Boiler Conversion: Converting a Boiler from Burning Bituminous Coals to PRB Coals Can Be a Challenge
Design techniques and operating experience with Powder River Basin (PRB) coals have advanced significantly over the past 35 years for boilers that were originally designed for this fuel. Today, boiler installations looking to effectively utilize PRB coals fall into two primary categories: units that were initially designed for bituminous or other coals and units that were designed for PRB. The older PRB units were originally designed using less-conservative design standards. As a consequence, older designs may have significant performance deficiencies for today’s operations.
The predictability of those models relies heavily on the accuracy of actual boiler data on existing fuels over the proposed operating profile plus the use of the boiler manufacturer’s knowledge and database. The manufacturer will have studied many of the contemplated boiler changes, applied them, and evaluated them versus design.
Current boiler design, combustion, and environmental techniques are used when evaluating upgrades to either of the aforementioned original design cases. The specific types of PRB conversion or upgrades commonly performed fall into the following five categories.
-
100% bituminous to 100% PRB. This represents the greatest design challenge of all approaches. Such projects usually require some form of furnace pressure part addition, re-spacing of the convective pass heating surface, additional ash-cleaning devices, pressure part material upgrades, and modifications and/or size increases for pulverizers.
-
100% bituminous to bituminous/PRB blend. Various blend ratios can be evaluated against "weakest link" change-outs. Typically, the existing pulverizer system capacity limits the blend ratio.
-
Extending current PRB capability range. For some boilers — which originally were conservatively designed for high to severe slagging and fouling with bituminous coal and have generous margins on forced draft (FD), induced draft (ID), and primary air fan systems — an operational switch to PRB without boiler or system changes is possible. Eighty to 90% original boiler load is sometimes achievable before modifications are made. For this case, changes are evaluated and implemented so that full 100% boiler output is produced on PRB.
-
Current PRB performance recovery. Older PRB boiler designs commonly operate with performance shortfalls. This has been experienced with load limitations (MW), low superheat and/or reheat steam temperature (impacting MW and heat rate), high air heater exit gas temperature (poor heat rate), and the need for periodic boiler shutdowns for cleaning. All of these issues can be corrected and performance recovered to original expectations.
-
Full-system performance enhancement on PRB. The last type of PRB conversion/upgrade encountered occurs on boilers originally designed for PRB whose systems are getting a steam turbine path upgrade. Utility owners must be certain that the boiler design is effectively matched with the new turbine operating conditions and that this matching produces the maximum MW output with the best heat rate. Boiler modifications are almost always needed to ensure that this goal is achieved.
Best Designs Based on Solid Data
Powerful computer programs are used as models to replicate existing boiler performance. These models, when calibrated to the current boiler performance, mimic all aspects of boiler operation, including furnace performance, sootblowing effects, heat transfer, pressure part material temperature, boiler steam/water circulation, flue gas flow, temperature, and ash profiles throughout the boiler system.
The predictability of those models relies heavily on the accuracy of actual boiler data on existing fuels over the proposed operating profile plus the use of the boiler manufacturer’s knowledge and database. The manufacturer will have studied many of the contemplated boiler changes, applied them, and evaluated them versus design.
Clear communication between the boiler designer and owner is imperative regarding expectations of how the boiler will operate on PRB. The boiler manufacturer needs to know the range of PRB fuels expected to be considered, current boiler operating problems expected to be resolved, and boiler performance expected over the load range, including impacts on emissions.
Typical Areas of Change for PRB Switching
Table 1 shows a comparison of operating parameters at 100% load on a 400-MW boiler firing bituminous and PRB coals. The performance differences between the two coals are significant and impact a bituminous to PRB fuel switch in the following ways:
-
Boiler efficiency: 3.9% lower on PRB. Potential impact on pulverizers and fans.
-
Fuel consumption: 65% greater on PRB. Impact on pulverizers, fans, burner nozzles, and coal pipes.
-
Combustion airflow: 3% greater on PRB. Impact on forced draft fans.
-
Flue gas flow: 8% greater on PRB. Impact on induced draft fans and precipitators.
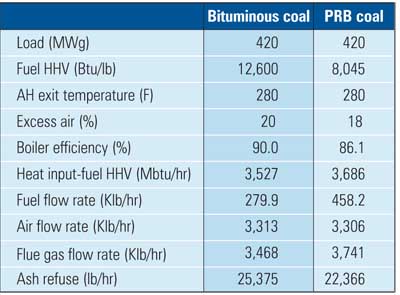
Table 1. Comparison of full-load boiler operating parameters. Source: Riley Power Inc.
Table 1. Comparison of full-load boiler operating parameters. Source: Riley Power Inc.
Furnace Performance
When a boiler is switched from bituminous to PRB coal, the furnace exit gas temperature (FEGT) must be kept 50F (average) below the PRB ash-softening temperature. Figure 1 shows the natural FEGT difference over the load range on the same furnace size for bituminous and PRB coals. As an example, with a furnace originally designed for bituminous coal with a heat release at full load of 65,000 Btu/hr/ft 2, the FEGT is 1,920F. At full load on PRB, the FEGT will climb to 2,100F. If the PRB coal ash has a softening temperature of 2,000F, the maximum FEGT to prevent excessive slagging in the furnace is 1,950F. To achieve this, the furnace is modified in two ways:
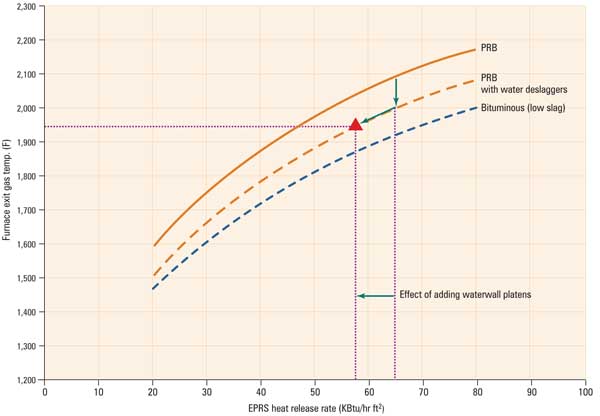
1. Furnace performance and remedies. Source: Rily Power Inc.
-
Additional furnace-cleaning devices are added or are replaced with water deslaggers or water cannons. The dashed line in Figure 1 shows the shift in the FEGT characteristic.
-
More waterwall surface can be added, which effectively lowers the furnace’s heat release to 57,500 Btu/hr/ft 2 and the FEGT to 1,950F.
Figure 2 shows the addition of furnace waterwall heating surface, and Figure 3 shows the addition of furnace and rear pass cleaning devices.

2. Addition of furnace waterwall patterns to regain evaporative heat absorption. Courtesy: Riley Power Inc.
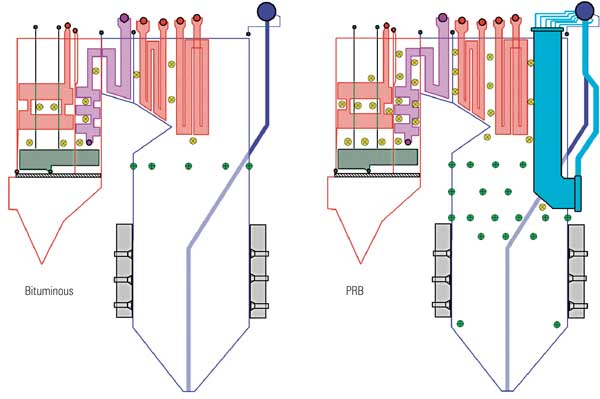
3. Typical expansion of sootblower coverage. Courtesy: Riley Power Inc.
Backpass fouling characteristics of PRB ash are typically much more difficult to handle from a design standpoint than bituminous coal ash. To address this issue, free or open space between convective tube bundles must be large enough to preclude ash pluggage between tube assemblies. Figure 4 is a proven design standard that sets minimum tube clearance between tube rows as a function of flue gas temperature and ash-fouling characteristics. PRB coal ash is almost always treated as severe fouling in this regard. This guideline is used for setting convective superheater, reheater, and economizer spacing for solid fuel – fired boilers.
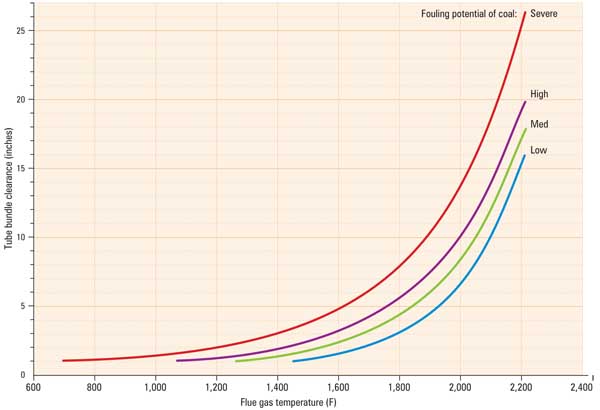
4. Recommended minimum clear space between tube assemblies. Source: Riley Power Inc.
In addition to having sufficient convective tube clear space, tube bundle height should not exceed 6 feet, and a greater number of sootblowers should be used to achieve desired cleaning. Figure 3 shows convective pass sootblower applications for bituminous and PRB coal.
Environmental Issues
If a switch to PRB is planned on a unit originally designed for high-sulfur bituminous coals and the unit is equipped with selective catalytic reduction (SCR) system, an electrostatic precipitator (ESP), and wet flue gas desulfurization (WFGD) system, their impacts on the change should be taken into account.
In the SCR system, to control the fouling potential with PRB ash, the catalyst grid structure pitch should be greater than that typically used for bituminous coal applications. Where a pitch of 6.9 – 7.1 mm may have been sufficient for the bituminous coal, a pitch of 8.2 mm is preferred for PRB. Increasing the pitch and clear space means decreasing the amount of catalyst surface per layer, and so either another layer of catalyst is utilized or the catalyst activity level must be increased. Although the activity level is intentionally limited for bituminous coal applications so that the undesirable conversion of SO 2 to SO 3 is limited, a higher activity level (less-costly) catalyst chemistry is acceptable for PRB due to the generally lower SO 2 inlet concentrations.
To maintain catalyst cleanability on PRB, steam sootblowers should be added if they are not already provided.
PRB ash has a higher resistivity than ash from bituminous coal. Therefore, for fuel switching on existing units without major changes to the ESP, it may be necessary to install and use an ash-conditioning system upstream of the ESP. This is usually done with SO 3 injection. The SO 3 must be injected as a gas so that it condenses on the ash particles in order for the resistivity to be altered.
With regard to WFGD systems, usually no significant alteration of performance will occur. With the lower inlet SO 2 concentration when burning PRB, the sulfur removal efficiency will be lower than for bituminous coal. However, the outlet emission concentration will still be lower on PRB.
Case History
Omaha Public Power District’s (OPPD) Unit #5 at North Omaha Station was originally rated at 225 MW when burning bituminous coal. The utility introduced PRB coal to the unit without changes. Boiler load capability, however, was reduced to a maximum of 140 MW. Unfortunately, primary superheater tube overheating and failures occurred, the rear boiler pass plugged, and further load reductions were required. Because of these problems, frequent shutdowns were necessary for cleaning. The boiler’s availability also suffered.
Riley Power Inc., a Babcock Power Inc. subsidiary, worked with OPPD in evaluating potential changes and upgrades to achieve efficient load/capacity recovery. From this evaluation, they decided to make the following modifications:
-
Add furnace waterwall platens to reduce FEGT and regain evaporative heat duty in the furnace.
-
Add furnace and convective pass sootblowers.
-
Redesign the backpass reheater for more open gas passage area.
-
Upgrade materials in the primary superheater.
-
Replace existing pulverizers with higher-capacity mills.
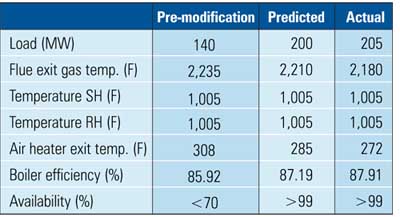
Table 2 summarizes pre-modification, design predicted, and post-retrofit results. By applying techniques described in this article, all predicted performance was exceeded with unit availability restored to nearly 100%.
T
Switching to PRB Coal
When a utility is considering switching from bituminous to PRB coals, many options exist for managing that switch, and all of them should be evaluated to determine which is the best for a specific utility. The primary issues that need to be addressed include the fuel range, furnace sizing (FEGT), ability to keep tube surfaces clean, pulverizer capacity, pressure part materials, and FD/ID fan sizing. Powerful and flexible boiler design tools exist to evaluate the options and to determine specific implementation recommendations.
Results of switching to PRB coal have been excellent. Owners can often regain full performance of their plants when detailed, collaborative conversion studies are utilized.