Fugitive Dust Mitigation Solutions for Coal Stockpiles
Many coal-fired power plants maintain fuel stockpiles for use when the normal delivery of coal to the plant is disrupted. It is not uncommon for a 30-day supply to be maintained in the pile. Most of these stockpiles are left uncovered not only because of the need for frequent transfer into and out of the pile, but also due to the cost of covering such a large area.
Fugitive dust can be a significant problem at coal stockpiles. Coal dust ranges in size from less than 2 microns (μm) to over 100 μm. Dust can be generated during stackout, storage, and reclaim activities, including:
■ Through the release of previously generated dust (fines) by air current when the coal falls to the pile during stackout
■ When coal is broken by impact onto the pile
■ By wind blowing across the pile
■ By movement of workers and machinery on the pile
■ During reclaim operations
The amount of dust emitted by these activities depends on the physical characteristics of the coal and the way in which the material is handled.
Chemical Dust Suppression
According to Chris Blazek, vice president of marketing for Benetech Inc., coal is hydrophobic in nature—especially sub-bituminous coals, such as Powder River Basin (PRB) coal—repelling water from its surface. Therefore, simple water sprays are often ineffective in controlling dust. However, select surface-active agents (surfactants) have been available for decades with proven track records that can effectively wet the coal surface.
The surfactants form a microscopic liquid film as a means of increasing the adhesion of the coal dust particles to the body of the larger coal pieces. An effective dust suppressant must wet the surface of the coal, maintaining a moist environment, and bind the coal dust particles to the coal to prevent regeneration of the dust.
By evaluating contact angles and spreading coefficients of numerous surfactant molecules, Benetech has identified the structure/property relationships of surfactants and their interaction, contributing to what it says is optimum wetting and adhesion. All of its formulations contain synergistic combinations of wetting agents, necessary to provide fast, efficient, and effective dust suppression for a variety of coal/material types under both hard and brackish water conditions.
Blazek said the products are nonflammable, nontoxic, non-explosive, and biodegradable. They can be used to suppress dust via low-moisture-addition foam wetting action or long-duration (residual) bonding agents.
Benetech believes that wetting the coal prior to stackout is the only way to prevent dust generation during the stackout process (Figure 1). The Environmental Protection Agency has approved the approach to control stackout emissions to an opacity limit of 5% and a particulate matter (PM) limit of 0.005 grain PM per dry standard cubic foot.
 |
| 1. Now you see it … now you don’t. Dust was a concern during stackout at this stockpile (left), but the problem was mitigated after a chemical dust suppressant was added (right). Source: Benetech Inc. |
Short- and Long-Term Solutions
Typically, the use of chemical dust suppressants requires between one-quarter and one-half of the moisture addition required by water-only spray systems. Foaming packages, such as Benetech’s BT-105F, can further reduce the amount of water required to effectively treat the coal.
Changes in ambient humidity levels and rain will naturally add moisture to a stockpile, but evaporation can also reduce the moisture content in the pile. Therefore, it is difficult to detect the moisture addition effect of either form of chemical dust suppression at reclaim.
Typical foam- and surfactant-based systems provide short-term dust control from the pile as the moisture evaporates. To provide longer-term dust control (three weeks or more), Blazek said residual agents could be added to the surfactant package to retain moisture, provide a more permanent film, or remain tacky. This class of residual chemical dust suppression agent can control dust from heavy equipment traffic on the pile as well as during the reclaim operation.
For long-term dust control from inactive portions of the coal pile, a different class of chemical dust suppressant is typically deployed. Historically, tars, asphalts, and oils have been used for this purpose. Modern sealants include latex- and acrylic-based emulsions. These products can provide a six-month seal on the pile to reduce dust emissions more than 90%, minimize material runoff, reduce water ingress, and reduce coal oxidation (heating value loss).
PRB coal and processed/dried coals can benefit from a new class of chemical dust control agent that offers the added benefit of controlling spontaneous combustion. Blazek said that Benetech’s BT-627 applied as a full-body treatment has been proven to inhibit spontaneous combustion while providing long-term dust control.
Water cannons have also been used to control dust from coal piles (Figure 2). The cannons are sized to spray water over the entire surface of the pile at specific intervals and quantities to keep just the surface moist. Chemical dust suppression agents have also been added to the cannon water supply to enhance wetting and provide some residual effectiveness to reduce total water consumption.
 |
| 2. Not your typical garden hose. The water cannon shown here was installed with heat trace and insulation to spray a coal stockpile at a power plant in Wisconsin. Courtesy: Benetech Inc. |
The Windbreak Option
Another method that has proven to reduce fugitive dust in certain situations is erecting a wind fence. Dust Solutions Inc. (DSI) makes a wind fence system—called the DustTamer—that is working well at many power plants, not only to reduce dust in the coal yard (Figure 3) but also to lessen wind speeds around hoppers, railcar unloaders, slag piles, ash ponds, gypsum piles, and landfills.
 |
| 3. A tall task. This DustTamer fence is engineered to cut wind speeds at least in half. At 100-feet tall and 1,700-feet long, this example is the largest coal stockpile wind fence Dust Solutions Inc. (DSI) has constructed. Courtesy: DSI |
According to David Gilroy, sales manager for DSI, there are a lot of different drivers that lead plants to seek a wind fence solution. Typically, he said, customers have a certain area that they’re trying to protect. In some cases, plants are required to monitor fugitive emissions and changes are required to prevent violations. In other situations, fugitive dust is simply causing a public relations problem.
The direction of predominant winds at the plant location could be part of the problem, but not always. Buildings, mountains, valleys, and other unique features of a site can influence wind currents in areas too. For this reason, some fences are planned using computational fluid dynamics modeling programs.
“The fence is ultimately designed to slow air movement over the area of concern to prevent dust from being picked up and carried away,” Gilroy said.
Some special features of the DustTamer system include:
■ It is made of polyester fabric that is highly resistant to the elements.
■ The knitted design is so strong that it is self-supporting—no cables needed—for spans of 20 feet or less.
■ The fabric can withstand very high wind loads (in excess of 120 mph), which is when the fence is needed most.
■ Permanent installations are designed to last 20 years or more with no maintenance required.
■ The slotted-fabric design (Figure 4) is more effective than a basket weave-style design, and it is self-cleaning because the vertical filaments will move in the 27-mm-long slots.
■ It has simple attachment hardware with no cables or clips to install or maintain due to stretching.
■ If damaged, repair is simple, requiring only the section and fabric run to be spliced into the fence.
■ It has a history of proven performance in all kinds of environments.
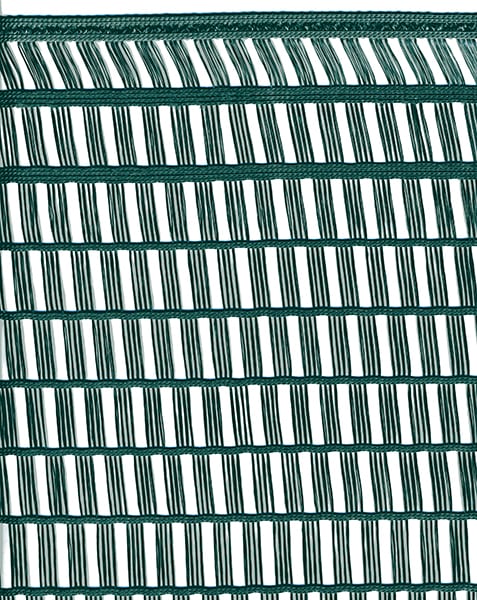 |
| 4. The right porosity is important. This scan shows the slotted design used in the DustTamer polyester fabric. Courtesy: DSI |
Combining Technologies
Gilroy noted that a plant’s integrated fugitive dust control plan might require the utilization of multiple technologies.
“There’s not necessarily any one approach that’s going to get you where you need to get,” he said. “Sometimes you combine technologies.”
For example, DSI offers a Dry Fog system that uses special air-atomizing nozzles to produce a very dry fog to agglomerate and remove airborne dust particles (see “Use Dry Fog to Control Coal Dust Hazards” in the July 2010 issue of POWER in the online archives). Gilroy suggested that sometimes a fogging system could be used at the head chute to reduce dust. He has seen other plants use retractable spouts or strip curtains, but frequently all of the solutions need to work together to get the best results.
Blazek noted that effectively controlling dust at storage piles has numerous benefits, including compliance with emission standards (air and run-off), reduced coal oxidation, reduced spontaneous combustion, better community relations (no visible plumes), reduced inventory loss, and improved worker health and working conditions. In the end, it’s just a matter of finding the solution that best fits a plant’s needs.
—Aaron Larson is a POWER associate editor.