With its expected 30% to 50% lower capital expense and 20% to 40% lower operating cost than traditional zero-discharge systems, a new approach to compliance with the EPA’s effluent limitation guidelines could be attractive.
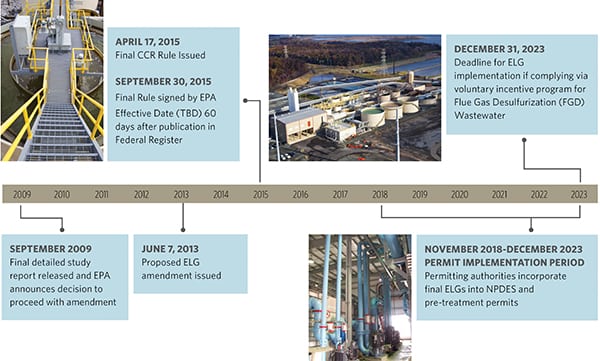
In late 2015, the U.S. Environmental Protection Agency (EPA) published new regulations governing wastewater discharge from steam electric power plants. These new regulations, or effluent limitation guidelines (ELGs), were put into place to reduce or eliminate toxic metals and other pollutants from entering surface water. Specifically addressing flue gas desulfurization (FGD) wastewater from coal-fired power plants, the EPA identified best available technologies for treating and discharging FGD waste, namely chemical precipitation followed by biological treatment for existing power plants, and zero discharge for new facilities.
The ELGs also offer a voluntary incentive program for existing plants that implement zero discharge technology, allowing these operators more time to meet the requirement. Regardless of their treatment path, every plant must comply with the ELGs between 2018 and 2023, depending on when its new Clean Water Act permit is needed.
Not Your Father’s Zero Discharge System
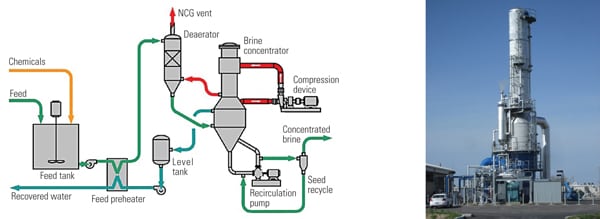
Although both chemical/biological treatment and evaporation/crystallization technologies have become a staple in treating power plant wastewater streams, zero discharge using pozzolanic brine solidification is a new application for the industry. Developed and optimized over several years—and incorporating many tried and true industry solutions—this new technology is not like a traditional zero-discharge system (Figures 1 and 2). First and foremost, it requires an anticipated 30% to 50% less in capital expense because no softening or crystallization is needed. As a result, operating cost is also expected to be reduced by 20% to 40%.
 |
|
1. Traditional approach. A traditional zero-discharge system includes a film brine concentrator and mixed salt crystallizer. Courtesy: GE |
 |
|
2. Solids from a mixed salt crystallizer system. Courtesy: GE |
The new evaporator/solidification system utilizes an evaporator or brine concentrator followed by pozzolanic solidification to reduce chemical addition, sludge handling, and energy costs. It also reduces long-term environmental risks by eliminating the discharge of FGD wastewater and greatly simplifies landfill operations. This approach provides a sustainable solution for power plant operators while producing high-quality water for recycle and reuse.
Development Path
GE started development of this technology to solidify concentrated evaporator brines for the oil sands industry in 2010 because that industry generates large volumes of concentrated evaporator brines when treating produced water from steam-assisted gravity drain (SAGD) operations. The Oil Sands Leadership Initiative, a network of oil sands operators, contracted GE to develop concentrated evaporator brine solidification based on pozzolanic chemistry. During this process, several companies supplied produced water samples of evaporator brine for solidification process testing.
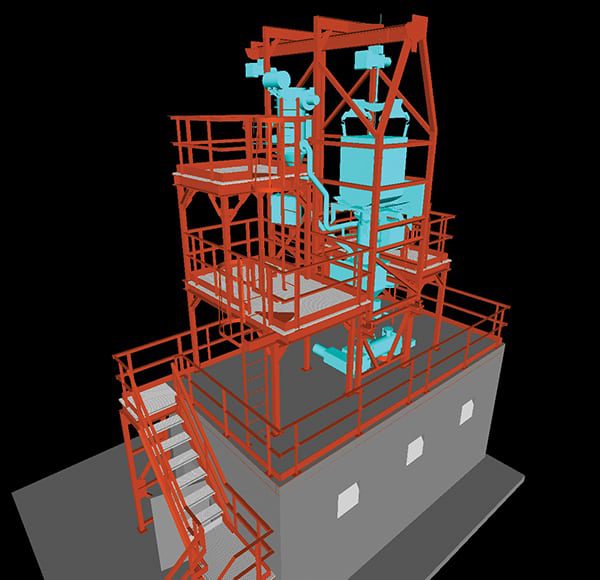
As a part of the process development program, GE developed a three-tier bench-scale treatability test protocol to identify the optimized reagent blend, which included flyash and other pozzolanic reagents (those that react with silica- or aluminum-rich precursors to form a cementitious product), to solidify the concentrated produced water brines. This led to optimized reagent combinations and dosing that successfully solidified the evaporator brines. Pilot-scale testing was conducted to validate the pozzolanic reagent dosages and to demonstrate that the solids matrices were suitable for landfill disposal. As a result, a full-scale SAGD evaporator brine solidification system was designed and constructed (Figure 3).
 |
|
3. From oil sands to power plants. This represents the steam-assisted gravity drain evaporator brine solidification system that was installed in Alberta, Canada, for oil sands brine treatment. Courtesy: GE |
When the EPA announced that it would be updating the ELGs for steam electric generating units, GE began leveraging the SAGD evaporator brine solidification research to develop a pozzolanic solidification process specifically designed to solidify concentrated FGD wastewater. Just as in SAGD, the FGD wastewater solidification process utilizes flyash in combination with other pozzolanic reagents to produce solids that are suitable for landfill disposal. The solidified FGD brine solids (Figure 4):
■ Pass the Paint Filter Test (there’s no free water)
■ Support heavy landfill equipment due to the high unconfined compressible strength
■ Shed water (have low hydraulic conductivity)
■ Have low leachability
 |
|
4. Solid waste. Flue gas desulfurization brine solids produced with the pozzolanic solidification process have several advantages, including reduced leachability. Courtesy: GE |
These characteristics are critical because they simplify solid waste landfill operations and reduce landfill leachate treatment and disposal costs. These brine solids can also support heavy equipment, such as transport vehicles and earth-moving equipment, which further simplifies landfill operations. Furthermore, the solidified brine solids have markedly lower leachability than the soluble, crystallized salts produced by traditional zero-discharge treatment systems. The reduced leachability is important because the dissolved salts in the landfill leachate are much lower, reducing leachate treatment and disposal cost. (The crystallized salts in traditional zero-discharge systems can readily dissolve in water and therefore require special handling to prevent landfill contamination.)
Determining Which Wastewater Treatment Option Is Best
When it comes to choosing a FGD wastewater treatment option—chemical/biological or evaporation/solidification—there’s no single “best” answer. Each plant needs to decide what makes sense, on a case by case basis. When plants are looking at which option to choose, here are some of the things they will likely consider:
■ Type of coal being burned
■ Variability of coal feedstock
■ Variability in wastewater chemistry and how closely operators anticipate being to their discharge limits
■ Capital and operating cost
■ Implementation timeline
■ Sustainability
Zero discharge is considered the most flexible solution because it can treat FGD wastewater from any type of coal, so no matter what changes occur, the system is built to handle variability. It is also often considered the “future-proof solution” because it removes the risk of meeting stringent discharge requirements entirely by eliminating liquid discharge to waterways. So for operators looking to eliminate risk and potentially avoid additional work to meet future environmental regulations—taking into consideration that many water-stressed areas around the world, including North America, already require zero discharge—zero discharge will be the ideal solution.
With that said, although costs have come down significantly with this new technology, zero discharge can still be more costly to implement than chemical/biological treatment, although not anywhere near the 2.5x factor discussed in the ELGs, because the EPA used the cost of a traditional zero-discharge system in its comparison, comprised of softening, falling film brine concentration evaporators, and mixed salt crystallizers to treat and discharge. Recall that the new zero-discharge method using pozzolanic brine solidification saves 30% to 50% in capital expense and 20% to 40% in operating costs versus the traditional system.
Now that the ELGs have been officially published, many power plant operators and engineering firms are busy evaluating their treatment options. With compliance deadlines just around the corner, the industry is rapidly realizing that the time to act is now. ■
—Bill Heins (william.heins@ge.com) is general manager of the Thermal Products business unit at GE Power, and Lanny Weimer (lanny.weimer@ge.com) is senior product manager of the Thermal Products business unit at GE Power.