Air Preheater Uses New Adaptive Brush-Sealing Design
Radial, axial, and circumferential metallic seals installed on rotary, regenerative air preheaters have evolved little from the original metal strip designs that date back to the original Ljungström preheaters developed nearly a century ago. Unfortunately, metallic strip seals degrade soon after installation, allowing excessive air-to-gas leakage, which translates into increased fuel consumption and fan power.
A Brush Alternative
Brush products are universally applied in virtually all industries where sealing, shielding, cleaning, and/or gap closing are required. Brush filament materials range from synthetic fibers to high-alloy steels. Alloy brush seals, now regularly installed as an upgrade to conventional labyrinth seals on production steam turbines, reportedly can yield up to a 2% increase in unit efficiency and a 4% improvement in unit output. Some units with these seals have been in operation for eight years between inspections.
Brush seals are ideally suited for replacing strip steels on rotary, regenerative air preheaters. As radial, axial, and circumferential seals, the brush products provide a high degree of abrasion resistance, flex life, and bend recovery not possible with rigid strip seals. Rigid strip seals rapidly wear, as they are unable to conform to surface irregularities and varying gap sizes. The seals wear to the smallest gap size, allowing leakage at the wider gaps. The strip seals are also vulnerable to damage at high differential pressures and to expansion due to temperature increases where induced drag can shut down the rotor (Figure 1).
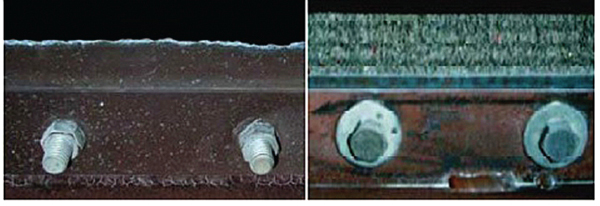 |
| 1. Two sealing options. The degree of wear on a strip seal is evident when comparing a worn strip seal (left) and a new brush seal (right). Flexibility of the brush seal allows it to deflect at the smaller gaps and then rebound to ensure sealing at wider gaps. Courtesy: Sealeze |
A brush seal produces an extremely dense barrier, as thousands of filaments nestle tightly together to create a high-integrity seal. Each bristle is independent and flexible, allowing deflection to conform to any irregularities and gap variations and recovery to its original position (Figure 2).
 |
| 2. Clean sweep. XtraSea HT brush seals, with a malleable alloy foil membrane nestled within brush filaments, are said to provide an added 70% to 80% reduction in leakage without sacrificing overall seal flexibility. Courtesy: Sealeze |
Quantifiable Benefits
Addressing air preheater leakage has historically been a low-priority maintenance outage issue for many fossil plant engineers. Plants often experience leakage rates in excess of 15% to 20%, and extreme leakage rates up to 40% have been measured. These leakage levels are often tolerated because they are typically underestimated. As a result, plants can experience capacity losses, increased heat rates, higher parasitic losses associated with fan horsepower, and higher pressure losses for downstream air quality control systems. A plant that has experienced “running out of fan” can often trace the problem to excessive air preheater leakage and its costly side effects.
As an example, a 500-MW plant firing coal and operating at an 85% annual capacity factor consumes 6,000 tons of coal per day, assuming an average heat rate of 10,000 Btu/kWh and an average coal heating value of 10,000 Btu/lb. If increases in boiler efficiency due to improved air preheater sealing reduce fuel consumption by 2%, the annual savings in fuel cost is nearly $3 million, assuming a delivered coal cost of $80/ton.
Air preheater leakage can also account for significant increases in parasitic power use by the boiler fans, and these lost power sales opportunities translate into lost revenue. If our example 500-MW plant has 15,000 hp installed fan power and 25% is lost through air preheater leakage, the plant has lost 2.8 MW of capacity that could have been sold. If the plant is operating at an 85% capacity factor running 6 hours/day peak and 18 hours/day off-peak with power sales prices of $30/MWh off-peak and $150/MWh on-peak, the plant will lose $1.25 million per year. In essence, the plant is not only paying more for the coal it burns but is also experiencing a reduction in plant revenue—a double whammy to the plant’s bottom line.
A substantial benefit of reducing air leakage on a sustained basis is lower flue gas velocities and resultant pressure losses in downstream pollution control systems and a corresponding reduction in fan load. For plants with electrostatic precipitators, increased velocities attributable to air preheater leakage may result in higher dust emissions at the stack. For plants with fabric filters, the higher air-to-cloth ratios due to air preheater leakage can affect the frequency of bag cleaning and possibly shorten bag life.
Four Years and Running
The 119-MW Hardin Generating Station (HGS), owned by Bicent Power, is located in Hardin, Mont. and is operated and maintained by Colorado Energy Management Inc. (Figure 3). In June 2007, the HGS engineering team and Sealeze (a Richmond, Va.–based unit of Jason Inc.) collaborated to design, manufacture, and install radial and axial stainless steel brush seals on both the hot and cold ends of the plant’s Unit A Ljungström air preheater (Figure 4).
 |
| 3. Something old, something new. Construction of the Hardin Generating Station began in December 2003, and commercial operation was achieved in March 2006. Colorado Energy Management’s EPC Division provided construction management for a group of local and national contractors. Hardin Station is unique in that it comprises mostly used equipment, including a 1968-vintage boiler and structural steel from the original boiler building that were relocated from South Africa and completely refurbished. The used steam turbine/generator was relocated from Korea and refurbished. Operation and maintenance services are provided by Colorado Energy Management. The Hardin Station has the distinction of being the cleanest-burning coal plant in Montana and was the first pulverized coal plant to be built in that state in more than 20 years. Courtesy: Colorado Energy Management |
 |
| 4. Sealing locations. Ljungström rotor showing radial brush seals installed. Courtesy: Sealeze |
Inspection of the brush seals in 2008 showed them to be in very good condition. Some splaying of the brush was evident on the cold end due to sootblower blasts of 400F steam. To prevent direct sootblower impingement, the brush seals mounted in the path of sootblower blasts have been redesigned to incorporate an angled orientation and an integral protective shield, as shown in Figure 5.
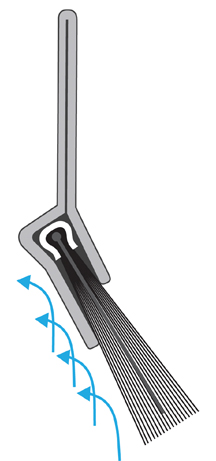 |
| 5. Complementary angles. A new angle-mount design improves bend recovery and seal contact while deflecting the direct impact of sootblower blasts. Additional shielding is provided by elongated holder flanges. Courtesy: Sealeze |
Now, with close to four years in service, the brush seals continue to outperform the original strip seals, and expectations are that the brush seals will remain in service through 2011 or 2012. Colorado Energy Management Plant Engineer Kevin Calloway states, “The brush seals have reduced air leakage considerably, and as a result, we have reduced operational costs through fuel savings.” The brush seals are expected to continue performing through a predicted design life of at least four outage cycles.
In 2011, the plant is planning to install axial and radial brush seals on all rotor modules in its Unit B preheater. The plant’s target leakage goal is 6% to 8% and, to achieve this, the plant is now also considering a complete set of circumferential brush seals.
—Contributed by Patrick T. Fitzgerald ([email protected]) business development manager, Power Generation at Sealeze.