
In May 2010, the U.S. Environmental Protection Agency (EPA) unveiled long-awaited proposed regulations on ash handling for power plants. Under the first proposed option, coal ash would be categorized as a special waste regulated by RCRA (Resource Conservation and Recovery Act) Subtitle C hazardous waste provisions. If adopted, this option would create federally enforceable requirements for ash management, including waste generation, transportation, and disposal.
Under the second proposed option, coal ash disposal would be regulated under the RCRA’s Subtitle D nonhazardous waste provisions. In either scenario, EPA regulations will be more stringent because they will eliminate wet ash handling and phase out surface impoundments (ponds) for all coal-fired power plants.
Many utility companies are already investigating a conversion to dry bottom ash systems. Those companies that are still using ponds to store ash by-product have important choices to make as they look to replace wet with dry bottom ash systems. Various proven ash conveying options are available to companies seeking to eliminate the storage of bottom ash in ponds.
The Evolution of Ash Handling
Thirty years ago, all ash from coal-fired power plants was typically conveyed as slurry and collected in ash ponds. Many of these ponds are still in use today. In the late 1970s, dry fly ash collection systems began gaining popularity, especially for new coal-fired installations. Over the past two decades, existing plants have been steadily phasing out environmentally controversial and high-maintenance pond-based systems for dry fly ash disposal.
Dry fly ash conveying is a more mature market than dry bottom ash. Many utilities converted wet fly ash to dry systems in conjunction with a fuel switch to Powder River Basin coal. Others converted to dry as local markets emerged, enabling the reuse and sale of fly ash to concrete suppliers. Yet others have diverted fly ash from capacity-strained ponds as a way to extend the pond life for bottom ash storage.
Today, nearly two-thirds of plants with ash ponds have existing dry fly ash systems, while over 90% of bottom ash systems remain wet. The objective for most operations is to eliminate the pond, not necessarily eliminate the use of water from the bottom ash conveying process. However, some plants, in addition to eliminating the pond, will also want to eliminate water from the conveying process. These conditions frame the available choices, which range from continued use of water to 100% elimination of water.
Eliminating Bottom Ash in Retention Ponds
Five different basic technologies are available for eliminating the storage of bottom ash in ponds. Each is discussed below.
Recirculation Systems. Recirculation systems convert a wet sluice system into a dry ash system in the shortest amount of outage time (Figure 1). Recirculation systems use separating tanks to clarify ash sluice water that is usually sent to the ponds with the ash. The first tank, called the dewatering bin, collects and dewaters bottom ash solids to approximately 15% to 18% moisture. The clarified water is stored in a surge tank and reused during the conveying cycle. The ash is then unloaded into trucks. The existing hopper underneath the boiler remains in service.

1. The wet ash recirculation system. Source: United Conveyor
Submerged Flight Conveyor (SFC). SFC systems replace existing bottom ash equipment under the boiler with a submerged mechanical chain and flight conveyor (Figure 2). Ash falls from the boiler and accumulates in the upper trough, which is filled with water to quench and cool the ash. Horizontal flights move the accumulated ash along the trough and up a dewatering ramp. At the top of the ramp, the ash falls through a discharge chute to a truck or bunker. The bottom ash in the bunker is picked up once or twice a day with a front-end loader and put into trucks. SFC systems are designed to run continuously and save on power consumption and water usage.

2. The submerged flight conveyor system. Source: United Conveyor
Continuous Dewatering and Recirculation System (CDR). The CDR system combines the benefits of a traditional recirculation system with the proven dewatering technology of the SFC (Figure 3). The CDR system is easily incorporated into existing bottom ash hoppers; it requires no changes and only minimal outage time. The ash dewatering and removal conveyor is located outside of the boiler area. It can service one or more operating units, making it the most cost-effective conversion alternative available.

3. The continuous dewatering and recirculation system. Source: United Conveyor
Pneumatic Conveying (PAX). Pneumatic conveying of dry bottom ash was the first method used in the 1920s through the 1940s. The PAX system utilizes a time-proven vacuum design to convey ash in a dry system; no water is needed, resulting in reduced cost and time (Figure 4). Bottom ash is stored dry in a refractory-lined hopper under the boiler. Percolating air cools the ash, helps complete combustion of unburned material, and protects ancillary equipment. Large pieces are crushed small enough to feed into a pneumatic conveying line and are conveyed to a dry storage silo. The ash is unloaded through a damp ash conditioner and then belt conveyed or gravity unloaded to a truck.

4. The pneumatic conveying system. Source: United Conveyor
Vibrating Ash Conveying (VAX). Vibrating conveying is the newest technology available for bottom ash removal that eliminates the need for a pond, making it a 100% dry solution (Figure 5). Vibrating conveying provides continuous removal of ash under the boiler, similar to SFC or moving belt systems, except that the VAX system has no moving mechanical parts under the boiler. Superior durability, reduced maintenance, and enhanced boiler efficiency distinguish the VAX system from related moving stainless steel belt technologies. The gentle catch and throw motion of the vibrating deck moves ash from the under the boiler to a crusher, where it is fed to a secondary conveyor. Cooling air is forced up from under the vibrating deck, combusting any unburned bottom ash. The resultant fluidized vibrating bed offers the highest heat transfer back to the boiler of any technology.
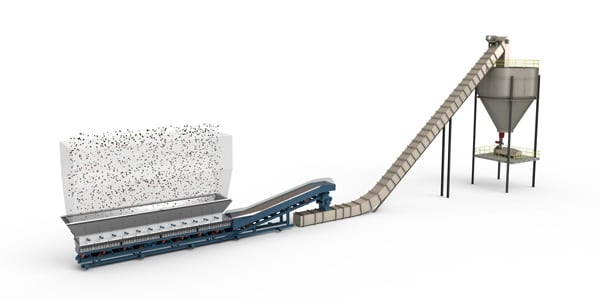
5. The vibrating ash conveying system. Source: United Conveyor
One Size Does Not Fit All
Five technological solutions exist because one size does not fit all. Each unique plant must evaluate the importance of criteria used in the wet-to-dry decision-making process. Common questions when evaluating technology choices include these:
- How much water is available for bottom ash conveying and disposal?
- Which system will fit given the plant’s space constraints?
- Can storage tanks and silos be used for multiple units?
- How long an outage is required to install the equipment?
- What is the design, material, and installation cost estimate for the project?
- What are the estimated operating and maintenance costs of the system?
For some plants there will be constraints and trade-offs that will disqualify all but one or two alternatives. For example, if the ash pond needs to be eliminated within the next 12 to 24 months and there is no opportunity for a multi-week outage for equipment replacement, then the most viable choices become either a CDR or recirculation system. If 100% elimination of water is required, then PAX and VAX are the two possible options. Physical constraints for placing the mechanical conveying equipment may also limit options, in this case leaving PAX as the only 100% dry option because it only requires a piping corridor from the boiler house.
A Logical Progression: Wet-to-Dry Conversion
Given recent high-profile incidents surrounding ash pond failures, coal-fired power plants have faced heightened environmental and public scrutiny of their ash-handling practices. Coal ash contains arsenic, lead, cadmium, mercury, selenium, and other contaminants that can pose serious environmental and health risks. By definition, wet ash conveying and storage creates more opportunity for operational failure and the leaching of heavy metals and contaminants into groundwater.
Next-generation dry bottom ash solutions are available to meet critical needs as plants upgrade and transition away from outdated wet systems. Wet-to-dry conversion can reduce water use by millions of gallons annually at each plant while significantly reducing the risk of leaching and catastrophic environmental incidents that can be associated with retention ponds.
Energy efficient and environmentally responsible dry bottom ash technologies are the logical choice for companies looking to comply with new environmental standards. We expect that the vast majority of existing wet bottom ash handling systems will convert to dry systems in the coming years. In fact, several utility companies have already begun exploring dry conversion options and are collaborating on the optimal solution for their specific plant needs.
—Dan Charhut (dancharhut@unitedconveyor.com) is vice president of technology for United Conveyor Corp.
















