Some combined cycle plants have two feedwater-control valves: a small startup valve with the extra cavitation protection needed during startup and low-load operations, and a larger main valve with the high flow capacity needed during full-load ops. This design is intended to yield a longer service life of these valves. However, as the plant ages, this design also can yield a severe modulation, or “hunting,” in these valves.
At one 10-year-old combined cycle plant, the two feedwater-control valves started hunting violently, eventually causing a loud boom.
The entire feedwater piping system lurched, nearly out of its pipe rack. That startled everyone in the plant, and prompted the control room operator to hit his shutdown switch and put in a trouble call to the maintenance shop. The maintenance technician grabbed his tool bag, went to the feedwater-control station, and began troubleshooting. He noted in his logbook that the incident had occurred shortly after a plant startup, just as the feedwater-control logic was transitioning from the startup valve to the main valve. His next entry in the log said, “But it looks like the control logic is confused, because it’s driving the main valve full-shut—indicating it wants less feedwater—while at the same time it’s driving the startup valve full-open—indicating it wants more feedwater!”
The maintenance technician asked for help from the valves’ original equipment manufacturer (OEM) representative. The OEM rep said it sounded to him like “valve-swapping,” and asked if the tech had been doing the periodic calibrations that these valves require. The tech said “no,” there had been no talk of periodic calibration, and asked how that should be done.
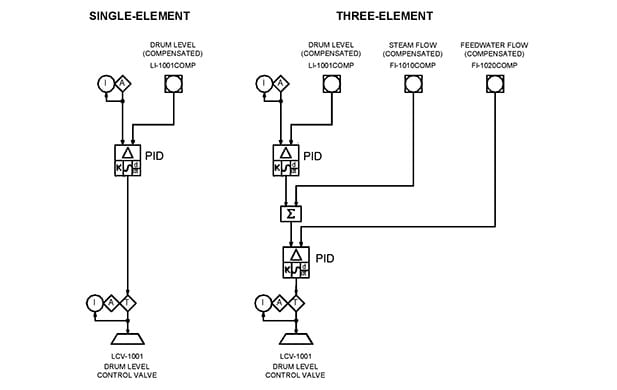 |
| Feedwater-control logic typically features a combination of single- and three-element control. Courtesy: Justin Fullemann, consultant |
The OEM rep explained that the transition from startup valve to main valve is the critical parameter that needs to be re-calibrated on a periodic basis to make sure that it’s still programmed to the “80/20” rule: The startup valve should be at 80% of its capacity precisely when the main valve is at 20% of its capacity. Any deviation from this rule can cause unstable drum-level control, the OEM rep emphasized. The maintenance tech thought that could explain the current dilemma, so he went back to the feedwater-control station and performed the calibration check. However, he was disappointed to find that the calibration was spot-on correct. He backtracked to his shop and called the OEM for a second time.
The OEM also was disappointed that the problem wasn’t a lack of calibration, and he suggested that another possible cause was improper sizing of the valves back in the plant’s design and construction phase. To investigate this possibility, the troubleshooters pored through their design and construction files. They studied each valve’s coefficient of flow (Cv)—the critical design parameter for large-bore industrial valves—and compared the design value in the OEM records to the as-built value stamped on the installed valves. But this check also found nothing amiss—the valves had been sized properly.
That was the troubleshooters’ second swing-and-a-miss, so their disappointment grew into outright frustration. They noodled on the problem some more, and decided that the next thing to check was the condition of the valves’ trim (the internal components). As mentioned above, this plant was 10 years old, which is downright elderly compared to most of the combined cycle fleet, so they figured that a decade of wear-and-tear on the valves might have damaged the trim, despite its robust design.
To investigate this possibility, they opened and inspected the valves. And, just as they suspected, there was, indeed, some evidence of erosion damage. Figuring they’d found the smoking gun, and after a quick trip to the OEM’s shop for replacement parts, they rebuilt both valves with all new trim. After they re-assembled the valves, and cleared the lockout/tagout paperwork, the troubleshooters congratulated each other on what they were sure was a completed repair.
But just a few weeks later, the valves began hunting again during a plant startup. Thus, rebuilding the valves proved to be their third swing-and-a-miss, and their premature celebration turned back to frustration. The OEM told the maintenance tech he would call his office to get more troubleshooting suggestions.
The maintenance tech, however, decided not to wait around for a corporate office to respond. He mustered up his determination—just as Thomas Edison did during his early, failed efforts to invent the light bulb—when he famously said, “I have not failed. I’ve just found 10,000 ways that won’t work.” The tech kept thinking back to the possibility of an air leak in the pneumatic control system being the cause of the modulation. His instincts told him that was the most likely cause, but he had already checked the pressure gauges in the system, and found no low readings. But, in a flash of determination, he thought, maybe the leak is so small that it’s not even registering on the gauges. Then he donned headphones for heightened hearing, and walked down every inch of the pneumatic lines, carefully listening and feeling with his fingers for the suspected leak.
The maintenance tech found that one O-ring on one actuator was leaking. It was not a big leak, and it was not easy to find, but after that one O-ring got replaced, the feedwater-control valves stopped hunting. It’s been six months now without any more valve-hunting problems. However, do not conclude that replacing the O-ring was a permanent solution.
There isn’t one. The Second Law of Thermodynamics, which states that “our universe relentlessly marches toward chaos, inefficiency, degeneration, and decay,” ensures that sooner or later, O-rings are going to start leaking, bolts are going to start loosening, and some welds are going to crack. Therefore, future maintenance techs will have to have the troubleshooting tenacity to walk through and explore every inch of their systems to fix those leaks too. It is the human touch and determination of these unsung heroes that keeps our grid electrified. Think of them the next time you turn on a light, microwave your dinner, or charge your cellphone batteries.
—Rob Swanekamp, PE, is director of the HRSG User’s Group and Paul Lofton is a retired maintenance specialist. Join them at the next HRSG User’s Group Conference co-located with the ELECTRIC POWER Conference & Exhibition, April 23–26, 2019, at the Mirage Events Center in Las Vegas, Nevada.