Colorado Energy Nations Boiler 5 Upgrade Project

Courtesy: Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering
POWER’s 2015 Reinvention Award (formerly known as the Marmaduke Award) goes to an industrial cogeneration plant that reinvented its largest unit for greater fuel and operating flexibility. This project is exemplary for the owner’s foresight, maximizing local engineering resources, a stellar safety record, and project execution principles that are sound for projects of any size. Even though the plant is relatively small, odds are high that you’ve enjoyed the product produced by the industrial process this power plant supports.
You may not have heard of Colorado Energy Nations (CEN), but you’ve undoubtedly heard of the company whose production plant it serves: Golden, Colorado’s Coors Brewery. And although the project for which CEN wins this year’s Reinvention Award was recently executed, its reinvention plan was drafted roughly four decades ago.
In the mid-1970s, Coors Brewing Co. (Coors) was a vertically integrated corporation. The company owned a boiler plant, two steam-driven turbine generators, a coal mine, a gas field, and an oil storage tank farm. While vertical integration was common in the 20th century, especially for large, capital-intensive industries, Coors’ brewery in Golden, Colo. (Golden Brewery) was unique in the beer industry.
As demand for Coors and Coors Light beer began to surge, the need for expanded steam and electrical generating capacity at the Golden Brewery was recognized. In response, management approved the addition of a new 450,000 lb/hr boiler (Boiler 5, supplied by Combustion Engineering) and a 20-MW steam-driven turbine generator (TG-3, supplied by General Electric) in 1979.
When the project described in this article commenced, total generating capacity at the plant was 40 MW, supplied by three steam-driven units: TG-1 and TG-2 at 10 MW each and TG-3 at 20 MW. Steam for the generators came from four boilers: #1, #2, #4, and #5 (#3 had been mothballed). Natural gas fueled #1, #2, and #4. Boiler #5 was fueled by coal. In addition to supplying steam for the turbine generators, plant steam is used for malting, brewing, and other processes as well as space heating. Total steam design capacity of the four boilers is 1.3 million pounds per hour at 800 psig.
In 1995, Coors decided to outsource energy production. The boilers and generators were sold to Trigen Energy Corp., and many of the Coors powerhouse employees became Trigen employees. Trigen was acquired in 2002 by Tractebel S.A. North America, which became known as SUEZ Energy North America in 2005. Then in 2008, the entity became known as GDF SUEZ Energy North America with headquarters in Houston. Earlier this year the company name changed to ENGIE North America. Meanwhile, Coors Brewing Co. merged U.S. operations with Miller Brewing Co. to form MillerCoors. Through all the corporate changes, the boilers and generators that had been installed in the 1970s continued to supply steam and electricity to the Golden Brewery.
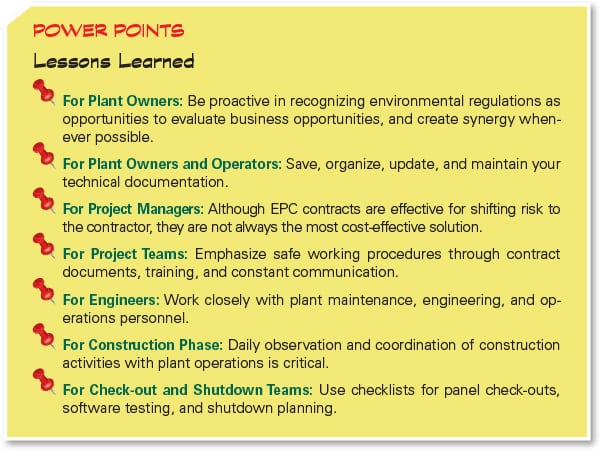
In 2012, Colorado Energy Nations (Figure 1), a subsidiary of GDF SUEZ Energy North America, began planning a project to complete a blended fuels plan that was originally envisioned in the 1970s. CEN harnessed environmental, regulatory, and commercial incentives to replace obsolete control systems and to enable its largest boiler (Boiler 5) to burn blended fuels. The project was coordinated with scheduled maintenance overhauls and other upkeep projects. The result was a well-managed, highly coordinated project that was executed without a safety incident, came in 10% under budget, and started up on the scheduled day (February 9, 2015). Within two weeks the boiler was smoothly running with blended fuels (coal and gas) under automatic control.
 |
| 1. Plant overview. The Golden Brewery facilities surround the Colorado Energy Nations power plant, shown here in the unshaded section. The baghouse enclosure is situated in the foreground with the Boiler 5 stack on the northwest corner of the Boiler 5 unit enclosure. Courtesy: Google Earth, Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering |
Designed for Fuel Flexibility
Industrial power generators are even more directly affected by the market dynamics of fuel supplies and costs than regulated utility generators, which can easily pass along fuel cost increases to customers. When fuel costs increase, for any reason, those who supply their own electricity see the effect on the bottom line. To mitigate the economic impact of fuel cost fluctuations, Coors decided several decades ago to build in some flexibility.
In the 1970s natural gas was in short supply, and in Colorado, gas taps for new homes were restricted. William K. (Bill) Coors, chairman and CEO of Coors, decided that the new boiler should burn coal in order to save gas for residential use. However, he foresaw a time when other fuels might become feasible and directed that Boiler 5 be specified to burn coal, natural gas, or fuel oil as its primary fuel and be able to accommodate supplemental fuels, such as sludge from the process waste treatment plant and ethanol from waste beer.
Boiler 5 was commissioned using coal in late 1979. Bill Coors insisted that coal be burned as cleanly as possible with available technology, so special “felted Ryton” baghouse filter bags were developed and purchased from Phillips Petroleum. Total installed cost of the new unit, including the baghouse, was approximately $20 million.
Sludge from the process waste treatment was burned until about 1998. At that time the waste treatment process was modified, and the sludge became a viable material for agricultural use. Similarly, ethanol from waste beer was burned for several years, until the benefit of selling it as a fuel additive outweighed its value as a boiler fuel supplement.
Boiler 5 Upgrade Rationale
Although the original plan was for Boiler 5 to burn a variety of fuels, to defer capital costs, natural gas fuel piping was not part of the original installation. Fuel oil storage and supply piping was part of the original installation, but it was later removed. So even though the boiler was equipped with nozzles for coal, gas, and oil, at the start of this upgrade project, it was only capable of burning coal.
Several factors prompted the recent upgrade of the 1979-installed Boiler 5. Readers familiar with utility or merchant power plants feeding power to the grid will recognize them all.
Optimize Fuel Costs. As Bill Coors had envisioned, today’s abundant supply of natural gas has driven down its price, making it an economically attractive fuel source and justifying completion of the blended fuel design for Boiler 5.
Meet Current Regulatory Limits. As long as other boilers at the plant were running on natural gas, the combined emissions from the plant met regulations. But under certain conditions, if Boiler 5 was running solo on coal, emissions limits could be exceeded. By completing the blended fuels plan for Boiler 5, even when that unit operates alone, the plant would remain in compliance. Both internal and external stakeholders would benefit from sustainable emissions reduction, which is a global priority of the GDF SUEZ group, explained Senior Environmental Health and Safety Specialist Suzanne Stevens.
Flexibility to Address Future Business Opportunities and Regulatory Compliance. In 2010, concurrent with Colorado developing its Regional Haze State Implementation Plan (RH-SIP), which requires NOx emissions reductions through best available retrofit technology (BART), a discussion was initiated about changing the fuel mix of the facility from 93% coal and 7% natural gas to 60% coal and 40% natural gas. Additionally, there was great uncertainty concerning the effects of pending regulations covering mercury and hydrogen chloride emissions (“Industrial Boiler MACT”), lower limits for SO2 and NOx under the National Ambient Air Quality Standards, and the disposal of coal ash under the U.S. Environmental Protection Agency’s Coal Combustion Residuals rule.
CEN worked with the Colorado Air Pollution Division to develop a flexible strategy for meeting the BART-derived NOx emission limits using either individual boiler limits or a limit based on emission averaging for multiple units. Both the facility’s blended fuels plan and the RH-SIP were finalized in December 2012. (The remaining regulations were still pending.)
CEN reviewed its RH options to ensure 100% compliance by either installing natural gas burning capability into Boiler 5 and/or installing additional coal NOx controls on that boiler. The team decided to install natural gas firing capability first, as this would provide immediate business benefits resulting from added fuel options, would ensure CEN’s ability to meet RH NOx limits if emission averaging “fell short,” and would retain the option to install additional coal controls later, if future fuel costs favored coal, according to Stevens.
Incidentally, this approach is another example of how state regulations provided incentives for a generating plant to adopt environmental controls before federal regulations required them, as discussed in POWER’ s online article “The Voters Were Right: Colorado and Minnesota’s Paths to Clean Energy.”
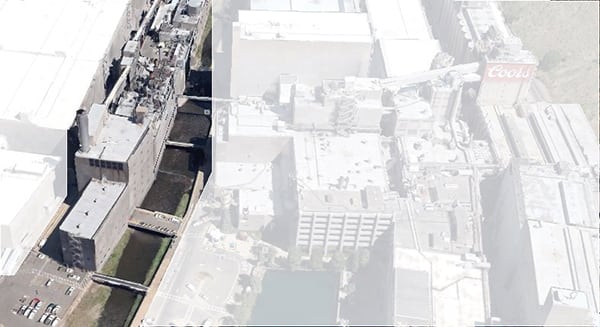
Obsolete Control Systems. When Unit 5 was built, the owner did not consider programmable logic control (PLC) or distributed control systems to have sufficient reliability to be trusted with control of the boiler, so the burner management system, which plant management calls the Flame Safety System, was designed using Square-D Norpak logic. Norpak was a discrete solid-state logic system that had been used throughout the brewery for critical control systems. However, as you can see from Figure 2, a Norpak panel could be intimidating for maintenance work. Spare parts were no longer available, and the pool of technicians with Norpak trouble-shooting skills was shrinking. Plant management was happy to replace the old panel.
  |
| 2. Before and after flame safety controls. The original Norpak Flame Safety panel (top) is a stark contrast with the new Rockwell flame safety controls (bottom). Courtesy: Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering |
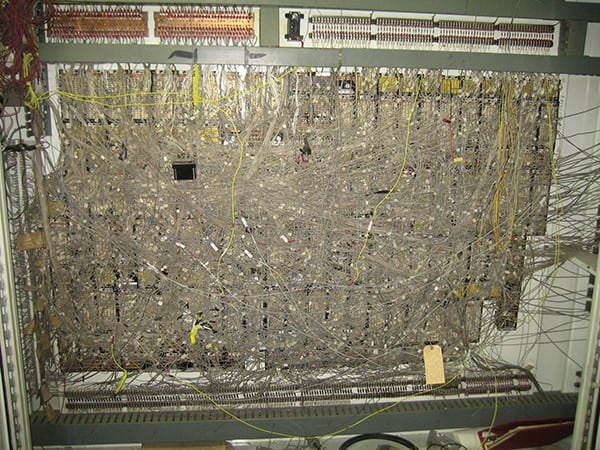
The combustion control system had been designed using the Fisher AC3 electronic analog control system (Figure 3). Fisher AC3 was a modular system that included operator stations and separate control modules such as PID, lead-lag, computation, signal selector, and the like. Spare parts inventory was nearly exhausted, and module failures were frequent, so this control system also became a candidate for replacement.
  |
| 3. Before and after operator controls. On the top is a portion of the old Fisher AC3 operator panel. Below is a shot of the new Rockwell system. Courtesy: Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering |
Contracting Strategy: Leverage Site Expertise
In December 2012, GDF SUEZ retained Behrent Engineering Co. (Behrent) to develop a detailed project definition for completing Boiler 5’s blended fuel system. Behrent is a local Denver-area firm with 53 years of multi-disciplined heavy industrial experience. Much of that experience was gained executing capital projects for the brewery and power plant, so Behrent was selected to execute the preliminary engineering phase of the project because of its knowledge of the plant.
During that phase, Behrent’s role was to help GDF SUEZ set a project budget and develop detailed project definition documents for prequalified engineer-procure-construct (EPC) contractors. The successful EPC contractor would then be responsible for detailed engineering, material purchasing, installation subcontracts, project management, and commissioning on a lump-sum turnkey (LSTK) basis.
Working together, GDF SUEZ and Behrent developed a $3.5 million budget for the project. When the preliminary engineering package was ready, EPC bidders were invited to a pre-bid meeting and project walk and were also given a chance to individually present their bids to the evaluation team. All but one of the bidders elected not to submit a proposal because of the small size of the project and unknown project risks, like the complexity of replacing the Norpak panel. The single proposal came with a cost of $4.5 million. At that point, the project team realized that the LSTK approach would put the project 29% over budget.
Instead of moving forward with the LSTK strategy, Plant Manager Mike Gwyther and Maintenance Manager Dennis Capps proposed an alternative. Instead of an EPC contract, they suggested that plant personnel could manage separate engineering and construction contracts and directly purchase materials. John Givens, the GDF SUEZ Energy North America project manager, presented both the LSTK approach and the alternative to management, which decided that the plant staff’s experience and abilities were ideal to complete the project using the alternative approach. GDF SUEZ corporate engineering was confident that this path could be followed and would meet the budget. When the decision to use the alternative contracting strategy was communicated to plant management, they were thrilled that they would be the primary drivers of the project.
Because of Behrent’s involvement in the preliminary engineering phase and familiarity with the project requirements, plant management then retained Behrent to execute the detailed engineering phase of the project. Valves and instrumentation were directly purchased by the plant and were received well in advance of need. Behrent developed detailed subcontractor bid packages and assisted in the bid evaluation process. Major project partners are listed in Table 1. The plant also awarded specialty contracts as needed. For example, T.D. Williamson Inc. was hired to hot-tap into the existing gas header.
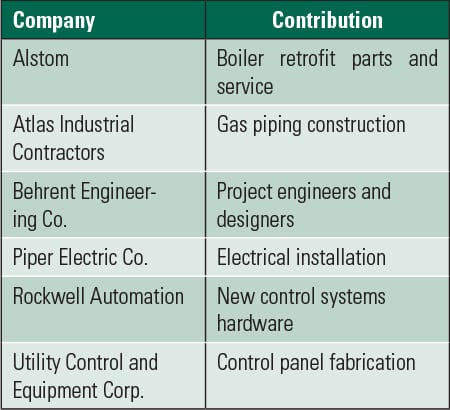 |
| Table 1. Major project vendors and partners. Source: Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering |
Project Summary
The project had three main objectives:
■ Install natural gas piping.
■ Replace flame safety controls (Norpak panel).
■ Replace combustion controls (Fisher AC3).
To accomplish those objectives, the project included the following scope of work:
■ Install the new flame safety control panel near the Norpak panel. Use redundant Rockwell Automation ControlLogix 1756-L72 PLCs for the new panel. Plan to convert the Norpak panel to a marshaling cabinet. Save and reuse all field instrumentation and wiring.
■ During October 2014 shutdown: Cut over to new flame safety controls. Replace half of the pulverized coal fuel nozzles. Inspect the condition of existing gas fuel nozzles.
■ Install a new 10-inch gas main to Boiler 5, including main gas stop valve, flow, and pressure controls; block and bleed valves to each gas burner; and combustible gas detectors.
■ Hot tap the existing main gas header while the boilers continued in operation.
■ Install the new combustion control PLC system near the Fisher AC3 racks. Use Rockwell Automation ControlLogix 1756-L72 PLC. Add marshaling terminal blocks to existing Fisher AC3 racks. Prewire the new PLC to marshaling terminal blocks. Save and reuse all existing field instrumentation and wiring.
■ Connect all new gas line valves and instrumentation to the new PLC panels.
■ Update the iFIX SCADA system to include the new gas line valves and instrumentation and to interface and gather data from the new PLCs.
■ During winter 2015 shutdown: Cut over to new combustion controls. Replace Fisher AC3 operator stations with new Rockwell Automation PanelView Plus 6 15-inch color touch screens. Tie in new gas line to each existing gas nozzle. Replace remaining pulverized coal fuel nozzles.
Budget and Schedule
After the scope of work was developed, the Behrent team began to work on the budget. Behrent met with several local contractors and suppliers to develop estimates for materials and installation labor. After allowing for contingencies, the final project budget was set and approved at $3.5 million.
Overhaul work had previously been planned and scheduled for the October 6 to 24, 2014, shutdown. Project requirements were scheduled as necessary to meet that shutdown schedule. Plant operations scheduling and contractual obligations also required the winter shutdown (January 19 to February 8) to be complete by February 9, 2015, so project requirements associated with that shutdown were scheduled as necessary.
Keys to Success
The elements that ensure success often vary by the type of project, but one universal foundation is a focus on safety.
A Focus on Safety. The CEN plant has a long history of safe operation. As of April 1, 2015, the plant has run 3,323 consecutive days without a lost time accident. During the project, contractors logged 9,879 safe manhours, through January 2015. Givens of GDF SUEZ Energy North America, Capps of CEN, and Rick Skaflen, Behrent’s project manager and manager of safety, all emphasized project safety. Key components of the safety program were:
■ Each of the 68 project meetings started with a safety moment.
■ A Contractor/Vendor Site Orientation Manual was included in every bid package and in contract documents.
■ An in-depth safety questionnaire was included with each contractor bid package and was part of the contractor selection process.
■ Each contractor was required to administer its own safety program that met or exceeded safety protocol at the plant.
■ Each contractor was required to name an onsite manager of safety.
■ Proper personal protective equipment was required at all times during construction activities.
■ Each employee of each contractor was required to take the site-specific safety orientation training before beginning work.
The Availability of Up-to-Date Technical Documentation. Since Boiler 5 was placed into service in 1979, the plant maintenance organization has done an exceptional job of organizing, saving, and maintaining electrical schematics, wiring diagrams, and technical descriptions of operation. After some statistical spot-checking, it was determined that the electrical drawings were an accurate reflection of actual wiring. That saved many hours of hand-over-hand tracing of existing wiring, which would have risked accidental boiler trips.
The technical descriptions of operation provided valuable insight into the original designers’ strategies for controlling the boiler. Behrent’s software designers (Chris Silkey, Clay Sorensen, Lori Coughlin, and Jim Darling) repeatedly referred to those descriptions for clarifications of requirements.
Plant layout drawings were also well archived, saving many hours of field measurements for developing layout drawings for the new gas piping.
The Involvement of Plant Personnel. Many CEN employees have worked at the plant since Boiler 5 was built, so they have a tremendous sense of ownership and knowledge of the facility. The project team benefited greatly from their knowledge. For example, during the piping design phase, Behrent regularly consulted with Maintenance Manager Capps to ensure that the new gas piping would not interfere with existing operations and would also allow easy maintenance access to valves and instrumentation.
During the controls engineering phase, Behrent regularly reviewed design ideas with the maintenance technicians (Jerry Pyle, Jay Schmidt, Curt Holsinger, and Justin Hake) and received valuable feedback. Plant Engineer Jerome Cain set up a joint meeting between the engineers, maintenance technicians, and control system manufacturer at the local Rockwell Automation office. During that meeting consensus was established for optimum control system design.
During software development, Behrent worked closely with the operations group, led by Operations Manager Mike Jeffres. The operations group gave valuable input about how they intended to control the processes. Behrent provided “cut and paste” tools so the operators could agree how to best configure the human-machine interface (HMI) overview screen for ease of use and for best display of key operating parameters.
Cain began studying the details of the Norpak Flame Safety Controls before the project was approved. He took on the task of translating the Norpak logic into PLC software. He also had developed a plant standard approach for programming PID instructions in the PLC and for displaying PID faceplates on the HMIs. Behrent adopted those standards for use in the combustion controls software. Close coordination also was required for hardwired interlocks and network communications between PLC systems. Because he works with it regularly, Cain updated the iFIX SCADA system.
The extensive involvement of plant staff in the project resulted in new systems that dovetail with existing systems and that are easy to operate and provide good maintenance access. Most importantly, there were no surprises during startup.
Construction Observation. Typically, engineers observe construction to ensure that the installation follows the design, which was done on a periodic basis by Skaflen and Terry Shelander, PE, Behrent’s principal electrical engineer. (Shelander provided the majority of the information for this article.) However for this project, because the plant maintenance group had been deeply involved in reviewing the design, they knew the scope of work well. And because they were on site every day, the maintenance group took a lead role in observing construction. This wasn’t really part of the project plan; it just became an obvious solution early in the construction process.
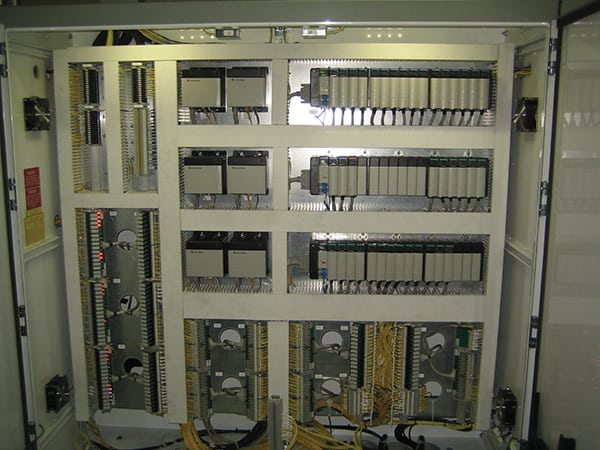
Russ Schelle, project manager for Atlas Industrial, coordinated on a daily basis with Capps. Together they would evaluate how the day’s construction plans might affect ongoing boiler operation and make adjustments if necessary (Figure 4). Schelle also previewed installation details with Capps to ensure compliance with plant expectations. Similarly, Phil Morgans, project supervisor for Piper Electric, coordinated on a daily basis with Jerry Pyle. The result of this daily coordination was that the installation met the owner’s expectations, and not a single boiler trip was experienced during the entire construction process.
 |
| 4. Daily review. This construction observation photo shows two of the four new natural gas valve manifolds during installation. Photos were taken regularly during construction activity to document actual progress. Notice the neatness of the work area. Uncluttered work areas were typical for the contractors, which also contributed to project safety. Courtesy: Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering |
The Use of Detailed Plans. Behrent developed detailed checklists for panel checkout and software testing. For each panel, the checkout plan included issues such as:
■ Resources required (people, test instruments, technical documents).
■ Verification that all components were installed according to design (using a check-box for each component).
■ Point-to-point wiring checks (a check-box for each wire).
■ Power-up sequence and voltage testing.
■ Network switch configuration.
■ PLC module configuration.
■ I/O checkout.
Although several days were required to develop the panel checkout lists, the actual panel checkouts were completed ahead of schedule. As part of their training, plant maintenance technicians participated in the panel checkouts. The checklists helped all involved parties stay focused on the next item. When a checklist was complete, the panel was ready for startup.
Similarly, each software module was individually checked off. Each interaction between HMI and PLC was a separate item on the checklist. The software testing plan by itself was 60 pages long.
Operations Manager Jeffres was the startup coordinator, and to guide that effort, Givens required development of a detailed plan for each shutdown. Jeffres developed detailed shutdown plans for the October and winter shutdowns that also were formatted as checklists. Once again, checklists helped the startup team remain focused on the next item. As a result, each shutdown was completed on schedule, and restarting the boiler took less time than expected.
The project team found that even though it is a tedious process for the person developing a checklist, it is easier to develop a comprehensive plan and checklist in a quieter and less-hectic environment. That effort pays dividends because a checklist ensures more thorough execution of the checkout and testing work.
Project Results
The Boiler 5 upgrade project has been a success on several fronts.
Fuel Flexibility. Fuel flexibility was a primary driver of this project, and Boiler 5 is now capable of firing the following fuel combinations and percentages:
■ 100% coal (from western Colorado, primarily bituminous)
■ 100% natural gas (from Xcel Energy)
■ 50% to 100% coal, blended with natural gas (Jeffres says that they probably could burn less than 50% coal, but they haven’t had the need yet)
For any mix of fuels, the boiler controls allow the boiler to run as a plant master, controlling plant steam header pressure, or as a boiler master, supplying a set amount of steam flow. All fuel is purchased by MillerCoors rather than the cogeneration plant.
Through June this year, the boiler typically has fired either 100% gas or 100% coal. Purchasing contracts require a predefined amount of coal to be delivered to the plant every month. Otherwise, the economics would favor burning 100% gas all of the time. However, when running 100% coal, the main gas burners are kept in Auto mode, with the flow setpoint calculated to make up the difference between the coal Btus and the total Btus required. In that mode the gas acts as a standby fuel source. Then, if a problem with coal fuel flow unexpectedly develops (like a plugged bin), the gas can automatically and immediately ramp up to supply the lost Btus. According to Stevens, the new controls have been really helpful in keeping the boiler stable during process upsets.
There was one unexpected problem with the steam temperature controls. At high loads on 100% natural gas, the spray water valve is driven 100% open, but the steam temperature still climbs above the desired limit. It has been suggested that the spray nozzle may be partially plugged or the heat exchanger may be fouled. This system will be inspected during the next scheduled overhaul. For now, the operators back off the load on Boiler 5 and let the other boilers pick up the difference.
Project Cost and Schedule. Due to the detailed planning and coordination used on this project, change orders were minimal. Final project cost was approximately 10% under budget, and both planned outages were completed on schedule.
Emissions Performance. As expected, Boiler 5 emissions were reduced when burning gas only (Figure 5). In early April 2015, Stevens wrote, “Boiler 5 NOx emissions met the New Source Performance Standard (40 CFR 60 Subpart D) NOx limit of 0.2 lb/mmbtu for natural gas from the first light-off. In fact, it was typically <50% of this limit. Additionally, when the unit was operated with blended fuels (natural gas/coal), the NOx rate was well below the prorated NOx limit defined by this Subpart D standard. The facility has not conducted full-range load testing at this time, but it is in the near future plans, and will be operated within the regulatory limits.”
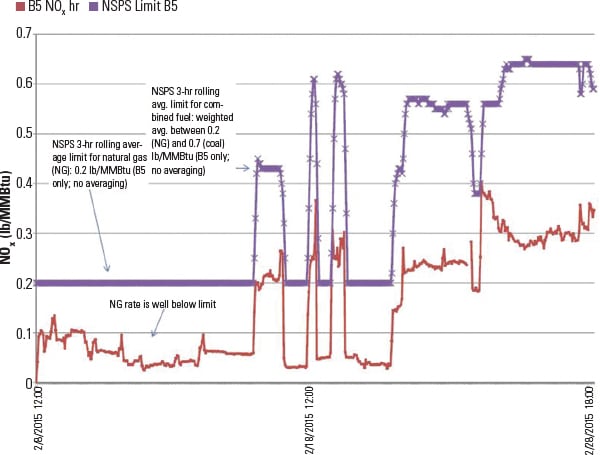 |
| 5. Boiler 5 startup NOx emissions. This chart shows 3-hour limit compliance with New Source Performance Standards (NSPS). Courtesy: Colorado Energy Nations, and GDF SUEZ Energy NA |
Better System Diagnostics. The Norpak Flame Safety system did not have many diagnostics. Basically, it would only indicate that the boiler was ready for light-off. If an interlock was not made, quite often maintenance technicians would have to use test equipment to determine what was preventing the “Ready” condition. Now, with PLC and HMI systems, the status of each interlock can be displayed on the HMI screen, resulting in faster and more consistent execution of startup procedures.
Online Operator Procedures. Some operating procedures were incorporated into the HMI screens. The example shown in Figure 6 includes operator instructions for changing from one mode of control to another.
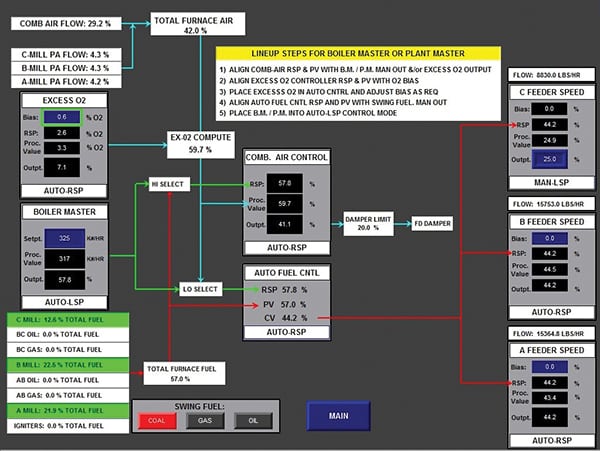 |
| 6. Example HMI screen with operating procedure. Courtesy: Colorado Energy Nations, GDF SUEZ Energy NA, and Behrent Engineering |
Local Synergies
Not all projects can be handled with largely local engineering management, but in this case, local management encouraged teamwork between plant staff, corporate leadership, engineers, suppliers, and contractors. The result was a safe project that achieved all of its technical objectives, was completed under budget, and started up on time. A 1979 coal-fired unit has been reinvented to burn multiple fuels, thereby optimizing emissions control and economic operation for one of the country’s most recognizable brands. ■
— Gail Reitenbach, PhD is POWER’s editor.