Improving the Efficiency of Toronto’s District Heating Plant
Enwave Energy Corp.’s district heating plants in downtown Toronto will be operating cleaner and more efficiently before the fall 2011 heating season begins when boiler upgrades now under way are completed. Enwave hired Benz Air Engineering (BAE) to design and install upgrades to all eight boilers inside Enwave’s Pearl Street Station. When the $20 million project is completed, the retrofits will produce energy savings exceeding $5 million per year. In addition, the company will receive incentives of $100,000 per boiler from Enbridge, its natural gas provider (Figure 4).
 |
| 4. Downtown district heating. Enwave’s Pearl Street Station in downtown Toronto, Ontario, produces steam for heating buildings about 170 days each year. Courtesy: Super Radiator Coils |
Through Enwave facilities, Toronto also uses deep lake water cooling for economical and environmentally friendly air conditioning in large downtown office buildings (see “Natural Air Conditioning,” POWER, April 2007). Water, at a constant 39F at 272 feet below the surface of Lake Ontario, is used to cool buildings via a separate closed-loop cooling system.
Enwave sells an average of more than 2.5 billion pounds of steam for district heating to 140-plus commercial buildings in downtown Toronto, including residences and a hospital, for a total of 40 million square feet over an average 170-day heating season. In addition to the Pearl Street plant, steam is produced at Enwave’s Walton Street and Queen’s Park facilities and then distributed through the company’s extensive underground pipe network at 375F and 200 psig.
So far, conversion has been completed on two of the eight boilers (boilers 5 and 6) at the Pearl Street Station (Figure 5). The boiler test results are excellent: Boiler efficiency increased from 79% to 96%, and the stack temperature was reduced from 300F to 240F with no precooling. In addition, the unsightly stack plume was eliminated by extracting up to 95% of the water that is formed as a combustion byproduct. NOx emissions also plummeted from 130 ppm to less than 3 ppm. The remaining six boiler upgrades will be completed before the fall heating season begins.
 |
| 5. Upgraded boilers. Two of the eight boilers have completed performance and environmental upgrades. The remaining six boilers will complete upgrades before the fall heating season begins. Courtesy: Super Radiator Coils |
Less Burning; Less Emissions
“Enwave was facing a shutdown at the Pearl Street Plant, unless emissions were reduced and the visible plume disappeared from the stack,” said Robert Benz, BAE president. Otherwise, future residents in a major high rise condo development across the street would be constantly subjected to unpleasant fumes coming from the plant.
Benz Air was awarded the project in June 2010. Construction began almost immediately to build a see-through, steel-mesh mezzanine level above the huge boilers. The new floor will make it much easier to install, service, and maintain the large stainless steel housings, pipes, and controls for the new emission and recovery systems on top of each boiler.
Constructed of low-carbon steel, each of the boilers stands 14 ft tall, 45 ft long, and 12 ft wide; is coated with refractory brick at the front/burner end and the back end; and weighs approximately 130,000 pounds. Built in the 1960s, five of the units were fabricated by Inglis and featured a double-burner configuration; the remaining three boilers have a single burner and were manufactured by Babcock and Wilcox. All of the boilers are a water-tube design and have a steaming capacity of 100,000 lb/hr at 390F and 200 psig. Combustion temperature of the flame inside the firebox is about 2,200F, and flue gas leaving the boilers is 450F to 550F.
“By reducing fuel that’s burned, which in Enwave’s case is natural gas, we reduce carbon dioxide emissions and lower energy costs simultaneously,” said Benz. The company’s CondiMax flue gas condensing heat exchanger, placed on the stack of each boiler, is a system that extracts far greater heat than either direct or indirect heat exchangers. The system uses a two-stage heat exchange design, recovering the remaining sensible heat without the waste associated with direct contact heat exchangers.
No Entryway? No Problem
About the same time as all of the equipment was being manufactured, a Toronto contractor opened a large hole in the wall of the Pearl Street plant to enable all the equipment to be hoisted by a crane through the wall and set directly onto the mezzanine floor. Steel doors soon covered the new entryway. All of the equipment for boilers five and six arrived in August last year and installation began shortly after that. BAE engineers and technicians thoroughly tested, checked, and commissioned the first two units in February 2011.
As with any major retrofitting and upgrading project of this magnitude, there are always unforeseen challenges to overcome. Space was one of the bigger ones, Benz said. The plant’s eight boilers are located about 10 feet apart, and each is surrounded by water and gas lines, large electric motors and exhaust fans, duct work, and other peripheral equipment, which doesn’t leave much room to work.
While the mezzanine floor was under construction, Super Radiator Coils began manufacturing two sets of four condensing heat exchanger coils for boilers 5 and 6 (Figure 6). Also included in the boiler upgrades was BAE’s CataMizer, a device that combines selective catalytic reduction with a high-efficiency economizer coil that was designed by Super Radiator. “This combination is about the same size as a typical industry standard economizer, but it doesn’t weigh as much and provides higher efficiency from the far lower approach temperature,” said Benz (Figure 7).
 |
| 6. Condensing coils. To reduce the stack plume of condensed moisture, condensing heat exchanger coils are included as part of the boiler upgrades. Courtesy: Super Radiator Coils |
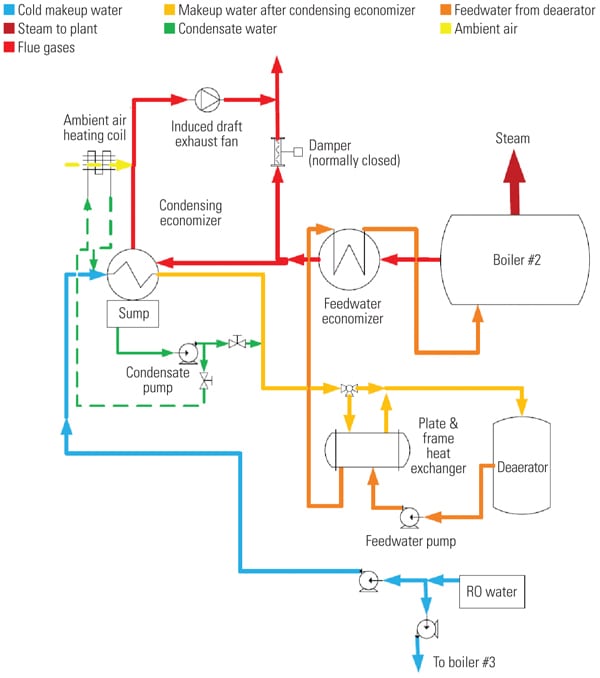 |
| 7. Efficient equipment. This flow diagram illustrates the placement of the condensing and feedwater economizer in the boiler stack gas (red line). The hot condensate collected from the condensing economizer can be used to preheat the boiler combustion air. Courtesy: Benz Air Engineering |
BAE needed to adapt its control logic within the Allen Bradley, Koyo, and Honeywell control platforms into the Pearl Street plant’s existing Siemens PCS7 control platform. That involved implementing a profibus (process fieldbus) network to provide digital control of the six variable-frequency drives, which monitor all pertinent operational parameters of the boiler control system. In the process, BAE engineers optimized the existing boiler controls, providing substantial additional savings through lower excess air operation.
The Enwave project also required BAE engineers to deal with negative drafts caused by high stacks. “Originally, we thought that we would need to control the draft dampers on the boilers in addition to the high heat fan, so the draft damper would open to a certain point and the induced draft (ID) fan would kick in.”
“But we pretty much learned the hard way that the speed of the exhaust fan, if slowed down, will act as a damper all by itself,” Benz explained. “If you hold the speed of the fan at 5 Hz, you only allow as much draft or flow through the CondiMax that that speed will allow. The ID fan basically sucks in air for a forced draft.”
Reflecting on what his company has already accomplished at Enwave and on other boiler upgrade projects, Benz said, “Just look at what can be done by increasing boiler efficiencies. Besides making them much greener, they’ll use a lot less fuel, and that means saving a lot of money.”
—Contributed by Richard Parrish ([email protected]), president of MindShare Communications.