
Coal dust combustion events injured employees and damaged equipment at Laramie River Station in May 2013. Any dust-filled facility could consider implementing some of the plant’s corrective actions to reduce the risk of experiencing a similar incident.
When Laramie River Station (LRS), near Wheatland, Wyo., was built nearly 35 years ago, it was state-of-the-art. Constructed by the Missouri Basin Power Project (MBPP), the plant has three 570-MW coal-based units: Unit 1 began operating in 1980, Unit 2 in 1981, and Unit 3 in 1982.
The MBPP is made up of six organizations: Basin Electric Power Cooperative (BEPC), Tri-State Generation and Transmission Association, Western Minnesota Municipal Power Agency, Lincoln Electric System, Heartland Consumers Power District, and Wyoming Municipal Power Agency. BEPC is the plant’s operator.
LRS includes a coal system consisting of 23 conveyors with nearly 25,000 feet of conveyor belt, 16 dust collectors, 25 feeders, 21 main plant silos and pulverizers, three coal yard silos, and a rotary dumper. The entire coal supply system extends more than one mile.
It’s a massive system and one that has had consistent and constructive maintenance throughout its history. However, events at LRS in the spring of 2013 caused BEPC to evaluate and make changes to how the coal system was inspected and operated thereafter.
Developing a Team
On two separate occasions in May 2013, coal dust combusted within the system, resulting in injuries to three employees and forcing repairs to Units 1 and 2. BEPC employees and plant management reacted quickly to ensure similar incidents would never occur again. That summer, representatives from the Operations, Maintenance, Planning, and Safety and Engineering departments met to form the LRS Coal System Focus Team.
“These team representatives were people from throughout the employee ranks with the ability to effect real, positive change,” said Brian Larson, LRS plant manager.
During its first meeting, the focus team declared that its mission was to improve coal system safety and reliability using a combination of technology and cleaning to meet respirable dust level requirements prescribed by the Combustible Dust National Emphasis Program (NEP).
“The team realized it would take a combination of major capital projects, maintenance technique refinements, and operation procedure adjustments,” Larson said. “There was no ‘silver bullet.’”
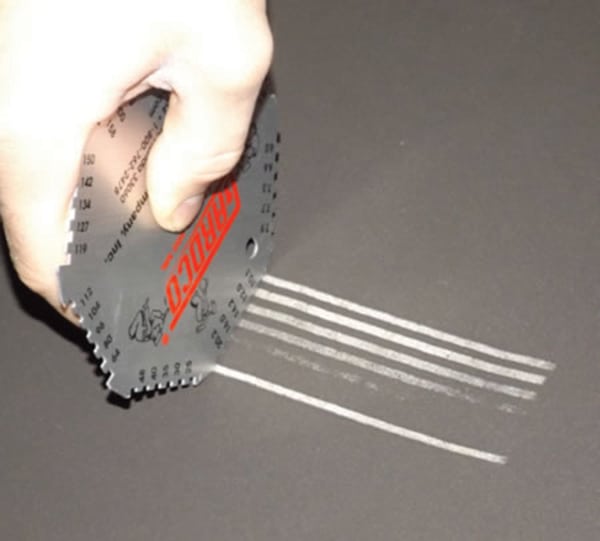
During the second meeting, the team split up the coal system into eight areas and conducted a criticality analysis using 11 different criteria, including generation impact, risk exposure, dusting (Figure 1), and reliability. The plant’s cascades/main plant silos area became the team’s primary focus.
|
| 1. Gauging dust levels. A surface film thickness gauge is used to measure coal dust accumulation and ensure that levels meet National Environmental Policy Act standards. Courtesy: Basin Electric Power Cooperative |
Through the first eight months, the focus team worked to gain the knowledge needed to make an impact on the LRS coal system. To support the focus team’s work and share knowledge, BEPC formed the “Co-op Wide Dust Team.” This team consisted of personnel from all of BEPC’s coal-based facilities—LRS, Dry Fork Station, Antelope Valley Station, Leland Olds Station, and subsidiary Dakota Gasification Co.’s Great Plains Synfuels Plant. The team met quarterly, rotating between the different facilities to study and learn the different coal systems, share knowledge, and cultivate ideas.
In February 2014, BEPC contracted CoalTech Consultants Inc. to conduct an assessment of the LRS coal system. The focus team also joined the Powder River Basin Coal Users’ Group (PRBCUG) and sent a few members to the PRBCUG annual meeting in 2014 to collect more information. With the initial analysis complete and the broad knowledge gained by studying coal systems used throughout the BEPC fleet and elsewhere, the time had come to implement some changes.
Upgrading Main Plant Cascades and Silos
To prevent coal dust combustion within a bunker, the coal system focus team determined that the plant would benefit by adding the following:
■ An internal bunker carbon monoxide (CO) monitoring system to identify undesired combustion in its early stages.
■ A fixed internal fire suppression system to suppress undesired combustion with no risk exposure.
■ A fixed internal wash-down system to prevent offline combustion events in an empty bunker.
BEPC engineers tackled the CO monitoring project by investigating an air-sampling CO monitoring system rather than the conventional in-situ CO monitors. The team felt that if air within the bunkers could be drawn to a monitoring system outside of a combustible dust area, using equipment concentrated in a group of panels, safety would be improved and reliability increased.
To accomplish this, BEPC engineers designed a system that draws air from the cascade rooms and silos to a group of monitoring panels mounted on the outside of the cascade walls (Figure 2). After successful initial trials, construction was started to mirror the design in the Unit 1 and Unit 2 cascades, as well as in the coal yard silos. Data from the system is monitored by both plant operations and the Wheatland Volunteer Fire Department to observe CO trends, allowing more informed decisions to be made.

|
| 2. Safely out of harm’s way. CO monitoring panels are mounted outside of the cascade walls, but draw air from the cascade rooms and silos. Courtesy: Basin Electric Power Cooperative |
“The CO monitors will be an early detection that will help us respond more quickly,” said Kevin Brown, LRS planner and Wheatland volunteer firefighter.
With state-of-the-art combustion detection in place, the team’s focus switched to suppression and prevention. Employees designed a fixed internal washdown and suppression system that can be used to either wash down a bunker that is being taken out of service or suppress a combustion event detected by the CO-monitoring system.
Minimizing Dust Creation
After addressing the likely root cause of the LRS coal dust combustion incidents, the team shifted its focus to dust creation and collection. The coal system focus team pursued two technologies to accomplish this: foam suppression and controlled flow transfer points.
A foam suppression system was installed in the crusher house in an effort to reduce dust creation at subsequent transfer points. As part of the system, a chemical solution is mixed with compressed air to create a shaving cream–like substance (Figure 3) that is injected into the crusher feeders. Data are still being gathered to measure the foam’s effect on respirable dust levels, but preliminary results are promising.

|
| 3. No, it’s not shaving cream. Adding a GE Betz foam suppression system was just one step Laramie River Station took to reduce the amount of coal dust generated at the plant. Courtesy: Basin Electric Power Cooperative |
The coal system focus team decided to replace the chutes and implement a controlled flow design. The goals of the chute project were to:
■ Replace older coal chutes
■ Minimize coal dust creation
■ Facilitate the transfer of coal (minimize plugging)
■ Decrease dust collection volumes
■ Minimize wear on conveyors through central coal loading
■ Reduce coal spillage
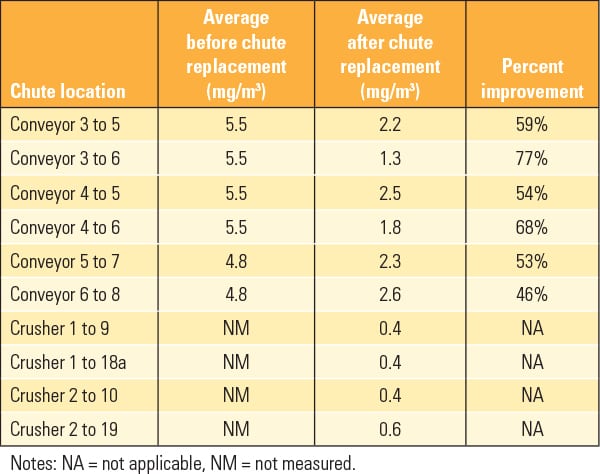
To achieve these goals, a team of BEPC engineers developed a technical scope to replace 10 different transfer points in the LRS coal system. One objective was to match the velocity of the coal stream to that of the receiving belt at the chute discharge point, minimizing the induced airflow traveling through the transfer point. After the modifications were completed, studies showed that the newly installed chutes reduced respirable dust levels in all of the conveyer transfer areas—one by more than 75% (Table 1).
|
| Table 1. Dust levels in controlled flow chutes. This table shows controlled flow chute dust level improvements at the tail end of receiving conveyors. Source: Basin Electric Power Cooperative |
Not only did the changes decrease dust levels, but the chutes also improved conveyor capacity by more centrally loading the coal. The new chutes plug less frequently, reducing coal spillage and eliminating the need for one of the existing dust collectors while also being easier to maintain.
“This project would not have been as successful without the diligence and patience of the Plant Techniques personnel. They were able to accomplish incredible things in very short hot-work periods,” Larson said. “The new transfer points met all the goals, and Laramie River Station plans to install more in the coming years.”
Improving Dust Collection
Although controlled flow chutes and foam suppression reduced dust creation, the focus team still saw the need to address dust collection, both through baghouses and washdown. Nearly all of LRS’s existing baghouses were indoors and lacked internal fire suppression. Fortunately, an already-completed major dust collection improvement served as the basis for all other coal yard baghouse modifications.
In 2011, a new Air-Cure dust collector was installed at the rotary car dumper to pneumatically convey the dust almost one mile through a 6-inch line to the main plant silos. With this design, the vast majority of dust collected at the dumper is only handled once before it is fed into the pulverizers.
The focus team decided to replace four of the coal yard dust collectors with modern, fully equipped Air-Cure baghouses that discharge the dust into the pneumatic line. This project will put a stop to handling the same dust at different transfer points and decrease dust levels throughout the system. Project construction is planned for completion in 2016.
Regardless of the dust control equipment, dust cleanup through washdown is still an essential facet of a clean coal system. Currently, coal yard personnel perform all washdown activities manually at LRS. To address this, the focus team developed a three-year plan to install an automated washdown system throughout the coal system. The project is scheduled in three phases beginning in 2016 with completion expected in 2018. Drainage modifications are under way in the main plant cascades and other areas to accommodate the higher effluent volumes generated by the new system.
Automatic washdown will allow rapid cleaning in tight time windows, permitting the coal yard to direct its manpower to other activities. Additionally, it will keep the coal system well within NEP dust accumulation standards, which will reduce the chance of another coal dust combustion incident.
People and Procedures
When all is said and done, people following proper procedures are what make everything work and what keep everyone safe. The focus team recognized the importance of the human element and the need for a refined operating approach, new procedures, and additional training for all BEPC employees and local emergency response personnel.
The LRS coal system is remotely operated from the main plant control room, but the focus team worked with both main plant and coal yard personnel to refine operations. The coal yard and main plant coal system operator rounds were completely overhauled with records now populating a new database for better trending. Infrared cameras, dust accumulation measurement, and more thorough bearing temperature data collection were added to the rounds. These new parameters help to catch heat sources before they become a combustion hazard and aid in documenting the efficacy of the washdown schedule.
Many new procedures have been developed to minimize the risk of another event. An operational modification identified by the focus team is to run the coal system conveyors at full load, which reduces wear on components and reduces spill frequency and dust generation. A major effort to restore and add belt scales is under way and expected to be completed by the end of 2015. This is expected to provide control room operators with more accurate tonnage information to ensure the system is running at its optimal capacity.
To decrease the chance of coal dust combustion in bunkers, employees developed an online and offline main plant silo unloading procedure. The online procedure calls for unloading one silo in each unit every day to flush out stagnant coal that can accumulate at the profile change. This means that every bunker is unloaded once per week to encourage first-in first-out coal storage throughout the system.
The offline procedure sets timelines for how long coal can sit in an offline silo. Reclaimed coal has a higher chance of spontaneous combustion due to its higher oxidation levels as a result of being exposed to atmospheric elements for longer periods of time, so the times vary depending on whether the coal in the bunker came straight from a train or if it was reclaimed from a stockpile.
Workaround procedures have been developed for coal system equipment failures. The procedures focus on calling LRS and emergency response personnel to come together and agree upon any workarounds that may be required to continue operating the coal system. This procedure ensures everyone stops, assesses all the hazards, and comes up with the best possible solution to any problem.
Finally, the plant’s Emergency Action Plan was updated to ensure the well-equipped Wheatland Volunteer Fire Department (Figure 4) is the first responder to all PRB coal combustion events. This is a natural fit, as eight members of the fire department are also current LRS employees, making them very familiar with the plant.

|
| 4. Ready for duty. The Wheatland Volunteer Fire Department is designated as the first responder to all coal combustion events. Pictured here from the left are Kevin Brown, Bob Glasson, Barry Sishc, and Scott Scheller. Courtesy: Basin Electric Power Cooperative |
Training and Other Initiatives
Training has been critical to the improvement in safety and operation of the LRS coal system. LRS employees now undergo annual general PRB coal awareness training, and BEPC and the Wheatland Volunteer Fire Department have collaborated on joint training that addresses the unique hazards present at the plant.
“Laramie River Station has types of hazards we don’t usually deal with,” said Bob Glasson, Wheatland Volunteer Fire Department training captain. “Basin Electric provided us with training for coal dust combustion and specialized equipment that has helped us more effectively fight fires at the plant.”
Employees at LRS are also taking part in BEPC’s “Our Power, My Safety” process, which consists of a series of safety initiatives intended to spur continuous improvement of working conditions and keep safety top-of-mind for employees at both work and home.
Continuous Improvement (CI) initiative #1, improved worksite inspections, has been rolled out at all BEPC facilities, and CI initiative #2, improved safety communications, has been rolled out at LRS and several other BEPC facilities. CI initiative #3, employee education, will roll out in fall 2016.
BEPC’s management understands that it is imperative to make proactive changes by investing in capital projects, improving maintenance and operation techniques, updating procedures, encouraging teamwork, and conducting suitable training to help mitigate hazards. Collaboration is encouraged within facilities, as well as between companies and coal experts.
“I am proud that we have done so much in the last 28 months,” Larson said. “I feel confident that within the next three years, through the efforts of many, we will have a world-class coal system.” ■
—Article submitted by Basin Electric Power Cooperative.

















