An oscillating control valve may appear to be the source of control instability and repair efforts are usually focused only there. When this fails to solve the issue, further investigation often proves the valve behavior was merely the symptom of some other condition. This article discusses troubleshooting techniques to help plant personnel get past the obvious and discover the true cause of control problems.
“That new control valve is acting up again!” Similar words have been uttered by thousands of control room operators all over the world. The plant is not running well, and operators are quick to identify the culprit—a recently installed, misbehaving control valve. It might be cycling, it might be squealing, it might sound like it has rocks going through it, but it is definitely the cause.
Or is it? When troubleshooting control issues, it is important to keep an open mind and look beyond the obvious. It is human nature to blame the “last thing changed” for any new problem that occurs. While erratic control valve behavior might be the apparent source of concern, the true cause is usually located elsewhere.
Thorough Investigations Find the True Problems
The following application examples illustrate this point.
Screaming Control Valve. A high-pressure spray valve was squealing after a few months of service. The valve was pulled, checked, and appeared to be functioning normally. When returned to service, the squealing resumed, and the plant demanded the “defective valve” be replaced.
The vendor was called to investigate. A little checking indicated the valve was being cycled by the control system between 0% and 10% open at a rate of 250,000 times a year. The very high cycle rate at such low flows and high-pressure drop was creating the problem. Adjustment of the loop tuning and applying a little backpressure on the valve stopped the cycling and eliminated the squeals.
 |
|
1. A boiler feedwater pump recycle valve would jump 15% to 20% (shown by the green line) when it first opened. This created major control issues due to surging flows. Courtesy: Emerson |
Jumpy Valve Response. A boiler feedwater pump recycle valve was sticking in the seat at startup. When the valve would first come off the seat, it would jump open, creating control upsets due to uncontrolled flow (Figure 1).
The valve vendor was called to diagnose the valve. Diagnostics were run and the air supply pressure was found to be set well above specification and four times higher than was required for adequate seating. When the valve was pulled for inspection, the technicians discovered damage on the seat and seat rings due to the excessive actuator force, which caused the valve plug to hang. Those components were replaced, the air supply pressure lowered, and the valve was returned to service where it performed as expected.
 |
|
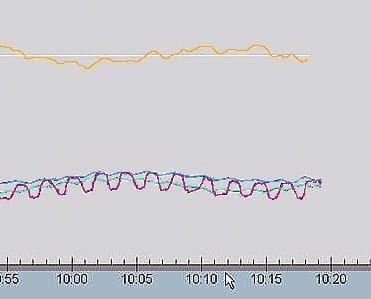
2. The boiler level/feedwater control valve was oscillating constantly. In this screenshot, the orange line represents boiler level, magenta shows feedwater flow, green is the feedwater setpoint, and blue indicates the feedwater valve signal. Courtesy: Emerson |
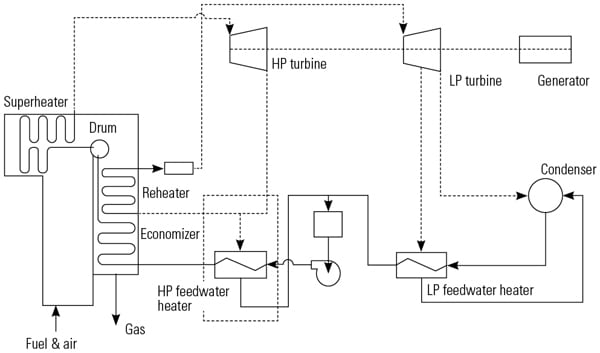
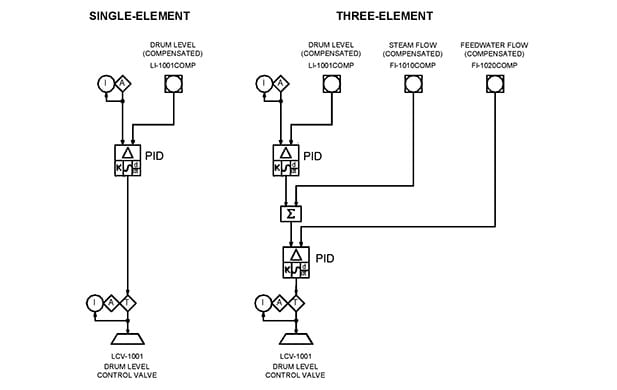
Unhappy Boiler Level. A boiler control system had been recently upgraded. After a short time in service, the level control became increasingly erratic (Figure 2). The system integrator was called to re-tune the boiler level controller.
The repetitive oscillation of the feedwater flow strongly suggested the feedwater valve was sticking, so the engineer suggested the plant check the feedwater control valve. The valve was put on bypass, stroked, and tested, but no sticking was found. The automation engineer and technician went back out and re-tested the valve, stroking it very slowly. The valve stem hung for a few percent and then suddenly jumped. Ultimately, the cause of the cycle was found to be a worn component in the positioner. The original check failed to find the cause because the valve was moved in increments of 10%.
Strange Control Valve Behavior. A new control valve would act erratically while in operation, with flows surging and the valve swinging wildly in response. Online diagnostics were run on the valve and adjustments were made to the positioner tuning, supply air pressure, and pneumatic relays. These corrections helped, but still the valve swings remained.
Ultimately, the source of the behavior was found to be a leaking bypass valve, which would pass excessive flow when the differential pressure across the valve reached a certain level. When the bypass was fully closed, the control valve operated normally.
Identifying the Issue
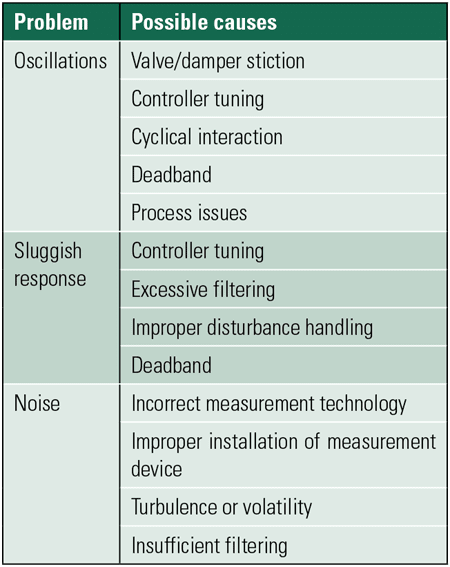
When troubleshooting a control issue, the team should start by fully understanding and identifying the problem. Often, operators will fixate on a single effect (such as erratic flow control, control valve behaving oddly, or noisy equipment) and complain about that. However, by posing the right questions, investigators can obtain a more complete view of the problem. Does this happen all the time or just occasionally? Are there certain situations where this always happens or never happens? What else was going on during those times? Such questions often expose contributing conditions and may take the investigation in an entirely different direction.
Troubleshooting Tools. Conversations with operations, maintenance, and engineering personnel are invaluable, but it is wise to utilize other troubleshooting tools, if available. Historical data can better define the situation and indicate when it occurs. Other process trends from the same time period might expose upstream or downstream conditions that are contributing factors. Surging pressures, swinging flows, or other process variations could be causing the problem.
 |
|
3. Diagnostics can be performed on valves to pinpoint problems. Courtesy: Emerson |
Diagnostic tools on digital positioners may also shed some light on how the valve is performing (Figure 3). This can confirm (or eliminate) issues caused by supply air pressure, positioner tuning, or mechanical sticking.
Analyze Data Carefully. Unfortunately, data can be very misleading. Poor resolution or update times on a historical trend may mask problems or imply issues that may not actually be occurring. If historical data is sampled infrequently, the data may miss a spike entirely and show a flat line because many historical trends “fill in” smooth curves between the captured data points. If historical data resolution is low, the trend may look like stair steps when the actual process was smooth.
Current trends often have full resolution as they are drawn and usually provide a much more accurate view of the process. Using these during tests can be much more illuminating then calling up a historical trend after the fact.
 |
|
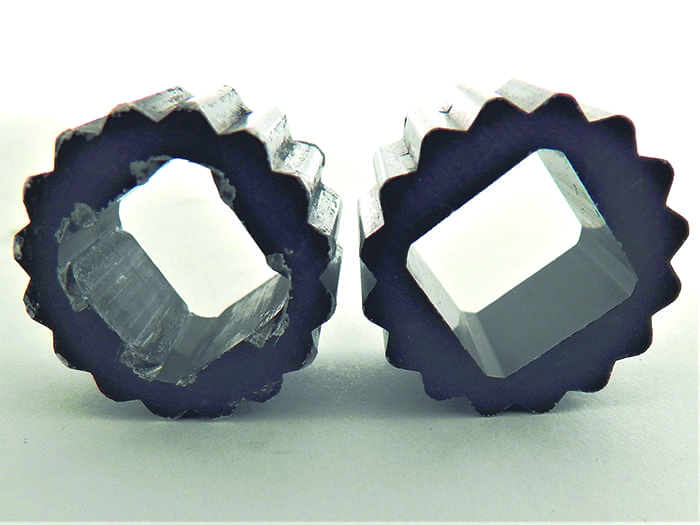
4. Worn linkage components can create problems for a valve positioner. The worn valve coupler on the left will mislead the positioner into indicating the valve is moving when it is not. Courtesy: Emerson |
Valve diagnostics also have their limitations. Positioner data is only as good as the position information it receives. If the linkage is loose or worn, the indicated position will not match what the valve is actually doing (Figure 4). If a rotary valve is sticking, the positioner may see shaft movement caused by torsion or slip when the valve ball has not moved at all.
Systematically Eliminate Causes
When armed with a full understanding of the issue and relevant data, one can begin to track the root cause by identifying all possible culprits and systematically eliminating them through further testing. It is important to be diligent in these tests—a sticky valve may only stick under specific process conditions and when moved in small amounts. Stroking a valve in 25% increments tests virtually nothing. An electrical short may occur on a device installed in the field, yet it could work flawlessly when sitting on an insulated rubber mat in the maintenance shop.
If possible, try to isolate the problem using the “divide and conquer” approach. For example, if a solid 4–20 mA signal is read from the control system while the connected valve continues to stroke unexpectedly, that likely eliminates the wiring, input-output (I/O) card, and control system as root causes.
Once the list of possible causes has been refined as much as possible, start attacking the problem by implementing easy and cheap solutions. Adjusting the tuning is easier than replacing a positioner. Replacing a positioner is cheaper than replacing a valve. Even if the cheap and easy solutions seem unlikely, it often makes sense to start with those as there is little cost or effort required to try them.
When faced with a control problem, go in with open eyes and an open mind. Look beyond the obvious source of the issue. As Sherlock Holmes said: “It is a capital mistake to theorize before one has data. Insensibly one begins to twist facts to suit theories, instead of theories to suit facts.”
A long conversation with the operating staff and a handful of probing questions will often expose new information and help better identify what might be happening. That effort, combined with some data gathering and careful analysis, will usually allow the investigating team to quickly eliminate suspects and ultimately discover the root cause.
—Sean Raymond is the technical marketing manager for Fisher Instrumentation with Emerson Automation Solutions in Marshalltown, Iowa. He is also the ValveLink Software Integration marketing manager and leads the Marshalltown Solution Center.