’s firing flexibility and consumes less fuel in standby modes compared to coal or oil. The cycling of burners in and out as load swings can also be reduced.
Tangent-fired burners perform differently than wall-fired burners. In wall-fired boilers, each flame is independently controlled, but tangential-fired burners are designed so that each level of four burners function as a single burner. Each corner has nozzles (“buckets”) providing combustion air and fuel into the furnace. Tangent-fired burner designs also permit firing of coal, oil, or gas using an integrated burner design (Figure 2).
 |
| 2. Just add gas. Modifications to the tangent-fired burners to burn natural gas are common and usually require minimal modification to the existing corner buckets. The existing coal buckets are often retained with no changes. Courtesy: Combustion Components Associates |
Low-NOx gas and coal modifications are possible by incorporating current generation swirlers to stabilize a core flame and enhance fuel staging
Emissions Control Methods
Refueling with natural gas will most likely necessitate meeting emissions limits for NOx. There are several technologies available on the market today to control NOx formation in natural gas fired boilers. Low-NOx technologies include: low-NOx burners, overfire (OFA), separated overfire air (SOFA), burners out of service (BOOS), flue gas recirculation (FGR), selective catalytic (SCR), and non-catalytic reduction (SNCR). Table 1 summarizes the NOx reduction capability and cost of each option.
 |
| Table 1. Comparison of NOx reduction technologies in descending order of NOx removal cost. Typical uncontrolled NOx emissions from a natural gas boiler range from 0.12 to 0.3 lb/million Btu depending on boiler type and furnace design. The control methods described in this article can be layered to further reduce NOx emissions to approximately 0.04 lb/million Btu. Source: Combustion Components Associates |
Low-NO x Burners. Fuel staging, air staging, balancing, and air/fuel ratio control are all techniques that low-NOx burners use. Proper air and fuel flow distribution between burners is critical to achieving the desired NOx reduction.
Overfire Air. OFA is a NOx reduction technique that removes a portion of the combustion air from the burner wind box and injects it into the furnace through OFA ports located above the burners. This technique provides an additional layer of air staging to the furnace zone. By decreasing the air/fuel ratio of the burner to run rich, thermal NOx production is reduced. In addition, when the diverted air is introduced above the burners, the combustion is completed and the remaining CO is burned out. OFA has been incorporated in multi-burner units since the 1970s. Current generation OFA systems are capable of 25% NOx reduction with minimal impact to the unit operation.
Separated Overfire Air. SOFA is similar to OFA with the exception that the OFA stream is separated from the burner combustion air prior to FGR. OFA is then directed to the OFA ports without any combustion air, and all of the FGR is directed to the burners. Providing OFA without FGR assists with burnout of CO at the OFA level in the furnace, thereby decreasing CO and overall NOx. Segregating the OFA increases the percentage of FGR through the burner without increasing the total mass flow of FGR. This technique maximizes the benefits of FGR and OFA and provides combined emissions reductions of approximately 75% when burning natural gas.
Burners Out of Service. An alternative to dedicated OFA ports is a tuning technique known as burners-out-of-service (BOOS). BOOS takes one burner or row of burners out of service, thereby allowing those burners to be used as OFA ports. The effect is to run the remaining in-service burners located lower in the furnace lean with the remaining combustion air supplied through the BOOS to complete combustion. BOOS reduces boiler efficiency by increasing the excess O2 requirement by about 1%.
Flue Gas Recirculation. FGR is the recirculation of flue gases into the combustion air stream to the burner. FGR reduces thermal NOx by increasing the specific heat of the combustion mixture to reduce the flame temperature. Adding FGR also lowers the concentration of O2 available in the combustion zone, slowing combustion, and reducing the available oxygen for reaction with free nitrogen. FGR increases mass flow through the furnace and the boiler back pass. The increased velocity increases heat transfer to the superheater. In some boilers, particularly those constructed for coal only, boiler circulation and superheater attemperation capacity will be even more important at high FGR rates.
Post-Combustion Treatment. SNCR systems can be effective to reduce NOx while firing natural gas, but they have not been shown to reduce emissions below approximately 0.05 lb/million Btu. SNCR is worth considering if the unit has already implemented or is planning to implement SNCR for NOx control of coal or oil emissions. However, it is not generally as cost-effective as other comparable low NOx technologies. If already installed, the SNCR injector location must be re-evaluated for natural gas firing.
SCR uses urea reagent injected in the flue gas ductwork upstream of a catalyst. Sufficient temperature in the flue gas must be available for the catalyst to convert the ammonia and NOx to N2. When the flue gas, including ammonia, passes through the catalyst, the NOx and ammonia react to produce nitrogen and water. Both urea and ammonia-based systems are available. ■
—Lawrence Berry ([email protected]) is vice president, operations, and Nathan Schindler ([email protected]) is product manager, fuel conversions with Combustion Components Associates, a global provider of fuel conversion, in-furnace, and SCR technologies for reducing NOx, particulates, unburned carbon, and CO emissions.