Zonal combustion monitoring systems provide a way to improve burner fuel and/or airflow control. Such systems combine online combustibles (COeq) and excess oxygen (O2) sensors with information about the furnace flow distribution to advise the power plant operator about optimum burner and overfire air (OFA) injector operation and airflow distributions.
The system monitors the exhaust gas excess O2 and combustible gases, primarily carbon monoxide (CO), by using a spatially distributed monitoring grid located in the boiler’s high-temperature upper convective backpass region. At these locations, the furnace flow is still significantly stratified and air in-leakage is minimal, which enables tracing of poor combustion zones to specific burners and OFA ports. Using a model-based tuning system with information about burner-to-sensor influence, operators can rapidly respond to poor combustion conditions and redistribute airflows to select burners and OFA ports.
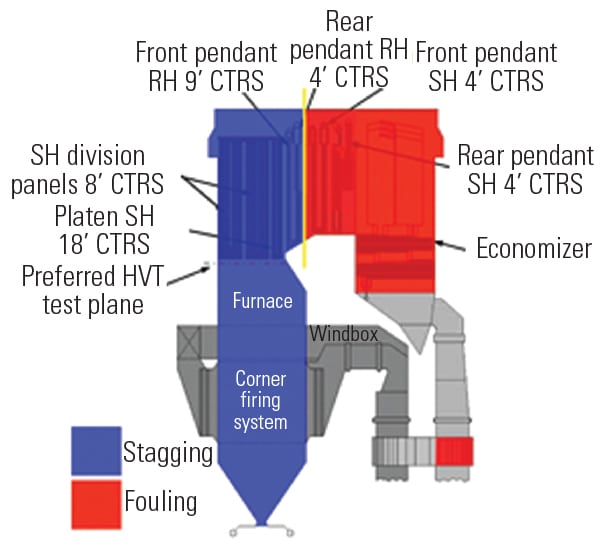
Zonal combustion tuning optimizes combustion at the burner level, producing even and balanced combustion in the furnace. It minimizes combustion airflow requirements, maximizes furnace steam generation, minimizes furnace exit gas temperature (FEGT), and reduces local peak gas temperatures and fuel-rich corrosive gases. When combustion is improved at every point within the furnace, the boiler can operate at reduced excess O2 and reduced FEGT levels while also reducing localized hot spots, corrosive gas conditions, slag or clinker formation, and carbon-in-ash (CIA). The result of these operational improvements is reduced NOx emissions, increased efficiency, decreased capacity bottlenecks, reduced local slagging and corrosion, and improved CIA (Figure 1). Here’s how the system works.
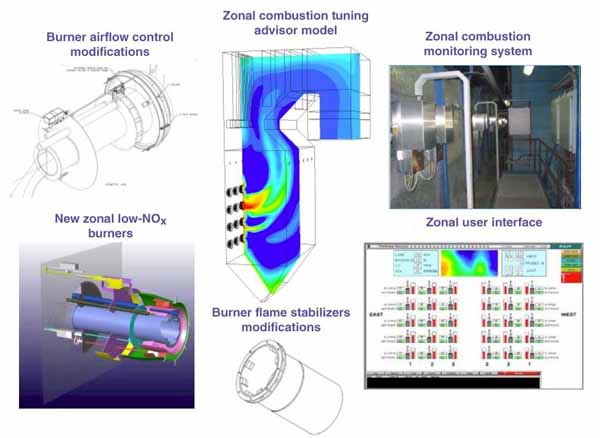
1. GE Energy’s Zonal combustion tuning system allows the operator to tune individual air and fuel flow sources to optimize boiler performance. Source: GE Energy
Back to the Basics
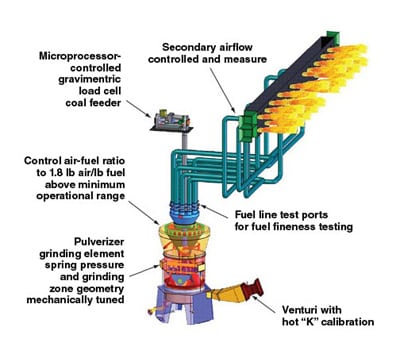
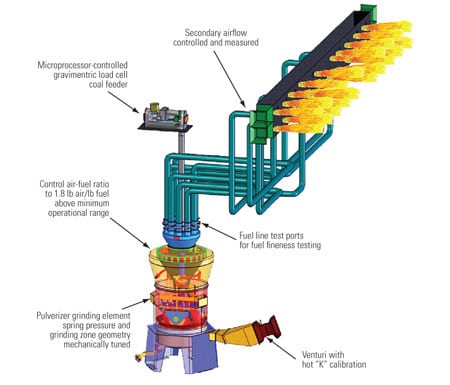
The basic approach to zonal combustion tuning requires controlling burner-level fuel and/or airflows to achieve desired combustion conditions throughout the furnace. Whether applied to a conventional burner-firing system or a staged combustion system, good local air/fuel ratio (A/F) control in the furnace is essential.
For many boilers, burner airflow measurement is often impossible and, when possible, often unreliable. Furthermore, setting a coal-fired burner A/F by measuring airflow (and, if possible, fuel flow) is simply not sufficient to ensure proper local A/F in the furnace. This is because the coal and airflows have distinctly different jet paths and behaviors that will result in nonuniform A/F in the furnace. Many service providers, including GE, have therefore performed boiler-tuning services by measuring combustion quality in the boiler exhaust and then trimming burner airflow to reduce high-CO zones.
As a prerequisite of burner airflow tuning, burner coal flow tuning may also be necessary. This ensures controlled fuel distribution and minimizes the degree of burner airflow adjustment needed to get good zonal combustion. The challenge is to integrate the zonal combustion-tuning systems on boilers with conventional burner systems with those using advanced staged combustion systems.
Coal flow balancing is a critical step to ensuring that uniform combustion is achieved and to maximizing the effectiveness of burner airflow tuning. The higher density and momentum of the burner’s primary air plus coal stream compared with the combustion air streams can result in nonuniform A/F distribution in the furnace, and using burner airflow adjustments alone may not be able to correct for significant coal flow imbalance. Therefore, when significant combustion imbalance cannot be corrected by burner air tuning alone, GE recommends addressing significant coal flow imbalances. GE may even prescribe specific coal flow biases to individual burners. Then burner airflow can be effectively tuned in response to changes in local combustion performance. The effect of coal flow balancing to improve combustion is well recognized; however, the ability to do prescribed coal flow biasing to reshape the combustion conditions and lower peak FEGT provides increased combustion control.
Combustion Optimization
Many of the combustion-tuning system products have been available individually for years, but now GE is integrating new monitoring and control features with patent pending software for online combustion tuning.
A key enabling technology in online zonal combustion tuning is the zonal combustion-monitoring system that provides simultaneous point measurement of COeq and O2. (COeq is primarily CO for a coal-fired application.) The COeq sensor detect zones of poor combustion, while the O2 sensor is used to determine what burner adjustments to make and to verify that excess air is being redistributed from high excess O2 zones to regions of poor combustion (Figure 2).
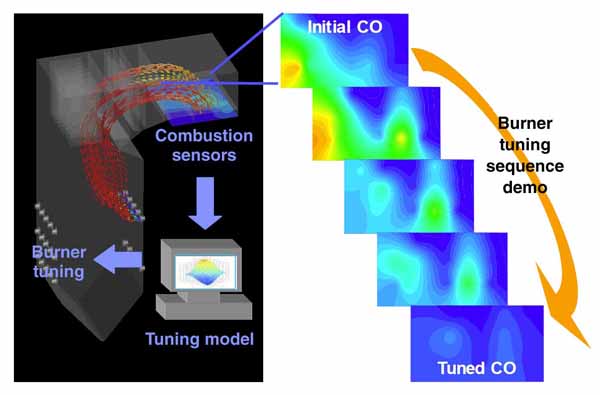
2. A single sensor provides simultaneous point-measurement of excess oxygen and combustibles (COeq) that detects zones of poor combustion, while the O2 sensor is used to determine what burner adjustments to make and to verify that excess air is being redistributed from high excess O2 zones to regions of poor combustion. Source: GE Energy
The zonal combustion-tuning system improves local A/F across the furnace, which minimizes delayed combustion and reduces local hot spots and fuel-rich gas conditions. GE has demonstrated that average stack CO emissions are not a good indicator of combustion quality because often a small rise in average CO can be the result of poor local combustion with very high local CO levels. By using combustion tuning systems to improve combustion, the overall boiler excess O2 can be reduced, which reduces NOx emissions, improves efficiency, increases throughput capacity on fan-limited units, and reduces average FEGT. NOx reduction of between 10% and 20%, CIA reductions, and average and peak FEGT reductions of 10C and 40C, respectively, have been demonstrated at several coal-fired power plants in the U.S., the UK, and Denmark.
Reducing average and local peak temperatures and fuel-rich conditions minimizes slag formation and corrosion, resulting in fewer tube leak–related outages and slag-related load drops. Overall benefits can include improved efficiency, reduced NOx emissions, increased output, and improved availability.
Use the Right Instruments
The GE monitoring system uses sensors that have proven reliable over many years in hundreds of particulate-laden flue gas applications. It includes automated controls to keep sensors clean and calibrated. Figure 3 shows local COe and O2 sensor response to combustion conditions in the furnace with an intermittent 30-minute air-purging system to clean the sensors on a utility coal-fired power plant. A closer look at the period from 07:00 to 08:00 hours (Figure 4) shows how COe levels track changes in excess O2 levels at the local level, with COe spikes clearly corresponding to local excess O2 reductions.
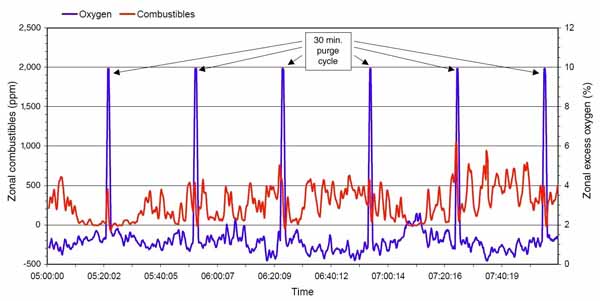
3. Oxygen and combustible measurements from a coal-fired power plant during testing are illustrated. The sensor is purged every 30 minutes. Source: GE Energy
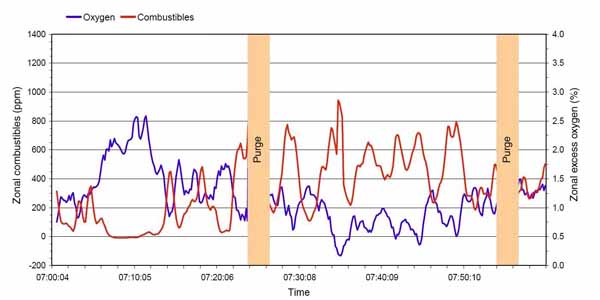
4. Short-term combustibles and excess oxygen trend at Zone 7 during a test at a utility coal-fired power plant. Source: GE Energy
The COe versus excess O2 relationship at this location (Figure 5), shows that poor combustion conditions exist when excess O2 levels drop below 1.5%. However, CO levels of less than 100 ppm may still be possible at excess O2 levels as low as 1.0%. With a zonal combustion-monitoring system, it is possible to detect when local CO conditions exceed the threshold of good combustion. This allows the operator to tune the burner or boiler air to minimize CO zones.
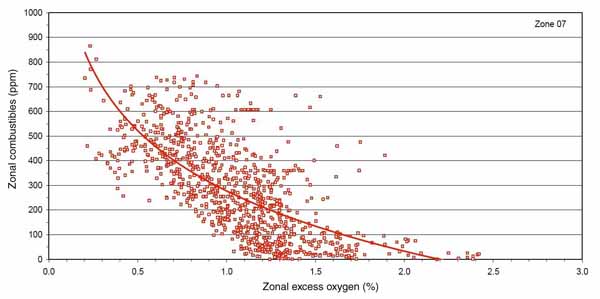
5. Peak combustibles versus excess oxygen at Zone 7 during a test at a utility coal-fired power plant. Source: GE Energy
Zonal measurements show that average CO levels may not be very high in the boiler even while very high local CO levels can be present in specific zones. Figure 6, a trend chart of average and maximum COe levels for a 30-minute operating period, shows that average COe levels remain below 100 ppm while maximum COe levels increase to over 1,000 ppm.
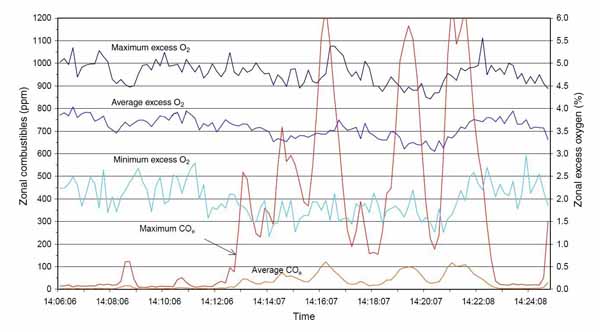
6. Combustibles and excess oxygen spatial variations over time. Source: GE Energy
Also plotted on Figure 6 are the minimum, average, and maximum excess O2 levels. As might be expected, the local COe levels rise at 14:12 hours when minimum excess O2 levels drop. Although this is not the only cause of poor combustion, for this period of operation it appears that the minimum O2 levels are close to and below the threshold for good combustion. Figure 6 also shows that the excess O2 distribution varies from approximately 2% to 5%, suggesting that redistributing the air from regions of high excess O2 to regions of low excess O2 will minimize occurrences of local poor combustion conditions.
Portions of this article were originally presented at 18th Annual Joint ISA POWID/EPRI Controls and Instrumentation Conference & 51st ISA POWID Symposia June 8-13, 2008, Scottsdale, Arizona.
—Neil C. Widmer (neil.widner@ge.com) is product manager, combustion optimization, Guang Xu is lead engineer, and David K. Moyeda is engineering manager for GE Energy.
[Editor’s note: Several minor updates to this story were made on Oct. 9, 2009, after it was originally posted.]