![]()
MD&A was commissioned by a major U.S. utility to conduct a time-sensitive replacement for a non-native steam turbine bucket. The unit had previously received an OEM-supplied bucket upgrade, which created challenges for the customer. Since this was a modified unit, standard documentation was not sufficient. MD&A was able to leverage our deep experience within the industry to help the utility understand the configuration, and perform necessary inspection, bucket replacement (IP stage 10), and additional diaphragm and rotor repairs.
Since standard documentation was lacking and this was an atypical configuration, the bucket replacement process began by developing a new assembly procedure specific to this unique configuration. MD&A’s team worked closely with the customer to acknowledge and overcome this challenge with open communication being at the forefront.
HP/IP Rotor Inspection
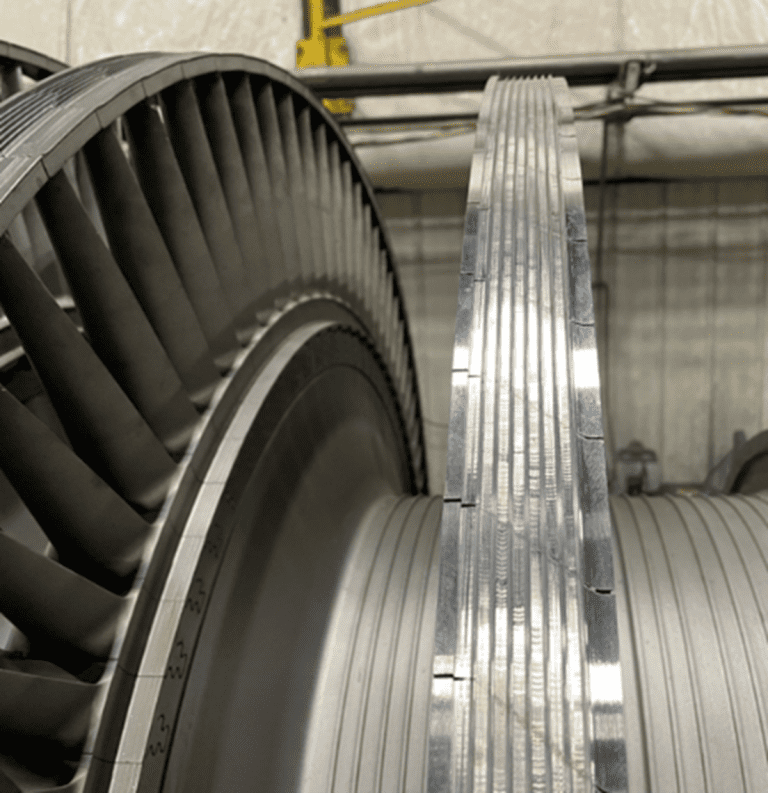
The process began with blast cleaning and inspection of the rotor by MD&A’s experts. Visual, dimensional, and magnetic particle inspections (periphery and axial headshot) were performed prior to assessing any required repairs.
Several issues were found during the inspection. It was noted that airfoil HVOF (High-Velocity Oxygen Fuel) coating had visible lines, which were later determined to be acceptable. Incoming rotor runout measurements were collected. No major findings were discovered on the control shaft or packing lands. It was noted that the T1 journal had scratch marks, taper and diameter were assessed, and found to be within acceptable tolerances. The T2 journal, however, demonstrated deep grooves, a .004” taper, and a diameter deviation. As such, MD&A suggested that the journal be skim cut.

Prior to blast cleaning, stage 10 buckets were removed: both foreign object damage and solid particle erosion. Inspection revealed that there was foreign object damage (FOD) at every stage. On stage 1, damage was noted on the covers, roots, and tenons, while other stages had FOD primarily on the leading edges and some on the covers. Several stages had HVOF coating to the airfoils, while debris remained after blast cleaning beneath stage 11 and 12 covers. Raised material was noted on stage 14.
HP/IP Bucket Replacement
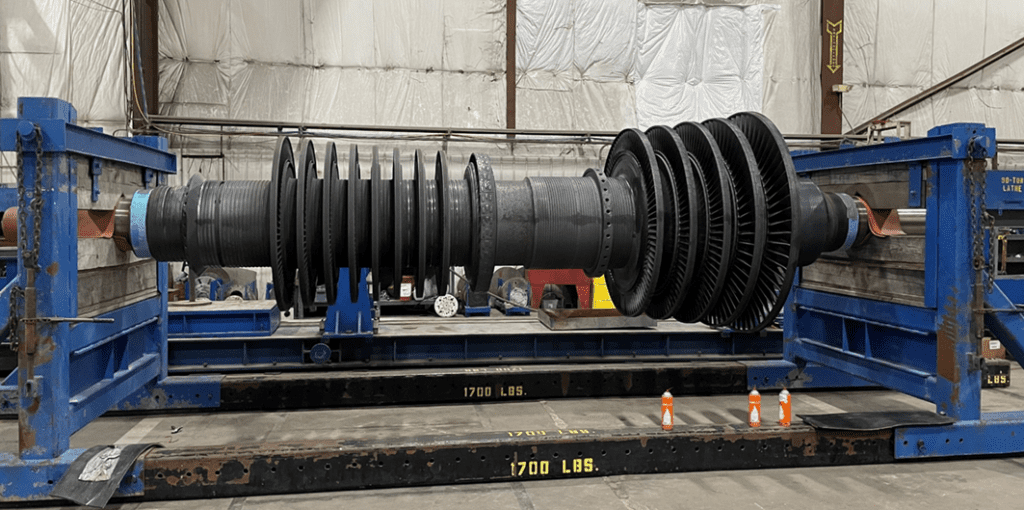
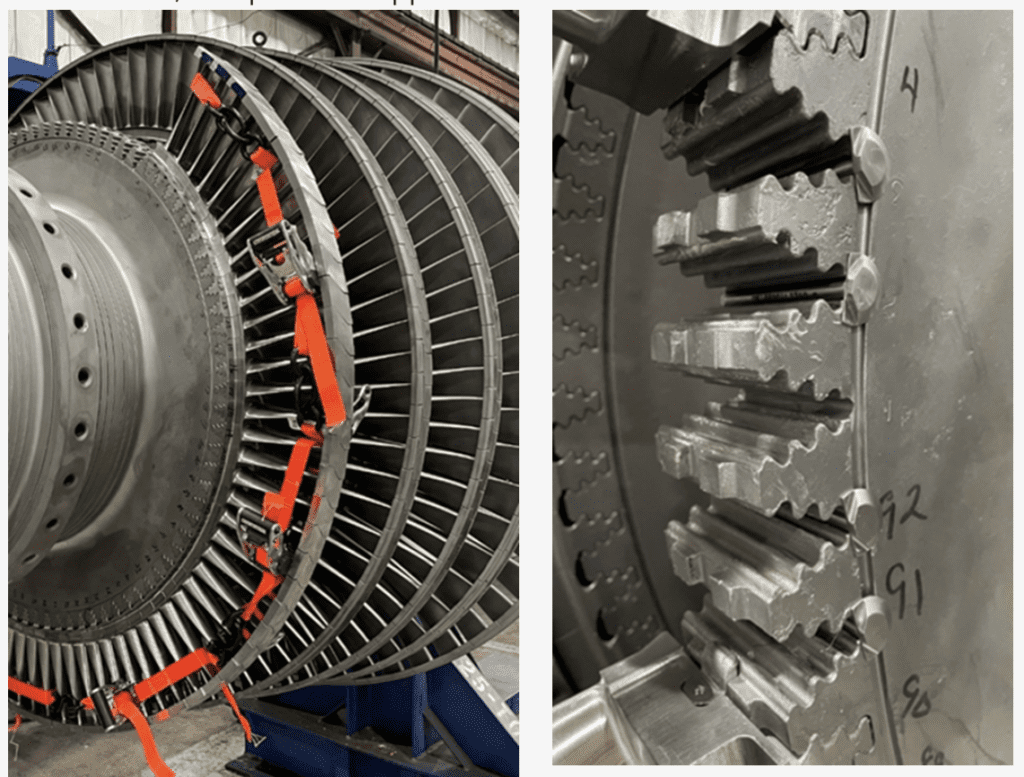
Bucket replacement was conducted at MD&A’s Turbine-Generator Repair Facility in St. Louis, MO. MD&A’s technicians replaced 90 standard buckets supplied by the customer, in addition to one auxiliary bucket, and a two-piece lock bucket.
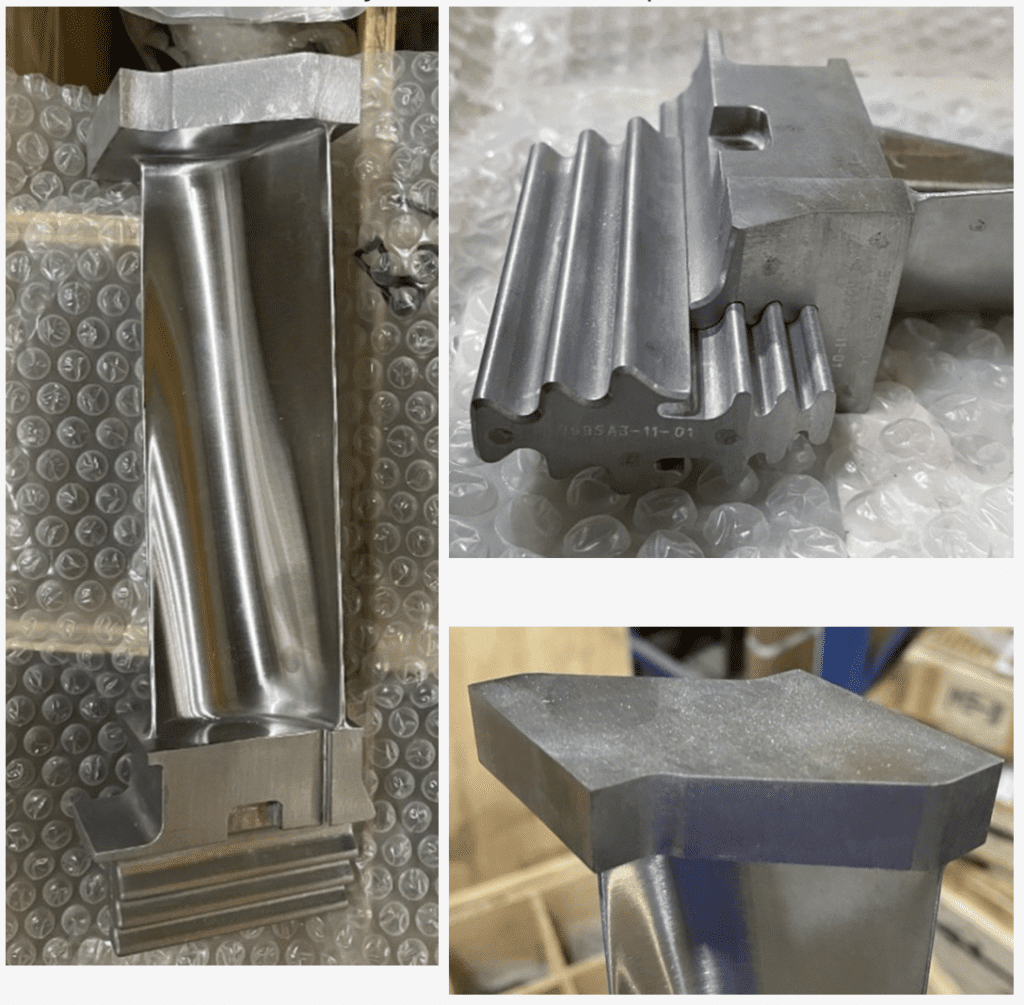
Five D-keys were supplied along with 2 special keys for the last bucket. These keys fit between the bucket root and the rotor groove and serve to fix the buckets axially. The removed D-keys had mechanical damage and needed to be replaced, however none were in stock. As this was a time sensitive job, MD&A’s machinists fabricated 82 standard D-keys in the shop. Reverse engineering measurements were then taken in preparation for the overhaul. New buckets were scanned to record geometry, and hand measurements were taken.
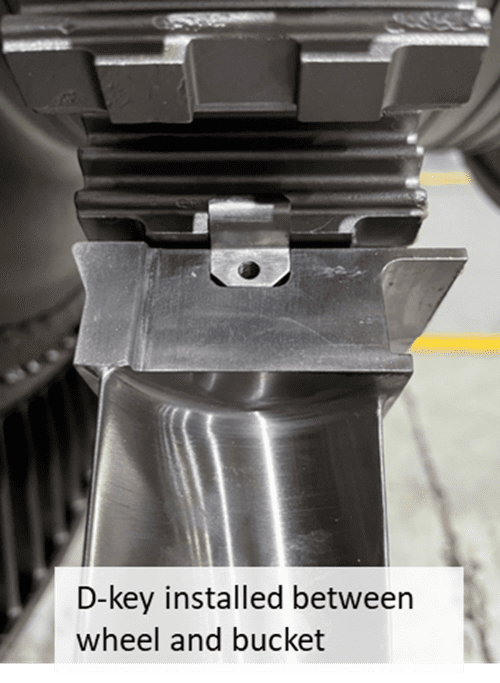
The process involved fitting new buckets with an interference fit, necessitating the tightening of bucket groups by MD&A’s technicians using heavy-duty straps. Rubber protection was employed to safeguard trailing edges during this process. The last 5 buckets were secured axially with twist-locks. The twist locks were secured by bending over the tabs. The 2-piece lock bucket also had a special key installed to fix the airfoil axially.
Shims were inserted post-bucket installation, before cover machining. Following machining, shims were removed. A low-speed balance was then performed with the control shaft installed. After completing these repairs, the rotor was cleaned, coated with lubricant, and plastic wrapped.
Minor Bucket Repairs
In addition to the major bucket repair for stage 10, several other repair and maintenance tasks were executed in response to the inspection findings and recommendation detailed earlier. Raised and loose material was removed off the covers, root, and tenons on stage 1. For stage 2 and 11, loose material was removed from the airfoils. For stage 3-9,12, and 13, foreign object damage was removed from the leading edges. Debris was removed from underneath the covers for stages 11 and 12, while raised material was removed off the rubbed root axial seal on stage 14. The T2 journal was skim cut.
The overspeed trip device was inspected and tested at our Bearings Seals and Hydraulics facility in Euclid, OH, leading our technicians to install new lock plates with the control shaft and overspeed trip device. The final runout was recorded and noted as within tolerance.
HP/IP Diaphragm Inspection and Repairs
MD&A experts performed minor repairs to the diaphragms and removed broken hardware.
This included corner weld repairs, bench backing of trailing edges, loose material removal, and straightening of trailing edges with foreign object damage (FOD). Localized weld repairs were also performed by MD&A’s technicians for damaged HJ bolt spot faces, NDE indications, and stage 3 HJ steam cut. Broken hardware, such as HJ bolts, packing screws, and spill strip retaining screws, were removed, and replaced as needed. Raised material was removed off steam seal faces and keyways, and the rubbed root radial seals were sharpened. Weld was also added to select crush pins and centering keyways. Ledge keys were destructively removed and replaced with MD&A’s stock components.
In Conclusion
What began as a stressful situation for our customer ended up being a success story for all involved. Our ability to overcome obstacles and be innovative demonstrated MD&A’s breadth and agility within the repair space. Our nine bucket technicians leveraged roughly 300 years’ worth of experience to successfully plan and execute this job. The team excelled at assessing the non-standard configuration, inspecting it, repairing, and maintaining the unit, and developed and provided detailed maintenance procedure documentation for future reference.
This case also serves as an excellent reminder for customers to form beneficial partnerships with their service providers. This teamwork approach, combined with open communication on both sides, leads to quick and thorough resolution of the customer’s challenges. As testament to the customer’s satisfaction, they called MD&A back to perform bucket replacement on a second unit (after the first unit)!
For all service and repair questions, and to discuss creative resourceful solutions, call MD&A today at +1 (518) 399-3616 or use our contact form.