The amount of air leaking into the boiler envelope is difficult to estimate. Traditional methods of measuring oxygen at the furnace exit and economizer exit do not account for all types of air leakage. By using molar calculations and total airflow measurement, a good approximation of the total air in-leakage rates of a boiler can be quickly determined using station instruments.
As a furnace ages, air leakage from the small gaps that form between the tube penetrations, casing, sootblower openings, observation doors, and dead air spaces begins to contribute to the total air supplied to the furnace. However, when leakage occurs between the furnace exit and the boiler exit, this air does not contribute to the total air required for proper combustion. It simply dilutes the gas flow and artificially raises the excess oxygen indication.
Most large generating companies use oxygen probes at the economizer outlet for monitoring the furnace condition. A 3% reading at the economizer could represent 1% at the furnace exit if leakage is present in the penthouse or convection pass. This leakage can be measured by taking an in-furnace oxygen reading at the furnace exit and then comparing it to the readings at the economizer outlet. However, this cannot account for any air leakage that does contribute to the total air requirement or if combustion is delayed. If secondary combustion (combustion downstream of the furnace exit) is present, the oxygen reading will actually drop before it begins to increase due to leakage. In this case, actual leakage would be higher than measured. In addition, air that infiltrates upstream of the furnace exit contributes to the total air requirement.
This article provides an overview of how to use molar calculations and measurement of total airflow into the furnace to approximate total leakage rates between the furnace inlet and boiler outlet (from the burners to the economizer oxygen probes). If a reliable airflow indication is available, it can be compared to the total air requirement for a given fuel. As leakage increases, the percentage of the total air requirement that comes from the intentionally supplied air will decrease, assuming a constant oxygen trim at the economizer outlet.
In our earlier article, “Boiler Optimization Increases Fuel Flexibility” (POWER’ s June 2008 issue), we focused on how burning spot market fuels can reduce fuel costs but can also introduce unexpected operational problems throughout the boiler island. This article includes a case study that provides results and data collected by Orlando Utilities Commission’s (OUC) Stanton Energy Center related to its online air in-leakage detection efforts. OUC’s Stanton Energy Center optimized its Unit 2 combustion system and improved operations and maintenance practices as part of a project to increase the unit’s fuel flexibility without degrading reliability or heat rate.
Challenges of Using Traditional Leakage Detection Methods
Under normal operating conditions with properly calibrated and functioning equipment, the oxygen probes at the economizer outlet are sufficient for operating a furnace on a day-to-day basis. However, as leakage before the oxygen probes increases, their ability to give a good representation of furnace performance decreases.
The following summarizes the issues with a stand-alone oxygen probe grid at the economizer outlet and traditional methods for measuring leakage:
- A stand-alone oxygen probe grid at the economizer is subject to error when leakage is present upstream of the sampling location.
- Oxygen probes cannot determine leakage upstream of the sampling location without a secondary measuring system to correlate values.
- In-furnace measurements cannot account for oxygen contributions upstream (or midstream) of the combustion process.
- In-furnace measurements are subject to error if secondary combustion exists or if the measurements are recorded before the completion of combustion.
Typical leakage calculations across a system, such as a boiler, are based on the following equation:
 |
(Note: 20.9 is the normal percentage of oxygen in ambient air, while 90 is a factor derived from empirical data and testing.)
Secondary combustion is the one factor that makes furnace measurements suspect and the equation above inadequate. If secondary combustion is present with leakage, the measured leakage can be positive, neutral, or even negative, even though a positive amount of air is leaking into the system. In other words, secondary combustion can hide leakage if the oxygen content reduced by secondary combustion is equal to or greater than the amount of oxygen increase due to leakage. Even some secondary combustion will reduce the amount of apparent leakage. Refer to Figure 1 for an example. No current methods exist for accounting for this phenomenon other than the one described in this article.
 |
| 1. Excess oxygen in flue gas. This is an example of how secondary combustion can mask air in-leakage. The graph shows secondary combustion with postcombustion leakage resulting in zero measured leakage via in-furnace (point A) and economizer (point B) while actual leakage (and minimum oxygen level) is 2.5% (point C). Source: Storm Technologies Inc. |
Before the method for measuring is discussed, it is important to understand the basics of the combustion process. At its simplest form, a given amount of fuel requires a certain amount of air (oxygen) to complete combustion. An additional amount of air is provided to ensure that the fuel combusts completely because in reality, the air and fuel mixing is not 100% perfect. The better the air and fuel can be mixed, the less margin is needed.
Although a total mass flow measuring system would guarantee the proper ratio of air entering the furnace, there are no provisions for a deterioration in air/fuel mixing. The degree to which air and fuel are mixed cannot be measured directly. Therefore, instead of measuring airflow into the furnace, the resulting level of oxygen is measured as an indicator of the mixing process and how much air is left over. Though this solution is practical for new and good-condition boilers, the drawbacks become apparent when leakage upstream of the probes increases.
Precombustion and Postcombustion Leakage
Because on balanced draft units the furnace is under a negative pressure (typically –0.5-inch water column at the furnace exit), the furnace is susceptible to ambient air entering the envelope of the furnace. For the purposes of this article, we will divide leakage into two categories: precombustion and postcombustion.
Precombustion leakage includes any ambient air that enters the furnace and theoretically participates in the combustion process. Sources of this type of leakage would include bottom ash hoppers, wall blower penetrations, gaps in tube membranes, and access doors. Though not directly harmful to the combustion process, this air takes the place of overfire or secondary air because primary air is usually controlled on a mass flow basis.
Tuning for good combustion, low NOx, fireside corrosion, and slagging is heavily dependent on where and how air is introduced to the fuel. Leakage air is introduced to the fuel in a haphazard manner. It usually leaks in and then follows up the walls due to the lack of penetration velocity. Therefore, typically leakage air will prove a hindrance for tuning and good combustion.
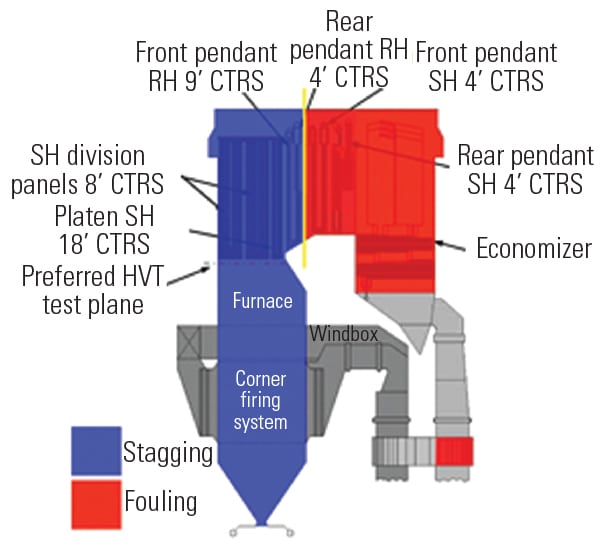
The other type of leakage is postcombustion leakage. As it sounds, this is any air that enters the furnace envelope and does not participate in the combustion process. Sources of this leakage include sootblower penetrations, access doors, tube penetrations, gaps in the tube membranes, penthouse cracks, and economizer hopper leakage. This leakage is particularly dangerous because it artificially raises the excess oxygen indication at the economizer outlet. Because most units are run on an automatic oxygen trim controller, the control system will see an increase in oxygen and reduce the air input into the furnace to maintain the oxygen setpoint. Unless a large access door or other source of major air leaks is opened in the right place, this process will not be noticeable to even the most attentive operator. Air in-leakage is a problem that usually increases slowly over time (Figure 2).
 |
| 2. Typical zones for leakage. This figure highlights zones where air in-leakage typically occurs as well as where the potential for secondary combustion is located. Source: Storm Technologies Inc. |
Two Leakage Monitoring Methods
As stated earlier, the oxygen measurement is just an indirect measurement of the relative amount of margin air. There are two approaches for determining the amount of air in-leakage:
- Mass flow only indication. This measurement approach does precisely meter for the proper air/fuel ratios but does not measure leakage air and does not indicate the amount of air/fuel mixing.
- Oxygen only indication. This measurement approach includes leakage air and provides a relative indication of air/fuel mixing, assuming good furnace conditions, but cannot distinguish between leakage air and actual margin and is susceptible to stratifications in the measurement grid due to combustion-related issues or leakage.
Note the complimentary relationship between the two measurement approaches: Each system’s pros can compensate for the cons of the other method. We’ll now use that observation to develop a new approach for monitoring boiler air leakage.
Prerequisites for Using an Online Leakage Monitoring System
The online leakage monitoring system provides real-time leakage indication based on the mass flow of air and fuel and the indicated excess oxygen. A robust system of measurement can be implemented based on the following criteria.
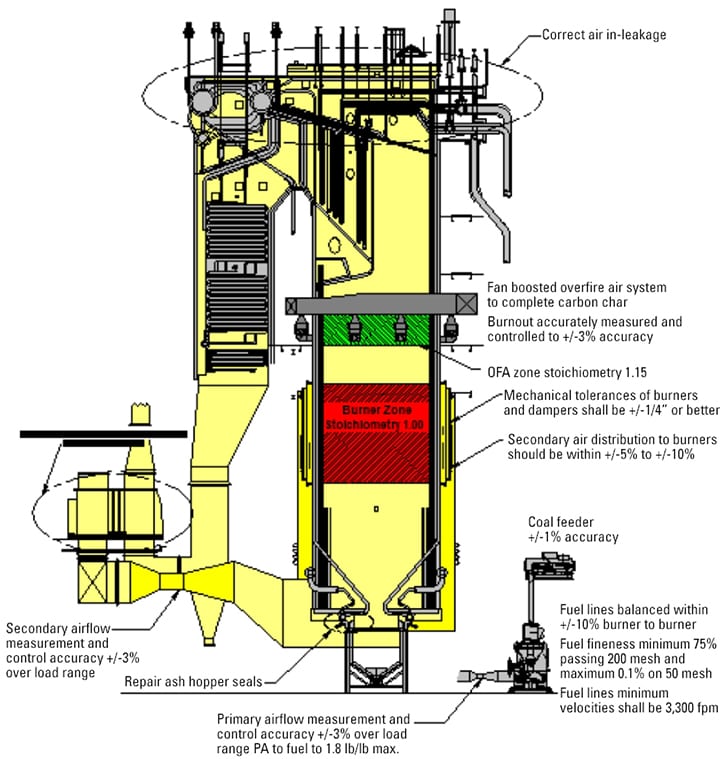
Total Combustion Airflow Is Accurately Measured on a Mass Flow Basis. Secondary air and primary air can be measured separately or together. However, the system will not be accurate if some of the air is not measured or is poorly assumed. The most common methods for measuring airflow are venturis, airfoils, and averaging pitot arrays. Storm Technologies recommends venturis for their simplicity and the fact that the calibration is relatively stable compared to other systems that lose accuracy when they become plugged with ash carryover—a concern with long-term monitoring. Total airflow must be measured with an accuracy of 3% to 5% and must include any seal air fan systems prior to the combustion process. If these flows are not measured, reasonable assumptions can be made due to the low percentage of total airflow contribution they represent.
The Furnace Exit Oxygen Measurement Is Accurate and Representative. The leakage indication will determine the total leakage between the furnace inlet and the oxygen probes. This calculation is directly derived from the indicated oxygen levels measured by the oxygen probes. Therefore, it is imperative that wherever the probes are located, they need to be accurately calibrated and representative of the entire duct. An error here is a direct error in the leakage calculation.
Total Fuel Consumption Measured Accurately Within 5% to 10%. The calculations are based on air/fuel ratios. Therefore, the more accurate the fuel feed rates, the more accurate the leakage indication. Individual coal feeders can be less accurate (~10%) as long as the total fuel indication is around 5%. For oil or gas units, fuel flow will need to be converted into a mass flow basis instead of a volumetric basis.
Fuel Quality and Composition Are Relatively Constant on a Long-Term Basis. Daily variations in fuel quality are expected and will create “noise” in the leakage indication when looking at a historian. However, long-term trends need to be based on a relatively constant fuel composition. If a fuel change occurs, the calculations need to be updated to reflect changes in moisture, carbon, and hydrogen content. Alternatively, online coal analysis with a belt analyzer could be used to accommodate changing fuel specifications.
Fly Ash Carbon Content Is Kept Reasonably Low or Consistent. The effects of unburned carbon content (UBC)/loss of ignition (LOI) will vary heavily, depending on the fuel type. Two percent LOI on an eastern fuel with 5% ash means that roughly 0.15% of the carbon is unburned. This equates to approximately a 0.1% reduction in leakage. Oxygen that would have oxidized the carbon shows up as excess O2. High LOI levels will artificially raise the leakage indication. In reality, leakage can increase LOI. As air is pulled out of the burner belt (and introduced as leakage elsewhere), the potential for high LOI is increased. This effect will raise the excess oxygen even more, which can cause the unit to pull out even more oxygen.
Concessions Related to the Leakage Monitoring System
The system for measuring air leakage in this article is designed to be implemented with very little effort if the five prerequisites mentioned above are met. Some aspects, however, are not addressed in the proposed system. The chemical equations assume that all of the carbon in the fuel is converted to a gas—carbon dioxide (CO2) or carbon monoxide (CO). If CO is not measured, or is measured a significant distance away from the oxygen probes, 0.0 ppm can be assumed. However, accuracy is sacrificed. Every 350 ppm CO represents roughly 0.1% less leakage.
Fly ash LOI is assumed to be constant unless an online measuring device is used. Therefore, fluctuations in LOI will affect the accuracy. However, severe amounts of UBC should be resolved regardless of leakage. Likewise, it is assumed that all of the fuel and atmospheric nitrogen leaves in the flue gas as diatomic nitrogen (N2). In reality, small amounts of NO and NO2 are created during the combustion process. However, both quantities (UBC and NOx) are considered negligible on a mass flow or volumetric flow basis.
Basic Process Theory
The basics of boiler combustion can be described as “what ever goes in must come out,” although in a different chemical form:
Fuel + Air + Moisture in air = Carbon dioxide + Carbon monoxide + Water + Sulfur dioxide + Oxygen + Nitrogen
This same equation can be expressed in the form of a balanced chemical equation:
CxHyO2Sv(H2O)w + A(O2+3.75N2) + A’ (H2O) = X2CO2 + (0.5+W+A’)H2O + KO2+ 3.76N2
Where X, Y, Z, V, and W are all molar percentages based on the ultimate analysis of the fuel; A is the molar amount of air required; A is the molar amount of moisture in the air; and K is the molar oxygen remaining from combustion. Note: To compensate X for LOI, it will need to be multiplied by the fraction of carbon actually burned.
Using this equation, a certain indicated oxygen percentage remaining, K, should correspond to a given theoretical airflow provided to the system. If leakage is present, the airflow corresponding to the indicated oxygen level (theoretical airflow) will be higher than the measured airflow. The difference in the two values is the amount of air in the leakage (Figure 3).
 |
| 3. Theoretical molar calculations vs. measured values. This graph shows the correlation between calculated airflows and physically measured airflows. If airflow is measured properly and leakage is low, this correlation should be present. The data were corrected to 15% excess air. Source: Storm Technologies Inc. |
For example, assume 1,000,000 lb/hr airflow is measured. Through the calculations, the excess oxygen should indicate 2.7%. If the O2 trim is still reading 3%, then the additional 0.3% oxygen by volume is from air in-leakage.
This does not determine the source of the leakage or whether it is precombustion or postcombustion. However, if secondary combustion is not an issue, in-furnace measurements could be used to determine the split between pre- and postcombustion leakage.
Practical Application
Orlando Utilities Commission created a control screen and set up a historian to monitor the leakage on both of its 450-MW Babcock & Wilcox boilers (Figure 4). However, leakage is a slow-progressing problem. Because neither unit has been through an outage to address leakage issues, the leakage indication has not changed significantly. Therefore, the leakage system was tested by artificially introducing leakage to the system. Observation doors on the eighth through 12th floors were opened to simulate leakage through normal means. Figure 5 shows sample data taken during this test on Unit 2.
 |
| 4. Florida field test. Orlando Utilities Commission’s Stanton Energy Center created a control screen and set up a historian to monitor the air leakage on both of its 450-MW Babcock & Wilcox boilers. Source: Orlando Utilities Commission’s Stanton Energy Center |
 |
| 5. Data from a functional test of the online leakage monitor. Actual historical data taken from the distributed control system on Unit 2 at Stanton Energy Center show the online air in-leakage monitoring process in action. The gold line illustrates the oxygen content using station instruments. The green line illustrates actual air leakage into the boiler system. Source: Storm Technologies Inc. |
A few other assumptions were made in order to conduct this test. For example, CO is not measured and thus not accounted for, and LOI (UBC) is assumed as 0%. Another issue discovered while testing the system is that the oxygen probes installed are not perfectly sensitive to air in-leakage. This is because the oxygen probes are not perfectly representative of the true oxygen content of the flue gas. Any oxygen that is not read by the probes diminishes the leakage indication. Therefore, once the system is implemented on a furnace, a reality check using traditional methods should be performed.
As oxygen is introduced to the system (in this case over the span of a few minutes instead of the typical months and years), the leakage indication spikes to show the influx of air. However, as the O2 trim begins to pull air out of the furnace to return the excess oxygen indication to that of the setpoint, the leakage indication remains elevated. Once the doors were shut, the leakage indication settled back to approximately 0% as air was automatically added to the secondary airflow. This is relatively consistent with historical physical data taken from the furnace exit at the nose arch elevation and economizer outlet.
Useful Diagnostic Tool
Although they are not perfect, these calculations are capable of predicting very small leakage mass flows. However, the oxygen indication is always going to lag behind the fuel and airflow indication and will be susceptible to other system measurement inaccuracies.
Data accuracy can be improved by adding online coal analyzers, including CO indications, adding provisions for LOI measurement, and doing practical testing to verify and calibrate measurements. Keep in mind, however, that the ultimate goal of this system is to give the operator a tool for diagnosing potential problems and as a relative indication for the progression of air in-leakage over time.
—Stephen Hall, PE (stephen.hall@ stormeng.com) is senior project engineer and Stephen K. Storm (stephen.storm@stormeng.com) is executive vice president, technical field services at Storm Technologies Inc. Jack Lyons (jlyons@ouc.com) is senior engineer at Orlando Utilities Commission’s Stanton Energy Center.