Even without regulatory considerations, there are good reasons for virtually every coal-fired power plant to improve its heat rate. The Electric Power Research Institute (EPRI) has looked at dozens of methods for improving heat rates and evaluated their applicability and costs. Part 2 of this two-part series details several EPRI case studies of heat rate improvements and summarizes key takeaways.
In recent years several EPRI projects have explored different aspects of heat rate improvements. This article, following Part 1 in the November 2014 issue of POWER, reviews results of implementing heat rate optimization programs at five power plant sites, with summaries of the issues, recommendations, actions taken, and resulting heat rate improvements. It also discusses a study conducted to identify potential heat rate improvements that could be implemented across all coal-fired power plants in a utility fleet and offers recommendations for future research.
Production Cost Optimization Case Studies
EPRI’s Production Cost Optimization (PCO) project assisted participating members in implementing or enhancing heat rate optimization programs to reduce production costs through sustainable performance improvements. The PCO assessment process consisted of benchmarking plant thermal performance using historical plant data, along with an on-site performance appraisal, to identify potential performance improvement. In some instances, a significant heat rate improvement can be achieved with a recommitment to best operating practices and without the need for large capital expenditures on new technology.
Unit heat rate improved at four of the five plants. While most plants had estimates of the improvement expected with the actions taken, it was not always possible to reconcile observed improvements with estimated improvements. Recommendations resulting from the PCO appraisal process were typically a combination of plant-specific items and common, general recommendations, such as establishing or expanding routine plant monitoring through testing or online means, establishing a cycle isolation procedure, and conducting heat rate awareness training for plant staff.
The plant participants were not always able to implement all recommendations and often had their own initiatives for outage work that resulted in improved heat rate. Performance improvements were significant and ranged from 3% to 5%. This level represents an equal percentage of each plant’s annual fuel bill and demonstrates that making heat rate an integral part of maintenance and operations activities can yield real and lasting financial savings as well as a significant reduction in carbon dioxide (CO2) and other emissions.
Nineteen power companies participated in this project. The group meets periodically via teleconferences in which the participants share their successes and lessons learned, enabling the entire group to make progress in improving their units’ heat rate.
Plant Profiles
For the five coal-fired units for which follow-up analyses were completed, net unit capacities ranged from 95 MW to 650 MW. The service ages of the plants ranged from 30 to 55 years, with an average of 40 years. Three plants burn Powder River Basin subbituminous coal, while the others burn bituminous coal. Three boilers are drum-type units; the remaining two are supercritical units. All plants but one are single reheat. Three plants have once-through cooling, another has a mechanical-draft cooling tower, and the fifth has a natural-draft cooling tower.
Of the five plants with completed analyses and reports, the common issues included:
■ Combustion problems and high air heater/stack exit gas temperatures.
■ Limited heat rate information availability.
■ Need for heat rate awareness training, including understanding of controllable losses.
■ Need for unit and equipment performance testing.
■ Feedwater heater train performance problems.
■ Need for sootblowing optimization.
General Recommendations
The following recommendations are common to the five units covered by follow-up analyses.
Provide Heat Rate Awareness Training to Operations Staff. Provide the entire plant staff with heat rate awareness training focused on the basics of heat rate, the cost of heat rate deviations, and actionable heat rate information for operations. Such training will help to enhance a positive work culture and provide staff with the tools to optimize heat rate on an ongoing basis.
Make Heat Rate Information Readily Available to More Plant Personnel. Sharing heat rate–related information with a broader segment of plant personnel can result in earlier identification and resolution of heat rate problems. Incorporating heat rate “thinking” into day-to-day operational decision-making can reduce overall plant heat rate.
Improve Utilization of Controllable Losses Information by Operations Staff. Incentivize operations staff to monitor and minimize controllable losses. Set controllable losses targets to be achievable within constraints of equipment and operating conditions. This may require the site(s) to enhance, upgrade, or initiate real-time controllable losses displays.
Optimize Sootblower Operation. Sootblower optimization can help improve steam temperature control, normalize heat absorption patterns, and improve precipitator performance. Additional benefits such as reduced air heater/stack exit gas temperature, a decline in circumferential cracking of boiler tubes, and NOx emissions reduction may also result. Automated sootblowing optimization can be effective but expensive to implement. (For more on such systems, see “Boosting Efficiency with a Sootblowing Optimization System” in the November 2014 issue at powermag.com.) A lower-cost alternative is to conduct parametric testing to provide insight into the effectiveness of sootblowing patterns and guide operators in achieving best unit performance.
Initiate a Routine Testing Program. A periodic testing program should be established to aid in early detection of changes in equipment performance and/or unit operation to improve maintenance scheduling efforts and reduce unscheduled outages. By utilizing station instrumentation, a reliable, repeatable trend of unit performance can be developed. Guidelines to conduct such testing are contained in EPRI reports Routine Performance Test Guidelines (report 1019004) and Routine Performance Test Guidelines, Volume 2 (report 1019705).
Increase Routine Feedwater Heater Performance Monitoring. Heater terminal temperature difference (TTD) and drain cooler approach (DCA) should be monitored on a daily basis along with heater levels to maintain optimal performance. In particular, the DCA should be checked to ensure that steam is not entering the drain cooler. If this occurs for an extended period of time, the drain cooler will be damaged, resulting in tube leaks, heaters out of service, and higher unit heat rate.
Plant-Specific Recommendations
The following recommendations, grouped by plant equipment/area, were specific to individual plants.
Cycle Alignment (aligning the cycle by isolating as much as possible of the high-energy fluid leakage from the plant steam cycle)
■ A site-specific cycle alignment checklist should be developed for operations use to ensure proper continued cycle alignment.
■ Perform periodic cycle water loss tests.
Instrumentation
■ As transmitters are replaced or upgraded, they should be replaced with high-accuracy, “smart” transmitters.
■ Plant calibration standards should be set up on a periodic schedule to be calibrated.
■ Set up and use an electronic database for tracking of instrument calibrations.
■ Redundant instruments should be of sufficient accuracy to provide the same readings. If two instruments are measuring the same parameter and provide different readings, they do not provide value to operations.
Boiler
■ Utilize the plant performance calculations to trend boiler efficiency and individual boiler losses so that changes in performance can be identified quickly and action can be taken to restore boiler efficiency.
■ Resolve coal distribution problems and periodically inspect diffusers and riffle distributors.
■ Review boiler optimization after a coal distribution problem is addressed.
■ Perform unit diagnostic testing to determine the O2, CO, and NOx distribution at the economizer outlet duct where the present in-situ O2 analyzers are located. With some additional effort, these tests could be used to assess the degree of air in-leakage between this location and the furnace exit to verify that most, if not all, of the casing leakage has been satisfactorily repaired. This information can be used to fix the leaks and may help to recover induced-draft fan capacity, especially during warmer summer months. These tests will also identify the minimum O2 operating level for best efficiency without excessive CO and unburned carbon. Other potential benefits of these efforts are reduced back-end temperature, improved precipitator performance, and reduced NOx and mercury emissions.
■ Maintenance efforts should give priority to restoring burner tilt functionality; restoring burner corner secondary air damper functionality; inspecting coal nozzle condition and replacing as necessary; repairing furnace casing leaks; and repairing leaking valves.
Turbine
■ Use turbine performance data to help determine when a turbine overhaul is necessary.
■ Trend the high-pressure (HP) and intermediate-pressure (IP) turbine efficiency periodically with the unit at a consistent operating point (typically, full load, valves-wide-open is best).
■ Continue to monitor HP and IP section efficiency using the performance monitoring system.
■ Conduct temperature variation tests prior to the next turbine outage to determine the benefit of replacing turbine seals and/or snout rings.
Condenser
■ Monitor condenser pressure and compare to target daily to ensure proper condenser performance.
■ Consider using or installing an online air in-leakage monitor.
Feedwater Heaters
■ Monitor heater TTDs and DCAs on a daily basis, along with heater levels, to maintain optimal performance.
■ For heaters with off-design TTDs and temperature rises that are close to design, verify that extraction pressure water legs are properly accounted for.
■ Repair or replace the HP feedwater heater.
■ Check first-point heater outlet temperature as compared to economizer inlet temperature to ensure feedwater is not bypassing the top heater(s).
Cooling Tower
■ Consider accelerating the fill replacement schedule to reduce cold water temperature and condenser pressure.
■ Perform an annual inspection of the cooling tower with a focus on performance.
■ For mechanical-draft towers, as fan blades require replacement, consider upgrading to high-efficiency fans. There is insufficient justification for upgrading the fans until there is a mechanical reason for replacement.
■ As replacement fan stacks are needed, upgrade to high-performance stacks to improve airflow and cooling.
Technology Review
■ Maintain controls tuning and responsiveness in addressing controls issues.
■ Review the plant historian and consider removing points that are no longer valid or no longer used.
■ Distribute key performance information to commonly used operator screens. If the controllable loss information is on the common screens, there is a better chance that it will be used.
■ Increase the visibility of heat rate and performance information throughout the plant. Taking this step will help improve heat rate awareness.
■ Ensure that the design or target values on the controllable loss screens are realistic, achievable values over the load range.
■ Input periodic fuel analysis into the online monitoring system so that better values of heat rate and boiler efficiency can be calculated.
■ Input periodic carbon-in-ash loss values into the online performance monitoring system so that better values of heat rate and boiler efficiency can be calculated.
■ Provide heat rate awareness training, primarily for operations.
■ Have operations start monitoring controllable losses.
■ Ensure that critical performance-related data are being properly stored in the plant historian.
■ Consider upgrading to a more robust performance monitoring system that will run reliably without significant upkeep.
Potential Heat Rate Improvements
As noted above, actual heat rate improvement for the plants participating in the PCO follow-up assessments ranged from 3% to 5%. Potential heat rate improvements for some of the common recommendations were estimated as follows:
■ Provide heat rate awareness training to operations staff: 50 Btu/kWh to 100 Btu/kWh.
■ Make heat rate information readily available to more plant personnel: 50 Btu/kWh to 150 Btu/kWh.
■ Improve utilization of controllable losses information by operations staff: 75 Btu/kWh to 100 Btu/kWh.
■ Optimize sootblower operation: 70 Btu/kWh.
■ Initiate a routine testing program: 75 Btu/kWh to 200 Btu/kWh.
■ Increase routine feedwater heater monitoring: 30 Btu/kWh to 60 Btu/kWh.
Boiler. Potential heat rate improvement from recommendations to improve boiler heat transfer and combustion were estimated to be 100 Btu/kWh or better. Sootblowing optimization was estimated to have a potential improvement of 70 Btu/kWh.
Turbine. Potential heat rate improvement from recommendations to improve turbine cycle performance was estimated to be 100 Btu/kWh or better. Losses due to worn internal seals and snout rings were estimated to be 20 to 50 Btu/kWh or higher.
Feedwater Heaters. Potential heat rate improvement from replacing the first point heater was estimated to be 150 Btu/kWh.
Plant heat rates were trended for one-month periods during the original PCO assessment and then again during the follow-up assessment. The time elapsed between the original and follow-up assessments ranged from 20 to 24 months. Heat rates were calculated using two different methods: input/output method and energy balance method.
Some plants reported expected heat rate improvements from actions that they had taken or planned to take, which ranged from 200 Btu/kWh to 400 Btu/kWh, approximately 2% to 4%. Though it was difficult to correlate specific improvements with measured data, it was clear from the assessments that plant efficiency improved significantly at four of the five plants completing follow-up assessments. The magnitude of the heat rate improvements ranged from 279 Btu/kWh to 557 Btu/kWh at or near full-load operation, which represents an approximate 3% to 5% improvement in heat rate. The results of this project are site-specific and are not universally applicable to all coal-fired power plants.
Winners and a Loser. Plant “A” improved its heat rate by 279 Btu/kWh through comprehensive organizational focus of multi-level heat rate teams, training of operations staff, and close attention to minimizing boiler excess air.
With a 557 Btu/kWh improvement, Plant “B” decreased its heat rate by the largest margin. This improvement was accomplished through diligent cycle alignment, reduction of boiler casing air in-leakage, a turbine chemical cleaning, and reduced condenser air in-leakage.
Plant “C” improved its heat rate by 400 Btu/kWh, of which plant staff attributed 100 Btu/kWh to boiler improvements and 250 Btu/kWh to steam path maintenance and a feedwater heater replacement.
Plant “D” improved heat rate by 500 Btu/kWh with substantial maintenance work, including reducing boiler casing air in-leakage, replacing a feedwater heater, and cleaning condenser and feedwater tubes.
Unlike the other four plants in the follow-up studies, heat rate for Plant “E” increased unexpectedly by 350 Btu/kWh. This result was thought to be due in part to increased cycling and extended operation at lower loads.
Fuel Savings and CO2 Benefits. With heat rate improvements ranging from 3% to 5%, the results of the PCO follow-up studies clearly demonstrate that plant heat rate can be favorably affected by operational and maintenance activities undertaken by plant owners. Not all participants actively quantify return on investment of activities in terms of fuel savings, but these savings are very significant. For example, a 5% improvement in the heat rate of an 500-MW (net) power plant can be worth more than $3,500,000 in annual fuel savings and reduce CO2 emissions over 180,000 tons annually.
Fleetwide Assessment Case Study
In 2010, EPRI conducted a study with a member utility to identify power plant efficiency improvements that could be implemented across all 12 coal-fired units in its fleet to reduce CO2 emissions. The study and its findings are described in the EPRI report Methodology for Fleetwide Energy Efficiency Analysis (report 1021206).
This project was undertaken to show how coal plant energy-efficiency improvements could be used to reduce CO2 emissions. The utility established a Plant Energy Efficiency Team (PEET) to explore the company’s options for improving coal plant efficiency. The PEET results are focused on tons of CO2 avoided or reduced and the cost per ton of CO2 avoided or reduced. The estimated cost per ton of CO2 avoided or reduced for each technology can be used to determine which projects are potentially viable based on the price of CO2 credits.
For the study, the project team applied a standardized methodology previously developed for evaluating efficiency improving projects in a single power plant, described in the EPRI report Capital and Maintenance Projects for Efficiency Improvements (report 1019002). (See Part 1 in the November issue for more.)
The most powerful use of this approach is to apply the method to an entire fleet, in which a set of potential projects can be evaluated for a group of specific coal-fired units. In this project, the project team compiled a list of feasible efficiency improvement options and conducted analyses to determine project-specific net annual benefits in relation to reduction of CO2 emissions. Researchers compiled information from various internal sources and then added more projects from an EPRI capital projects report. All projects were listed in a spreadsheet and normalized to match each unit within the current operating system.
This study covered only projects for existing coal-fired power plants. This was not an integrated resource plan study; the PEET was not trying to determine how best to increase generation. The assumption was made that net plant output remained constant. If the proposed project happened to increase capacity along with efficiency, the fuel burn was reduced to maintain a constant net output. CO2 emissions reduced or avoided were then calculated and summarized.
The following steps were used to evaluate potential energy-efficiency improvement projects for that fleet:
■ Assemble a team of experts within the utility with collective knowledge covering all of the units being investigated and all the projects being considered.
■ Identify the potential projects, using the spreadsheet in EPRI Report 1019002 as the starting point.
■ Identify the coal-fired units to be included in the analysis.
■ Screen projects for feasibility of application to each unit in the fleet.
■ Determine project attributes for each application.
■ Evaluate the applicable projects for each unit.
■ Develop project ranking based on the cost/benefit analysis for each application.
■ Prepare Pareto curves to provide management with a decision-making tool to prepare for any future carbon-related charges.
■ Issue fleet-specific report.
The technology feasibility screening process identified more than 40 candidate projects, organized by six major plant systems (Table 1). The project team conducted a fatal-flaw analysis to determine the feasibility of the efficiency projects on a unit-by-unit basis at the 12 coal-fired units. Many potential projects may not be feasible for a particular plant or unit based on its configuration. For example, low-pressure turbine replacement is not a potential project for a unit that just replaced its entire turbine. Numerous energy efficiency projects had already been completed in advance of this study. This list is not inclusive of all potential heat rate improvement projects—only those used by the utility conducting this analysis.
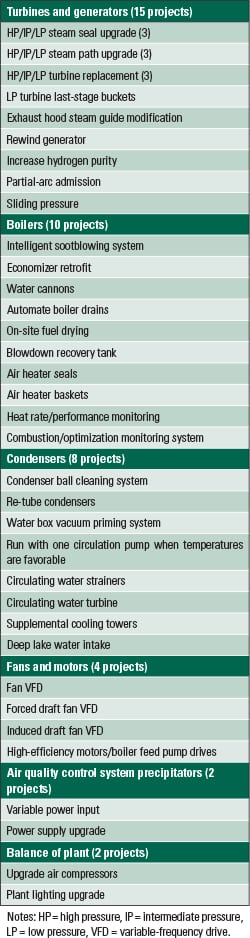 |
| Table 1. List of generation efficiency projects by major plant systems. Source: EPRI |
More than 490 individual potential projects were identified and screened for feasibility. Of these, 174 projects were identified by PEET as potentially feasible. Analysis determined that several project types may be justified, independent of the project’s economic life, and many may be justified without any CO2 credits and should be given further consideration.
There are many potential projects to improve plant energy efficiency and reduce CO2 emissions. The PEET analysis provides a tool that will allow for numerous potential projects that improve plant energy efficiency and reduce CO2 emissions to be evaluated and ranked easily. Based on a 30-year economic life, the PEET analysis estimated that if all 174 projects were implemented, the upper limit for fleetwide coal plant CO2 reductions through efficiency improvement would be about two million tons a year (approximately a 5.3% reduction of the current operating fleet CO2 emissions) at an estimated capital cost of over $800,000,000 (Figure 1). However, initial evaluation indicated there might be some projects that should be investigated further regardless of the value of CO2, yielding about one million tons a year in reduction of CO2 emissions (approximately a 2.7% reduction of the fleet’s CO2 emissions).
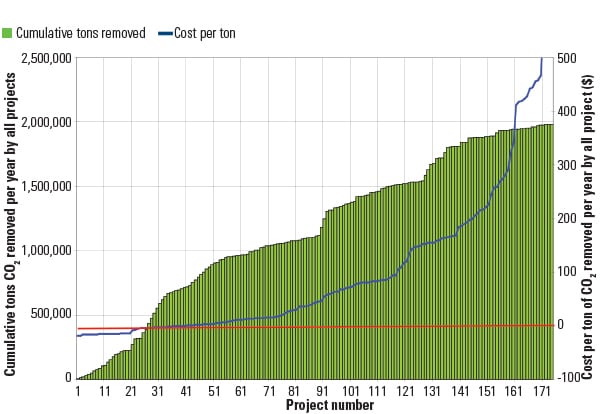 |
| 1. CO2 reductions. This graph depicts cumulative CO2 reduction and cost per ton of CO2 removed for heat rate improvement projects discussed in this article. Projects with a negative cost per ton of CO2 (where the blue line is below the red line) may be justified even without a credit for CO2 removal. Courtesy: EPRI |
Adding It All Up
Power plants are designed for an optimal heat rate. Although that heat rate may not be the lowest achievable at any point in time, trade-offs occur with respect to capital and operation and maintenance costs, siting, and fuel. The average age of operating coal-fired power plants is 40 years. Over the course of those four decades, the plants have been subject to physical modifications and repairs and have suffered age-related degradation. Many of those modifications have been the addition of emissions controls, which typically have an adverse effect on heat rate. Since initial startup, many units have changed their fuel supply and reduced staffing size, creating additional potentially adverse heat rate effects. In most recent times, these old coal plants have been called on for flexible operation, requiring load following and significant time at part load, again reducing plant efficiency.
EPRI’s research has identified examples—both demonstrated/realized and projected—of methods to improve heat rate or recover efficiency losses:
■ PCO project. The units evaluated realized 3% to 5% heat rate improvements through various means.
■ Sliding pressure. By employing sliding pressure over a several-month period, a 2% heat rate improvement was realized at part load.
■ Remote monitoring. The use of remote monitoring centers was documented to improve heat rate 2.5% to 4%.
■ Steam turbine steam path modifications. EPRI members reported steam turbine steam path modifications were worth 2% to 4% heat rate improvements.
■ Cycle alignment. Implementing a cycle alignment (isolation) program was documented to be worth at least 0.5% improvement in heat rate.
■ Capital and maintenance projects. A list of 57 potential actions and modifications to improve efficiency was made and evaluated in detail. While the amount of gains would be unit-specific, the projected heat rate improvements ranged from less than 0.1% to over 2% for the various actions and modifications. One utility applied the methodology and analyzed a number of these potential projects for its own specific fleet, resulting in a projected 5% improvement in heat rate.
The numerical values presented in this article may not be additive. They also may not be achievable or justifiable at every coal-fired plant. The staffs at many well-performing plants have been proactive and have already implemented some of the previously discussed improvements (for example, steam turbine upgrades and remote monitoring centers), thereby reducing their potential maximum heat rate improvement range.
The finances of power generating companies, both regulated and independent power producers, are managed prudently, so any large expenditure must be justified and/or create a return on investment. Smaller units consume less fuel, making a reasonable return on investment difficult to achieve for expensive modifications. As mentioned, these units are old and may have a limited remaining life. Some of these modifications and actions are quite costly and require a long period of operation to realize a return on investment. Such modifications may not be applicable for units with a few or unknown years of remaining projected lifetime.
Finally, management of many coal-fired plants may be unwilling to attempt many of these proposed improvements in order to avoid the possibility of triggering a New Source Review, which may result in having to install millions of dollars of additional emissions controls.
Future Research
Many of the efficiency improvement projects have been done in parallel, so the individual effect of each is not well defined. Tests and analyses could be conducted before and after future individual modifications are made to refine the results and reduce the uncertainty when those modifications are proposed for other units.
Based on industry data and studies conducted by EPRI and others, the maximum achievable heat rate improvement for any given coal-fired plant is unknown. More detailed studies to characterize improvements, taking into consideration constraints like fuel changes, equipment degradation, design changes, new environmental controls, and so forth, are needed to determine the technical and economic feasibility of the options. Afterwards, an estimate could be made of the maximum potential efficiency gains.
While the cost may be high, one could attempt to implement as many of those modifications and actions as possible on one unit and measure the gains realized to provide perhaps the upper cap of expected heat rate improvement. ■
— Sam Korellis is a principal technical leader in the Combustion Performance and Emissions Control R&D group at EPRI.