Reducing NOx emissions from large utility coal-fired boilers has been a primary focus of the U.S. power generation industry since passage of the 1970 Clean Air Act and subsequent legislation. By the early 1990s, nearly all such boilers had installed some form of low-NOx burner (LNB) technology and/or overfire air (OFA) — the least expensive solution per ton of NOx removal — to reduce emissions of the pollutant 40% to 70% from uncontrolled levels. Working in concert with a selective catalytic reduction (SCR) system, LNBs and OFA can further lower NOx emissions, but at significantly higher capital cost.
Owners of coal-fired boilers with first- or second-generation LNBs have another option for further reducing NOx emissions — replacing them with newer models or advanced combustion technology. Retrofitting for compliance in this way has two benefits: It lowers emissions an additional 10% to 15% or more, and the new equipment lasts longer.
This article presents four case studies of replacing or upgrading early-vintage LNBs with newer burner technology on several different types of boiler designs: those with traditional wall-fired and tangentially fired furnaces, and Turbo-fired boilers, a proprietary design of Riley Power Inc. (RPI).
Case Study #1: Wall-fired Boiler with LNBs and OFA
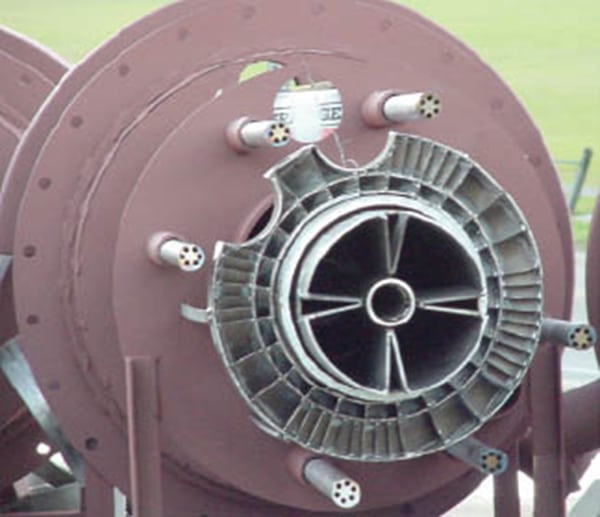
More than 2,100 of Riley Power’s low-NOx controlled combustion venturi (CCV) burners (Figure 1) have been installed on more than 150 utility wall-fired boilers firing pulverized coal. Among the unique features included in the burner’s latest design are:
-
Independent control of secondary and tertiary air streams to control near-field stoichiometry.
-
A CCV-type low-NOx coal nozzle, which enables fuel-rich combustion with excellent flame attachment and flame length control.
-
A 50% to 60% reduction in NOx production by the burner alone from uncontrolled levels.
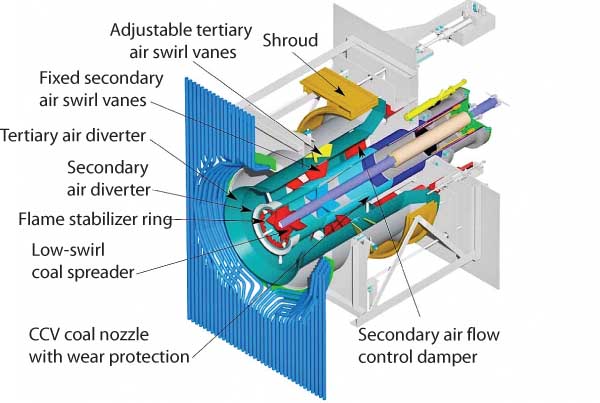
1. Riley Power’s controlled combustion venturi (CCV) low-NOx burner, with two air zones, has been used succesfully on many retrofits. Source: Riley Power Inc.
An OFA system provides additional staging of combustion air to further reduce NOx emissions beyond levels achievable by the use of LNBs alone. In most cases, 20% to 25% of the total combustion air is introduced at a designated distance above the top elevation of burners, "staging" the lower furnace. When OFA is used, ports for it are installed above each burner column. The design is based on extensive modeling and testing performed by RPI for EPRI in the mid-1980s. Separate on/off dampers (Figure 2) are used to control the penetration and mixing of OFA over a wide range of operating loads. The NO x reduction system, when properly designed and installed, can also minimize CO emissions and unburned carbon (UBC) in flyash.
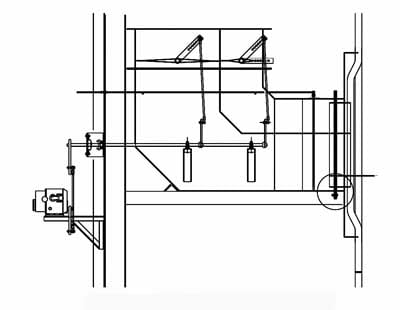
2. The Riley Power OFA system design uses two ports sized at one-third and two-thirds of the required flow area. Source: Riley Power Inc.
A few years ago, Riley Power was approached by a major Southeast utility seeking to improve the emissions performance of two wall-fired units that had been supplied by Foster Wheeler and later upgraded with the boiler maker’s low-NOx burners. Both units fire a variety of eastern bituminous coals whose ratio of fixed carbon to volatile matter varies widely, from 1.3 to 2.0. Each was producing high (>0.6 lb/mmBtu) levels of NOx, unstable levels of CO, and a fairly high level of UBC in flyash.
The first unit was a 500-MW opposed-fired design equipped with 24 first-generation burners and six HP-863 coal mills from ABB Combustion Engineering Inc. To reduce the boiler’s NOx emissions, its original burners were replaced with RPI’s CCV, dual air zone (DAZ), low-NOx burners. Overfire air was not added to this unit.
This project’s main mechanical design and installation challenge was to avoid interfering with multiple downcomers inside the windbox. For this reason, the burners were supplied as multiple parts and assemblies that were later interconnected inside the windbox. RPI used computational fluid dynamics (CFD) modeling to optimize both the burners’ design and the geometry of their flame stabilizer ring. The latter layout created a pattern of recirculation zones ideal for lowering NOx with acceptable levels of CO and UBC (Figure 3). CFD also was used to establish the initial burner settings, and doing so helped shorten the time for commissioning the retrofit to two weeks.
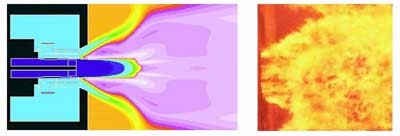
3. Computational fluid dynamics modeling was used to predict the performance of the low-NOx burners before they were installed. The characteristics of the observed flame correlated well with those of the model. Courtesy: Riley Power Inc.
The project significantly reduced the unit’s NO x emissions over its entire load range (Figure 4). At full load, NOx levels fell over 30%, with CO emissions stable at <50 ppm and flyash UBC averaging 5%.
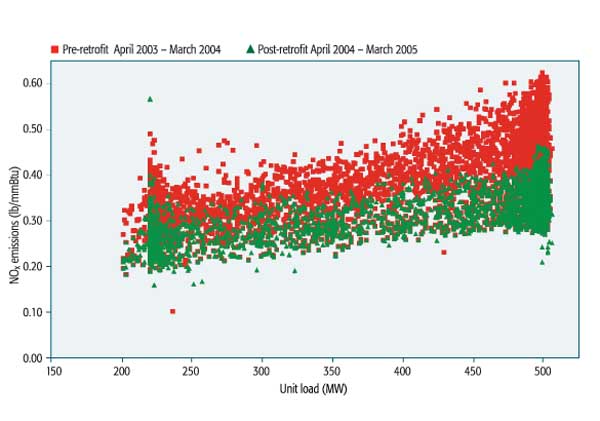
4. NOx performance of a wall-fired 500-MW boiler before and after being retrofitted with CCV burners with dual air zones. Source: Riley Power Inc.
The second unit was similarly retrofitted with Riley Power’s CCV DAZ burners, but OFA was added as well. This 320-MW boiler was originally equipped with 16 burners mounted on its front wall and fed by four Model HP-863 Raymond mills.
Because the upper furnace of this unit has an unusually short retention time for burnout, the design challenge for this project was to reduce NOx while maintaining low levels of CO emissions and UBC. Accordingly, CFD was used to model not just the burners but also the entire furnace, to ensure that the OFA would mix properly with the flue gas products. Figure 5 shows the geometry of the RPI low-NOx burners installed.

5. A Riley Power CCV burner with dual air zones installed in a 320-MW wall-fired utility boiler. Courtesy: Riley Power Inc.
This retrofit was commissioned in two weeks, with CFD analysis again identifying the initial "optimum" burner and OFA settings. Final performance tests demonstrated a NOx reduction of 40%, from 0.578 to 0.343 lb/mmBtu, at full load. Subsequent tuning further reduced the level to <0.3 lb/mmBtu at 40% load (Figure 6).
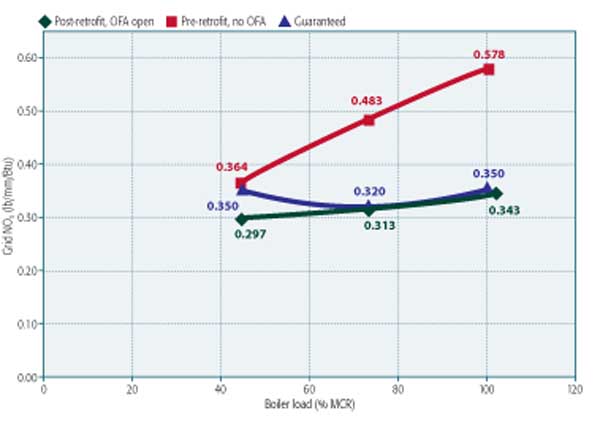
6. NOx performance of a wall-fired 320-MW boiler before and after being retrofitted with CCV burners. Source: Riley Power Inc.
Case Study #2: Wall-Fired Boiler with LNB and OFA
Another Southeastern utility boiler had been plagued by combustion-related problems since being retrofitted with first-generation low-NO x burners in the late 1990s. Three years ago, its owner asked Riley Power to find a way to reduce the unit’s levels of NOx, CO, and UBC; to improve flame attachment; and to eliminate any flame carryover into the backpass.
The boiler, which was designed and built by RPI in the late 1960s, is rated at 270 MW and is equipped with 18 opposed-fired burners and EL-type mills. Several options — including the installation of completely new burners, overfire air, and various combinations of both — were considered. However, because the existing low-NO x burners, from another OEM, were only five years old and in reasonably good shape, the customer decided on a more cost-effective approach: upgrade them with critical CCV burner components and add an overfire air system. It was estimated that doing so would halve the cost of equipment and labor and shorten the duration of the required outage.
The burners were modified with CCV coal nozzles, burner heads, and air diverters. The entire secondary side of the burner was reused, with one exception: An actuator was installed to regulate the positioning of the burner flow disc as a function of boiler load. Once again, CFD was used to optimize the designs of the burners and OFA system and to ensure maintenance of proper near- and far-field mixing patterns.
This retrofit project was as successful as the two previously described. NOx levels fell by over 30%, CO emissions were lower, and the same level of UBC in flyash was maintained (Figure 7). The project also achieved one of the customer’s stated goals: Flame carryover into the backpass was greatly diminished, as reflected by a 90% reduction in superheater attemperator spray flow.
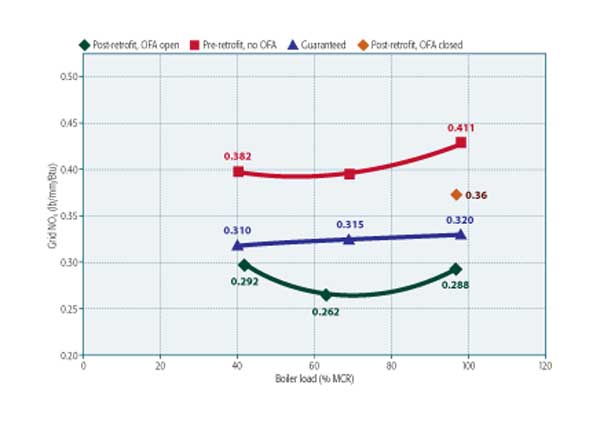
7. NOx performance of a 270-MW wall-fired boiler before and after its first-generation burners furnished by another OEM were upgraded with CCV coal nozzles, burner heads, and air diverters. Source: Riley Power Inc.
Case Study #3: Tangentially Fired Boiler with OFA and Burner Retipping
Riley Power recommends the use of OFA and burner retipping as a possible joint means for lowering the NOx emissions of tangentially fired boilers with tilting coal burners. The overfire air can be supplied either as close-coupled overfire air (CCOFA) at the top of the main burner windbox or as separated overfire air (SOFA) above the main burner windbox.
RPI offers custom-designed burner coal and air tips to meet site-specific requirements. NOx reductions of 50% from uncontrolled levels are possible in most cases when SOFA is combined with burner retipping. This case study relates RPI’s experience applying OFA and burner retipping to two tangentially fired boilers.
The first boiler, supplied by Combustion Engineering, powers a 125-MW unit that fires a Midwestern bituminous coal. Its four burners at each of four elevations are fed by Model CE-673 Raymond bowl mills. RPI decided that SOFA and burner retipping would be the best way to lower the unit’s NOx emissions. The company used CFD modeling to design one elevation of SOFA ports (with nontilting, fixed-yaw nozzles) that would be installed on the boiler’s front and rear walls. The tips of the original burners were replaced by reduced-free-area air nozzles and flame-attached coal nozzle tips designed by RPI.
The project reduced the level of NOx at full load from 0.68 lb/mmBtu to 0.22 lb/mmBtu (Figure 8). In addition, acceptance testing demonstrated NOx reductions in excess of 65% across the boiler’s load range, with flyash UBC concentration and CO emissions level maintained at 1.1% and 10 ppm, respectively. Superheat and reheat steam temperatures were not adversely impacted, and RPI met the contract boiler efficiency guarantee.

8. NOx performance of a 125-MW tangentially fired furnace before and after the addition of a separated overfire air system and burner retipping. Emissions of the pollutant were reduced 65% across the unit’s load range. Source: Riley Power Inc.
The second tangentially fired boiler to which RPI applied SOFA and burner tipping is covered by an existing contract with Babcock Power Environmental Inc. to control its NOx, SO2, SO3, mercury, and fine particulate emissions. The NOx-reduction portion of the contract called for modifying the boiler’s combustion system and adding a cascading nonselective catalytic reduction (SNCR) system and an in-duct SCR system.
The boiler, in a Mid-Atlantic state, has a peak rating of 114 MW and fires either Eastern bituminous coal alone or a mixture of coal and up to 10% (on a heat input basis) clean wood waste. Its four elevations of coal nozzles are fed by four Model 553A Raymond bowl mills. In 1996, a single elevation of SOFA ports with limited directional control was installed as part of a system to enable natural gas reburning, but the burners were not retipped at that time. Because the boiler no longer uses natural gas reburning, the SOFA system now can be used to reduce the unit’s NOx emissions. Over the past decade, baseline NOx emissions have exhibited considerable scatter due to variations in operator control.
Recently, RPI modified the combustion system by adding new SOFA nozzles with automatic tilt and manual yaw capability, retipping all burners, and improving dampers’ control of air flow. At present, CFD techniques are being used to evaluate the SOFA nozzle design and to determine the optimum equipment settings prior to commissioning of the system.
The contract guarantees two levels of NOx performance, measured at the unit’s stack: 0.28 lb/mmBtu with the SNCR system in noncascading mode and the SCR system out of service, and 0.10 lb/mmBtu with the former in cascading mode and the latter in service (Figure 9). Both are lower than the unit’s 2005 baseline NO x emissions (measured by a continuous environmental monitoring system) and the target NOx emissions from the burners and SOFA alone.

9. A comparison of baseline, target, and guaranteed NOx emissions for a 114-MW tangentially fired unit. Its combustion system has been modififed and its burners retipped. Source: Riley Power Inc.
Case Study #4: Turbo-fired Boiler with LNBs and OFA
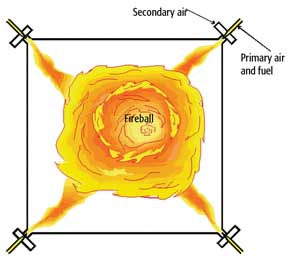
The Riley Turbo-fired boiler, or "Turbo Furnace," is a unique design developed by Riley Power in the 1960s for the purpose of burning fuels such as petroleum coke and bituminous coal with a low concentration of volatile organic matter (low volatile content).
The boiler is shaped like an hourglass. One row of burners, opposed at only one elevation, is aimed to fire downward at a 25-degree angle. Other, axial-flow, or directional-flame (DF), burners have two rectangular coal nozzles per burner; air is introduced above, below, and between the two nozzles. Some Turbo furnaces introduce OFA in the narrowest section of the furnace, just above the burners.
In the 1970s, when air pollution was becoming more of a concern, Riley Power discovered that DF burners reduced their furnace’s NOx emissions "naturally," by diffusion-type mixing and combustion. Today, about two dozen Turbo Furnaces are operating worldwide. The units they power produce from 85 MW to 600 MW by burning fuels ranging from low-volatile-content pet coke and bituminous coal to higher-volatile-content subbituminous and Powder River Basin (PRB) coals. Over the past five years or so, the utility owners of Turbo Furnaces have asked RPI for help to reduce their NOx emissions to meet today’s more-stringent state and federal levels.
Using CFD and physical models, RPI has developed upgrades for the DF burners that have proven capable of reducing a Turbo Furnace’s NOx emissions. Modifications include adding new tilting or fixed low-NO x coal nozzles and windbox partitioning. The lower NOx levels can be attributed to better flame attachment, better air flow recirculation patterns, and earlier ignition and pyrolysis of coal in the primary combustion zone. The modifications also provide more independent control of the combustion air within the burner windbox and to the OFA. In a nutshell, the modifications enable more-precise control of burner zone stoichiometry.
For proof that the upgrades work, consider their recent impact on the emissions performance of two 600-MW Turbo Furnaces firing PRB coal. The utility operating the units needed to reduce their NOx emissions from 0.35 lb/mmBtu to less than 0.21 lb/mmBtu to meet a new state mandate. Each furnace has 32 DF burners (16 per side) that face each other on a sloped surface and are fed by four Riley ball tube mill systems.
RPI used physical flow modeling and CFD analysis extensively to analyze and develop the DF burner modification details. The final configuration included the following key features:
-
New burner head inlet vanes.
-
New, tilting coal nozzles, a new flame stabilizer ring, and new air diverters.
-
A different partitioning of the windbox.
-
Modified center opening plating.
The CFD modeling was extended to the furnace to evaluate the use of OFA for further lowering of NOx and to ensure maintenance of proper CO and UBC levels. The Turbo Furnace design poses two big challenges: Its short retention time minimizes the time for carbon burnout, and the lack of an arch in the upper portion of the furnace exacerbates the problem. The modeling defined a need to install additional air injection openings or boundary air in the four corners of the furnace (above the OFA ports) and in the lower furnace below the main burner level (to control CO).
Modifying the two Turbo Furnaces reduced their NOx emissions below 0.2 lb/mmBtu (Figure 10), as required by the state. This represented a 43% reduction from pre-retrofit levels. The UBC level in flyash was <0.5%, and CO emissions averaged <300 ppm, which was considered good for this difficult furnace design. Without the additional air injection locations, CO emissions would easily exceed 2,000 ppm.
10. NOx performance of a 600-MW Turbo Furnace before and after modificaton of its axial-flow low-NOx burners and OFA system. Source: Riley Power Inc.
Other significant benefits of the modified combustion system included:
-
Improved superheat and reheat temperature distribution profiles.
-
Reduced attemperator spray flow.
-
Improved lower and upper furnace combustion conditions.
-
Reduced slagging and fouling.