Although mining practices often vary greatly according to the material produced and the value of the deposit, one common denominator is that mining of materials containing sulfide minerals creates acid mine drainage (AMD). AMD is one of the mining industry’s major environmental challenges.
A number of drivers influence the process selection for treating mine drainage waters. These include environmental regulations and the public’s growing demand for increased environmental stewardship. There are also a growing number of local and regional initiatives demanding that bioaccumulative chemicals of concern, both inorganic and organic, be treated to ever-lower levels in discharge water.
Consideration of AMD discharge is a major factor that influences treatment option decisions, including the purpose for which the water is to be treated and the method selected for disposal of the concentrated waste. In some cases, new water treatment technologies can efficiently allow for the marketing of mine pools as valuable resources.
New or expanded steam electric power plants frequently need to turn to nontraditional alternate sources of water for cooling. For example, six power plants in northeastern Pennsylvania currently use mine pool water as cooling tower makeup water. In addition to using AMD for cooling tower makeup water, there is a growing interest in providing the additional treatment required to use AMD water as boiler feed at steam electric power plants.
Mine Drainage Water Requires Additional Treatment
Although the use of mine drainage water as makeup water for power plants with closed-cycle cooling technology can often provide a number of advantages, including lower costs and a water source of sufficient volume, capacity, and sustainability, this water requires additional treatment before use in a power plant, for several reasons:
- The water salinity is high, frequently in the range of 2 g/l to 10 g/l.
- Dissolved and precipitated metals are present, including iron, manganese, aluminum, copper, zinc, cadmium, nickel, selenium, and boron.
- High levels of sulfate concentration, due to the oxidation of sulfide minerals contained in the ore, are present.
- The water is usually 100% saturated in calcium sulfate or in some cases much higher.
To arrive at the optimized process for the particular circumstances requires analytical data on the source water with both bench-scale testing and pilot testing to ensure that the processes selected are reliable and easy to operate.
Practical Applications
A power plant being constructed in Pennsylvania, for example, recently evaluated the use of AMD water for cooling water and boiler feedwater. The water supply under consideration comes from a number of inactive mines in the area, and the AMD requires treatment to prevent pollution. The salinity of the water is between 7,000 and 13,000 mg/L total dissolved solids (TDS). Dual treatment trains are currently in place to treat the water utilizing a high-density sludge (HDS) process.
Based on the following criteria, two approaches were evaluated to produce water suitable for use by the power plant:
- The water treatment plant had to have an extremely high availability, with the possibility of supplying 6,600 gpm of treated water 24 hours per day, 365 days per year.
- The assumption was made that the concentrate from a reverse osmosis (RO) membrane process could be returned to another portion of the mine and should not have an adverse impact on the future quality of water to be contained in the mine.
The Conventional Approach. The first option evaluated was a conventional approach. The treated water from the existing HDS plants would be further treated with a high-rate lime soda softening process, followed by pH adjustment and filtration. Finally, the water would move through a reverse osmosis (RO) system using both brackish membranes and seawater membranes to achieve a predicted high recovery (80% to 90%) of the treated softened water.
This conventional approach required removal of the potentially fouling and scaling conditions by using the existing HDS systems followed by softening and filtration to reduce the calcium sulfate saturation in the RO concentrate to a controllable level.
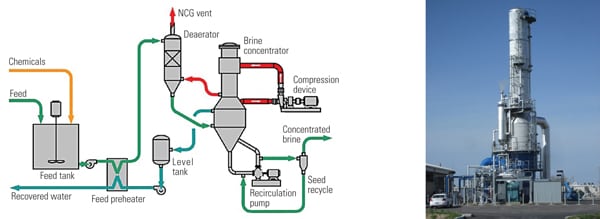
The New Technology Approach. The second approach evaluated utilized AMDRO technology, developed by N.A. Water Systems, a business unit of Veolia Water Solutions & Technologies. This process incorporates acid addition (either sulfuric or hydrochloric), ACTIFLO clarification, and multimedia filtration, followed by cartridge filtration and reverse osmosis (Figure 6). Due to the low pH, the process maintains iron and manganese in solution at a pH of 2.5 and uses a proprietary chemistry to remove suspended solids in the ACTIFLO clarification process at low-pH solution. Under the acid conditions, the iron and manganese stay dissolved and have no fouling effect on the RO membranes. In addition, at pH 2.5, a portion of the sulfate ions in the water are present as bisulfate, thereby reducing the tendency for calcium sulfate to precipitate.
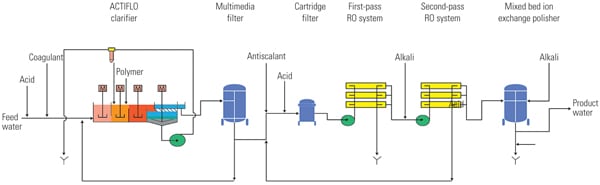 |
| 6. The AMDRO process. By carefully selecting the water treatment process steps, treatment of acid mine drainage to make acceptable power plant makeup water is possible, and at a reasonable cost. Source: Veolia Water Solutions & Technologies Inc. |
The pretreatment processes ahead of the RO are designed to reduce particulates and retain the scale-forming contaminants such as metals and calcium salts in solution, preventing scaling of the membranes upon concentration. The RO process is operated in double-pass mode with the first pass operated under acidic conditions, which effectively controls scaling due to metals and calcium salts, and the second pass at neutral pH conditions for further removal of dissolved inorganic compounds.
First-Rate Pilot Study Results
A pilot unit that was run to demonstrate the AMDRO process system showed the technology significantly reduced the chemical demands in the process while achieving the product quality and reliability required. Though the technology was able to operate at 60% to 65% water recovery, compared to 78% recovery achieved by the conventional approach, the operating costs were greatly reduced. The impact on the mine water of the added sodium in the softening process to the concentrate was also eliminated. The reject from the conventional treatment process contained approximately 7.4% sodium sulfate.
The calculated chemical cost for the AMDRO technology was significantly less (Table 1), although capital costs were very similar. Less equipment was required with the AMDRO process, but a higher-grade construction material was required for operation at a pH of 2.5.
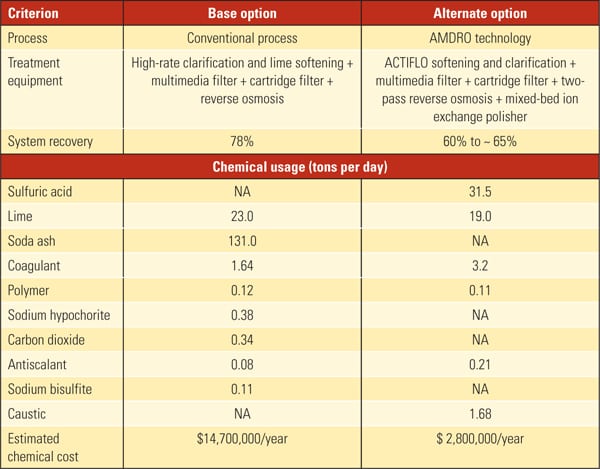 |
| Table 1. Comparison of conventional and AMDRO water treatment costs for treating acid mine drainage for power plant makeup water use. Source: Veolia Water Solutions & Technologies Inc. |
The pilot study showed that iron and other metals could be maintained in solution and they were effectively rejected by the RO membranes, brought down to the low levels that would be required for the power plant feedwater by using a second-pass RO bank (Table 2).
 |
| Table 2. Pilot plant test results using AMDRO to treat acid mine drainage. Source: Veolia Water Solutions & Technologies Inc. |
The pilot study demonstrated that AMDRO technology could be effectively used, in this case, to produce the quality of water required for the power plant—and at significantly lower chemical costs and lower sludge production than the conventional approach. It would also have less of a long-term impact on the quality of the mine water, due to the recycling of concentrates back into the mine pool.
—Contributed by Robert L. Zick (robert.zick@veoliawater.com), director, mining market, for N.A. Water Systems, a business unit of Veolia Water Solutions & Technologies Inc.