The Hawaiian Electric Co. has conducted a full-scale demonstration test of a sustainable biofuel at its 90-MW Kahe Unit 3, located on the island of Oahu. HECO is committed to using biofuels as one means to reduce its dependence on imported low-sulfur fuel oil and to meet the requirements of the state’s renewable portfolio standard and Clean Energy Initiative.
All states were not created equal, particularly when it comes to indigenous reserves of fossil fuels. North Dakota is experiencing a boom in oil production, which has increased almost 10-fold since 2005, and natural gas production from the Marcellus shale deposit—under New York, Pennsylvania, and West Virginia—has increased about 13 times since 2007. In fact, oil and gas production has been the fastest growing segment of U.S. industry since 2007. Hawaii, on the other hand, meets 90% of its energy needs using imported oil.
In 2008, a partnership between the state of Hawaii and the U.S. Department of Energy (DOE) launched the Hawaii Clean Energy Initiative (HCEI) with the goal of making the state energy independent. As you might expect, the “HCEI Road Map” relies heavily on solar, wind, sea, and geothermal energy sources, as well as biofuel and waste-to-energy projects (see “Expanded Honolulu WTE Plant Delivers Triple Benefits for Oahu” in the March 2013 issue or online at powermag.com). Compared to most of the U.S., Hawaii is endowed with an abundance of renewable energy resources.
Hawaiian Electric Co. (HECO), the largest power generator in the state, owns several low-sulfur fuel oil (LSFO)–fired conventional steam plants that are candidates for cofiring liquid biofuels. Liquid biofuels are attractive because at least a portion of the needed supply can be grown and refined locally as long as the right market conditions exist. HECO views liquid biofuels as potential “bridge fuels” until other renewable energy resources can be brought online in the future.
Designing the Demonstration Test
The Kahe Plant, the largest generating station in Hawaii, consists of six oil-fired generators with a total capacity of 650 MW (Figure 1). HECO designed a test program to fire and cofire (with LSFO) environmentally sustainable crude palm oil. HECO’s 90-MW, tangential-fired Kahe Unit 3 was selected for the full-scale cofiring project conducted between Jan. 4 and 28, 2011. Blends using between 0% and 100% biofuel were tested between 38 MW (baseload) and 88 MW (near full load). The test program was designed to assess the operating limitations when using biofuel without:
- Major equipment modifications
- Violating environmental compliance requirements
- Derating generating capacity
- Compromising the ability to operate the unit on LSFO
 |
| 1. Six-unit plant. Kahe Unit 3, the test unit, is a 90-MW gross tangential-fired boiler, originally manufactured by Combustion Engineering Corp. (now Alstom), that has design steam conditions of 1,005F and 1,965 psig. The Kahe plant consists of six boilers fired with low-sulfur fuel oil with a total capacity of 650 MW. Courtesy: Combustion Components Associates |
Palm oil was chosen because its characteristics are similar to those of LSFO. However, the higher heating value of palm oil is approximately 14% less than for LSFO, which results in increased fuel flow per burner (from 8 gpm for LSFO to 9.1 gpm for palm oil) in order to maintain the required heat input into the boiler and avoid boiler derating.
HECO imported 1.6 million gallons of palm oil from Malaysia for its demonstration project, although it plans to procure locally produced fuels as they become available (see sidebar). The palm oil was transported by ship in stainless steel tanks and then stored in a dedicated oil tank at Kahe.
| What Is Palm Oil?Palm oil is a vegetable oil produced from the red fruit of oil palms, each about the size of a strawberry. The oil is favored by the food industry because of its relatively low cost and because it is one of the few with highly saturated vegetable fats. In fact, 65% of all vegetable oil traded internationally is palm oil. Indonesia and Malaysia produce about 85% of the world’s palm oil.
Palm oil is a recent entry into the global biofuel market. Malaysia began refining the tropical vegetable oil—primarily used in consumer goods like snack foods, soaps, and cosmetics—into a biofuel and blends about 10% palm oil with diesel fuel for use in automobiles. Palm oil is semi-solid at room temperature. Palm oil also has been used as a fuel for biodiesel-fueled power plants in various countries, including in Europe and Asia. Palm oil is considered by experts to be carbon neutral because the oil is merely returning carbon dioxide to the atmosphere that was obtained earlier through photosynthesis. However, some environmental groups oppose the use of palm oil biofuels because palm oil plantations require deforestation, which more than offsets the positive effects as a carbon sink. The Roundtable on Sustainable Palm Oil, established in 2004, publishes standards and certifies the production of sustainable palm oil. About 15% of the world’s palm oil production was certified as sustainable in 2013, as was the oil burned by HECO during the demonstration project. Since this demonstration test was completed, the U.S. Environmental Protection Agency has determined that palm oil is a nonsustainable, renewable fuel because expanding its production will necessitate clearing virgin forests, and palm husks generate methane, a greenhouse gas. |
A parallel fuel supply system was installed so biofuel could be independently controlled and fed to the boiler without LSFO cross-contamination. The new palm oil fuel-handling system included the addition of two new biofuel pumps, a static blender, and a fuel heater bypass valve as well as replacement of the secondary fuel oil pumps and installation of two viscometers, various control valves, several new flow meters, and various other valves. The fuel supply piping arrangement also allowed operators to quickly secure the palm oil supply and return to 100% LSFO should the need arise. HECO required the new supply system to be a permanent installation controlled by the plant’s distributed control system and designed and installed to meet National Fire Protection Association guidelines.
Another important difference between biofuel and LSFO is the biofuel’s much lower viscosity (~133 SSU for palm oil versus ~1,600 SSU for LSFO at 122F). This difference required the fuel supply system to carefully control fuel oil temperature as the blend ratio of LSFO and biofuel changed during the testing to maintain pump performance and good oil atomization. The pour point of palm oil is <80F. This means that fuel tanks holding palm oil may require protective lined berms. LSFO solidifies at ambient conditions.
The ash, sulfur, and fuel nitrogen contents and carbon-hydrogen ratio of biofuel are much lower than for LSFO. Consequently, emissions of SO2, particulate matter, NOx, and CO2 were expected to be lower than when firing LSFO.
CCA Combustion Systems, a division of Peerless Mfg. Co., was retained to perform the baseline LSFO emissions tests, develop the computational fluid dynamic (CFD) model used to predict palm oil impacts on boiler performance, and to design and supply a unique atomizer that would allow cofiring from 100% palm oil to 100% LSFO with no loss in maximum load or unit turndown capability (minimum load is 25 MW). CCA was also tasked with managing the demonstration test, determining boiler performance and plant heat rate, and extrapolating the results of the demonstration test to all HECO steam plants. HECO performed NOx emission tests following the demonstration test.
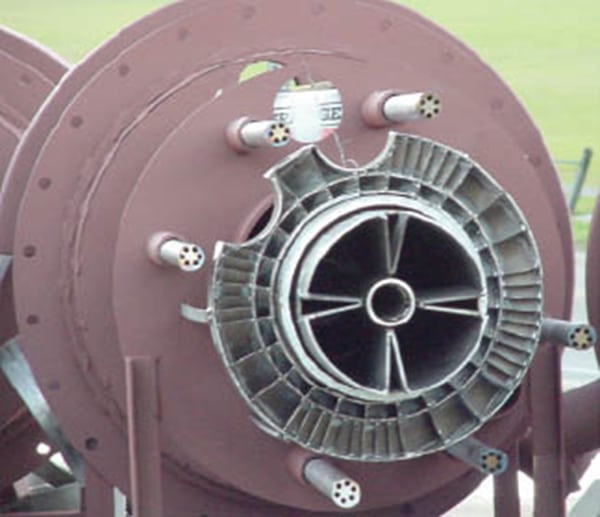
Unique Atomizer Design
HECO contracted with CCA to design and fabricate new mechanical, spill-return atomizer assemblies for the biofuel demonstration test. The design criteria for the new fuel atomizers were ambitious:
- ■ Operate at approximately the same supply/return pressures as the existing atomizers.
- Have the same spray quality but not adversely impact spray angle at low loads.
- Must not inhibit full-load operations nor impact unit turndown.
- Operate with fuel blends from 100% LSFO to 100% palm oil.
- Must accommodate 14% more flow when burning 100% palm oil due to lower heat content.
Prior to the biofuel demonstration test the oil atomizer used at Kahe Unit 3 was a mechanically atomized, spill/return, four-piece assembly. The spray plate was a “conical” design with a single orifice that produced a uniform conical spray. The supply and return pressures at maximum load were typically 890 psig and 310 psig, respectively, and the differential pressure between supply and return pressures was maintained constant at approximately 580 psid over the load range. Turndown for the atomizers was from 90 MW to 38 MW (baseload) with all burners in service.
To reduce flame impingement problems experienced historically at low load on the furnace sidewalls adjacent to the burners, an alternate “split-flame” atomizer spray plate was provided. The split flame produced a flatter, nonconical spray that can be oriented to reduce flame impingement. Two prototype split-flame atomizer assemblies were used in the biofuel demonstration:
- 100% split-flame atomizer designed for optimum performance firing 100% biofuel.
- 50/50 split-flame atomizer designed for optimum performance firing a blend of 50% LSFO and 50% biofuel.
In addition to providing the proper flow rate characteristics and narrower spray angle at low load, the split-flame atomizers reduced NOx emissions approximately 20% for LSFO firing compared to the original atomizers.
Visual inspection when burning palm oil showed the flames were very uniform and well attached under all operating conditions. It was not possible to visually distinguish a 100% LSFO flame from a 50% biofuel/50% LSFO flame. At 70% biofuel the flames were more transparent and less bright. At 100% biofuel, the oil spray skirts were transparent and a blue-colored flame “halo” was observed at the flame stabilizer. The flames were less bright than at 70% biofuel but still intense. Moreover, the split-flame atomizers significantly reduced but did not completely eliminate sidewall impingement at low load. As expected, opacity and visual emissions went from ~2.8% to below 0.5% as the ratio of biofuel increased from 0% to 100%.
Furnace exit gas temperature (FEGT) for the two split-flame atomizers was essentially equal over the load range. For LSFO, the average FEGT at 100% load for the split-flames was approximately 140F higher than for the conical atomizers used prior to the biofuel tests. This is believed to be a result of the longer flames (low NOx) produced by the split-flame design, which reduces near-burner fuel/air mixing rates. NOx emissions were approximately 20% lower for the split-flame atomizers. Furnace residence times were sufficient to provide good fuel burnout, so opacity levels were not increased. FEGT and gas emissions data measured in the upper furnace were reasonably well balanced across the furnace.
Excellent Test Results
The palm oil/LSFO blend ratio was selected based on total heat input into the boiler. This approach to in-line fuel blending provided accurate and repeatable results. The unit load response when burning up to 100% palm oil was comparable to burning LSFO alone. The viscosity of the blended fuels was a constant 135 SSU up to 70% palm oil. At 100% palm oil, the viscosity decreased to ~85 SSU; however, the performance of the fuel atomizer was not affected.
Boiler turndown met the test plan goals. The unit was able to cycle from full load (90 MW) down to 25 MW when burning 100% LSFO. The fuel oil controls limit minimum load to ~25 MW. When burning 100% palm oil, the minimum demonstrated load was 38 MW using existing burner controls, although with further combustion control tuning it is expected that minimum load on palm oil could be reduced.
Excellent flame stability was observed at all fuel blends, unit load, and fuel temperatures when using the split-flame atomizer. Visible emissions (opacity) were also lower when burning 100% palm oil.
The FEGT, measured below the nose of the furnace, the superheat and reheat temperatures and sprays, and boiler heat flux were measured during the demonstration test (Figures 2 and 3). NOx emissions with palm oil blends were well within permitted limits (Table 1). At 88 MW, NOx on LSFO was 300 parts per million by volume dry (ppmvd) but dropped to 213 ppmvd when burning a 70% palm oil mix and to 202 ppmvd with 100% palm oil. Figure 4 illustrates NOx emissions
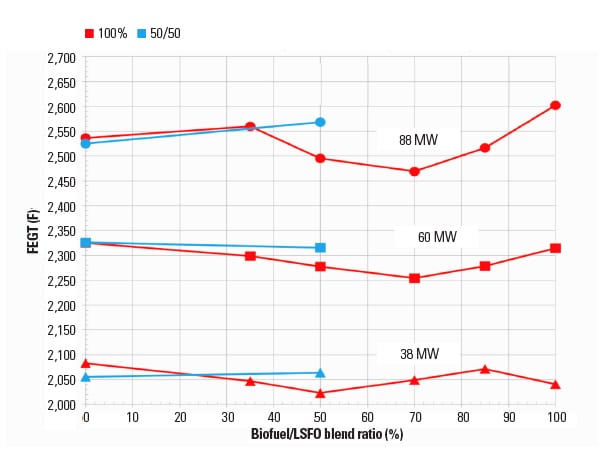 |
| 2. Stack gas temperatures rise. Kahe Unit 3 furnace exit gas temperature (FEGT)produced by different blends of palm oil and LSFO are illustrated. The test was conducted at nominal O2, and 100% split flame atomizers. Source: Combustion Components Associates |
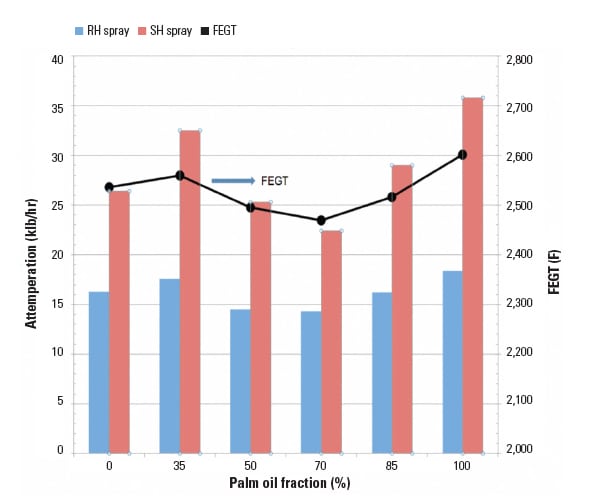 |
| 3. Attemperation water flow increase. This chart shows Kahe Unit 3 furnace exit gas temperature (FEGT) and attemperation (superheater and reheater) water flow versus palm oil fraction. The test was conducted at 88 MW, nominal O2, and with 100% split-flame atomizers. Source: Combustion Components Associates |
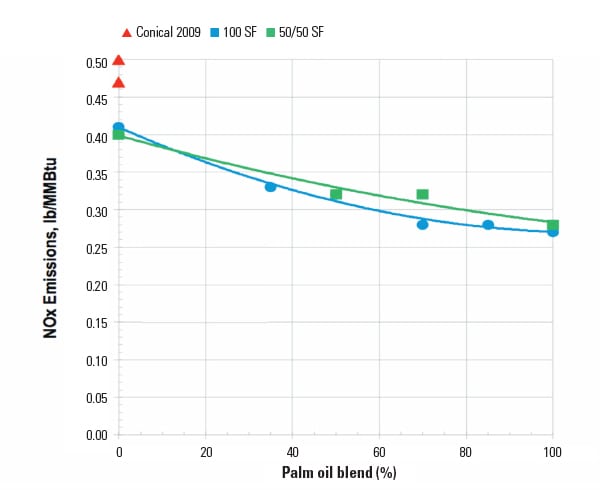 |
| 4. NOx emissions drop. NOx emissions dropped as the percentage of palm oil increased, for three atomizer configurations. The test was conducted at 88 MW, nominal O2, and with 100% split-flame atomizers. Source: Combustion Components Associates |
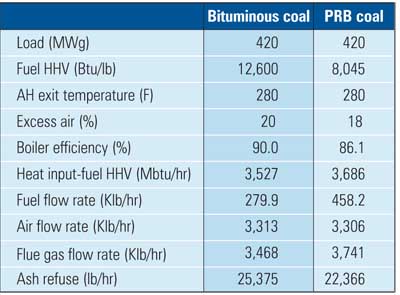
 |
| Table 1. Controlled emissions. The average emissions recorded subsequent to the demonstration test are shown for different fuels and blends using split-flame atomizers. Data were collected at 88 MW and under nominal O2 conditions. SO2 and CO2 emissions are calculated from fuel properties. Source: Combustion Components Associates |
The impact on plant efficiency when cofiring different percentages of palm oil was calculated from the test data. At full load, the negative effects on efficiency when burning 100% palm oil included 11F higher stack gas temperature and ~17% higher water content in the flue gas than when burning LSFO.
However, the excess O2 in the flue gas was nearly 1% lower than when burning LSFO. Unburned carbon and CO emissions changes were negligible for both fuels. However, 100% palm oil generally required increased superheater and reheater attemperation compared to 100% LSFO, which will decrease boiler efficiency. The existing boiler system was adequate to provide the increased attemperation needed. The “sweet spot” for optimum boiler operation based on attemperation rates was a blend of 70% biofuel and 30% LSFO.
The plant’s adjusted heat rate, taking into account superheater and reheater sprays, excess oxygen, stack gas temperature, and water in the flue gas (15% higher) increased 48 Btu/kWh when burning 70% palm oil, which reflects a slight decrease in boiler efficiency. However, burning 100% palm oil increased plant heat rate further, primarily because of higher attemperation rates. At biofuel blends of 70% and higher the test data showed that a reduction in excess O2 of roughly 1 percentage point is possible with the same or lower opacity compared to LSFO firing.
The low ash content of the palm oil also reduced particulate matter and unburned carbon emissions. Another positive side effect was reduced frequency of sootblowing and cleaner furnace walls.
Program Goals Achieved
The 30-day demonstration project achieved every goal set for the testing. The in-line blending system provided maximum operational flexibility for a biofuel that may have fuel property variations between deliveries. More importantly, there were no operational or emission limitations identified that would restrict any palm oil/LSFO blend ratio. And, by extension, the testing did not reveal any operational or emission limitations that would preclude using the biofuel at any other HECO units that now burn LSFO.■
— Robert Carr (carr@cca-inc.net) is project manager at CCA Combustion Systems. David McDermott is operations and maintenance engineer for Hawaiian Electric Co.