A coal-fired plant in Colorado needed to further reduce its emissions to comply with more-stringent regulations. The work presented several challenges, and the owner and contractors worked together to complete construction on time, safely, and under budget.
Power plants by their nature require the integration of complex systems. Projects to upgrade a plant’s operations require plenty of engineering expertise, particularly since construction often occurs while the plant remains online, or it must be completed quickly to keep downtime to a minimum.
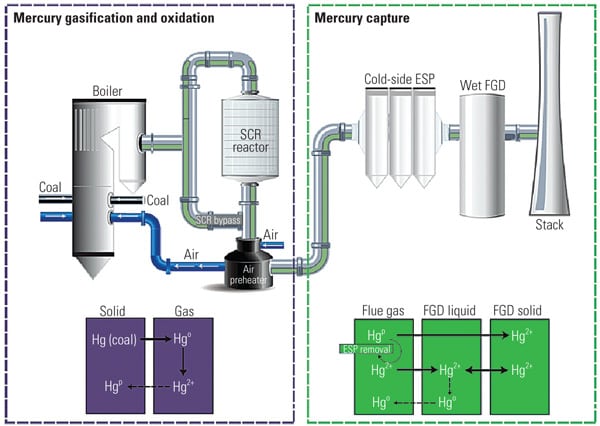
Many U.S. coal plants and other industrial facilities in recent years have installed advanced emissions control equipment in an effort to comply with more-stringent state and federal regulations. Controlling emissions of NOx, SOx, mercury, particulate matter (PM), and other hazardous air pollutants (HAPs) is an integral part of plant operation.
Craig Generating Station, a 1,303-MW plant that utilizes low-sulfur subbituminous coal from nearby mines in northwest Colorado, is like many U.S. coal plants whose continued service requires greater control of emissions to meet environmental targets. The plant’s owners in 2016 agreed to a plan in which Unit 1, which began operation in 1980, would be retired by year-end 2025. The remaining Units 2 (which came online in 1979) and 3 (which began operation in 1984) would continue to operate with emissions controls in place.
Tri-State Generation and Transmission Association Inc., the operating partner of the Craig plant, in 2015 awarded TIC-The Industrial Company a contract to install selective catalytic reduction (SCR) technology on the 428-MW Unit 2 in an effort to reduce emissions of NOx. The plant already had flue-gas desulfurization (FGD) technology in place to control SO2 emissions on its units, along with ultralow-NOx burners with overfire air systems to control NOx emissions, and baghouses to control PM emissions. The Unit 2 project required installation of an SCR superstructure, which meant existing steel and duct work needed to be demolished. Construction would include putting up new structural steel and duct work and installing the SCR technology, along with siding, roofing, and the heating, ventilation, and air conditioning systems for the SCR enclosure.
There were several challenges. The worksite was compact; the proximity of each unit meant the workspace was minimized. Worker safety was a top priority. The project was scheduled in phases, requiring careful planning to keep construction on track.
“This was a project that we really wanted to plan well, and get the client buy-in, and we did that,” Emmett Black, the TIC project manager, told POWER. “I think this was a great project for the client, and for TIC. It is a model for teamwork, getting the craftsmen involved, and management involved, to execute a successful plan. This was a significant undertaking and we ensured the client was involved in the planning and operations.”
The updates to Unit 2 allow the plant to meet or exceed its requirements for reduction of NOx and keep sulfur trioxide emissions low. The successful reduction of those emissions, along with the extensive planning of the SCR construction, including innovation in crane placement and materials handling, which helped bring the project in on time, safely, and under budget, are all achievements worthy of a POWER Top Plant award.
Experience in SCR Projects
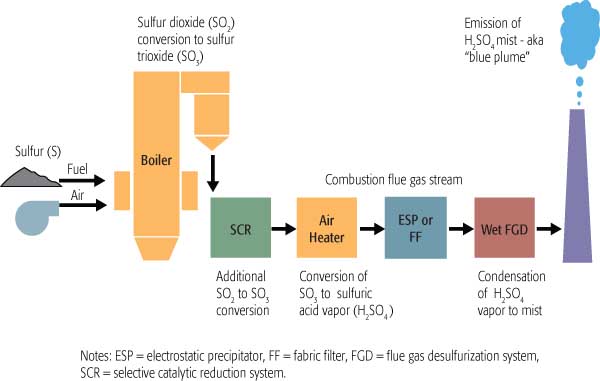
SCR is a means of converting NOx, with the help of a catalyst, into diatomic nitrogen (N2) and water. A gaseous reductant, usually anhydrous ammonia, aqueous ammonia, or urea, is added to a stream of flue or exhaust gas and is adsorbed onto a catalyst. The technology using ammonia as the reducing agent was developed by the Engelhard Corp., a New Jersey company, in 1957. (Engelhard was acquired by Germany’s BASF in 2006.) Japan’s IHI Corp. installed the first large-scale SCR in 1978, part of a number of demonstrations on pilot plants powered by coal, fuel oil, and natural gas in that country in the late 1970s.
TIC, a subsidiary of Kiewit Corp., is no stranger to tackling power plant projects. It worked on an environmental retrofit of the La Cygne Generating Station in Kansas, part of a team that installed several components including an SCR system. It also worked on the Petra Nova carbon capture project in Texas, which received POWER’s 2017 Plant of the Year award, and had the engineering, procurement, and construction contract for Unit 3 of the Grand River Energy Center in Oklahoma, a combined cycle plant that came online in 2017 and was the first in the Western Hemisphere to use a Mitsubishi Hitachi Power Systems J-series turbine. Grand River also presented the logistical challenges of a confined construction area and tight deadlines, akin to what TIC encountered at Craig.
“It’s important to talk about why we built the SCR structure at Craig,” said Black. “An SCR system was the only [technology] that would help further reduce their emissions. The SCR’s function is to do a chemical reaction between ammonia and NOx in the flue gas. It then passes through a catalyst phase. The whole job is to reduce the NOx levels. We did the duct work, the tie-ins, [and] the superstructure itself.”
The project was outlined in five phases, with TIC as the general contractor and Black & Veatch as the owner’s engineer. The construction work, including foundation work in 2014, took just more than three years. M.J. Electric, headquartered in Iron Mountain, Michigan, did the above-grade electrical work on the project, cable tray, and raceway construction for the SCR reactor, fly ash handling and associated equipment, cable tray and conduit installation, and completion of the battery and data highway systems. Additional scope involved motor control center, switchgear, panels, transformers, lights, and fiber optic needs.
Casey Industrial of Westminster, Colorado, which has participated in several projects at Craig over the years, including a number of air quality control systems upgrades, did piping work on the SCR project, along with the upgrades to the booster fans and ammonia storage facility. Illinois-based Graycor did foundation and substructures work.
“We were there from May 2015 to the end of September 2017,” Black said. “With the actual phases, we were pretty much done in late July-early August 2017. The phases were milestone completions for [plant] operations, to keep us on schedule, to make sure [the plant could operate] around that scope of work.”
 |
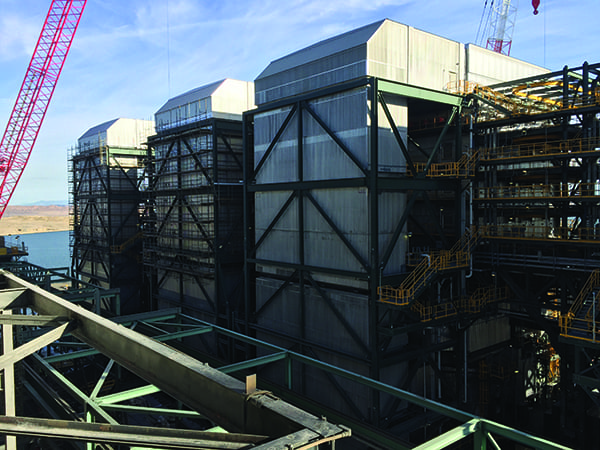
| 1. Tight quarters. Installing the selective catalytic reduction technology at Craig required inventive strategies when it came to the use of cranes and handling of materials. This photo shows the limit area cranes had to operate within while lifting materials into place, often just inches from other equipment at the plant. Emmett Black, project manager for TIC, said his group used survey marks to position cranes. Courtesy: TIC |
With the plant’s three units close together at Craig, TIC used some innovative strategies (Figure 1) to do its work.
“It was a really tight job,” Black said, referring to the project’s workspace. “We addressed it by using Goldhofers, a motorized trailer with wheels, to load the equipment outside the unit and bring it in closer. We used multiple cranes to feed the larger cranes that we built in the center [of the construction footprint]. We had to do some assembly of the crane in the air.”
Black noted the tight working space meant “we had to use survey marks to position the crane. On some of the lifts we were only inches from structural equipment, probably within inches on most lifts.”
Plant Is Important to Northwest Colorado
Upgrading the emissions equipment at Craig is an important part of keeping the plant operating efficiently. Black emphasized the facility’s importance to northwest Colorado, as it provides jobs at both the plant and the local mines—Colowyo and Trapper—from which it sources coal.
Units 1 and 2 at Craig comprise the Yampa Project, which is owned by Tri-State and four other regional utilities. Tri-State is the sole owner of Unit 3. Units 1 and 2 are equipped with wet limestone FGD systems that remove 90% of the SO2 produced by those units. After desulfurization in the FGD, the low-temperature flue gases are emitted through a concrete chimney with a Pennguard borosilicate glass block lined brick flue. Unit 3 uses a dry-lime scrubber system.
Black said there has been “about an 85% reduction in NOx” after installation of the SCR in Unit 2. “Everything seems to be meeting [the operators’] expectations.”
Terry Nelson, senior manager of generation construction for Tri-State, in material provided to POWER said: “Each of the contracts was performed under difficult conditions, around operating generation facilities with extremely limited access. The Unit 2 SCR erection included significant lifting plans that hoisted large materials over Unit 1 and Unit 2, requiring two major plant outages in order to complete the tie-ins. By our measure of quality, cost, schedule, and safety, the project was a large success. TIC was skilled, conscientious, and professional from top to bottom.”
“Craig was one of the champion sites in how we executed our mobile workforce,” said Black. “It was a poster project for our workforce and for OSHA’s [Occupational Safety and Health Administration’s] VPP [Voluntary Protection Program]. We made all of our milestones in time so that we could assist the client to turn the systems on. We didn’t have any big delays. We were able to make a good plan and execute a good plan. I’m proud of the job in how we built our team with the client in our planning.” ■
—Darrell Proctor is a POWER associate editor.