Long-time POWER readers may remember Marmaduke Surfaceblow, a fictional character whose engineering escapades were brilliantly portrayed in hundreds of stories published within POWER magazine’s pages over more than 30 years beginning in 1948. Today, the fictional series continues through Marmy’s granddaughter, Marnie, who is an engineering wiz in her own right.
____
Not everyone has to be an expert. Having a goal to do the right thing, listening to your team, and seeking experienced help often results in an expert solution.
Wayne Fritz, the manager of a struggling ammonia production plant in North Dakota, summed up the project goals: “We’re the largest ammonia production plant in the region, with no real competition, but our unreliability is losing us customers—a third of them in the last five years. We want to know if we can reasonably improve our plant reliability enough to stabilize our business. I have some handouts of our market analyses and lifecycle competitive costs.”
A stack of glossy printouts was passed around the conference room table. Marnie Surfaceblow, vice president of Surfaceblow & Associates International, handed her copy unread to her lead field engineer, Maya Sharma. Somewhat more interested in the company’s stated direction, Maya rapidly flipped through the pages. After reaching the end, she asked, “Excuse me, Mr. Fritz? There are line items of ‘O&M Cost’ and ‘Unavailability Cost,’ but no details. Where might those be found?”
“Ron Sorrel, our maintenance manager, generates reports each month,” replied Wayne. “What specifics are you needing?”

In This Issue
Full issue“Small things, really,” answered Marnie in Maya’s stead. “Exactly what issues limit plant reliability? When did they start? Are they improving, worsening, or staying the same? Those sorts of things.”
Caught flat-footed, Wayne nonetheless gave an honest answer. “My team leads here will need to answer most of your questions. I’m not an engineer, scientist, or mechanic. I’m an economic strategist. Science was always boring to me, but I appreciate and respect it, and those who are experts at it.”
Marnie shook her head with some disbelief. “I understand trying to do your best when you’re in over your head—in most cases—but this facility produces half a million tons per year of a chemical so toxic that just 0.03% in air is deadly. When you’re working with something that dangerous, plant reliability and operations take on a whole new level of importance,” she said. “Issue 1: you’ve been the boss for three years. Prior to your taking charge, this plant averaged 68 unplanned outage days per year. Since you took charge, the annual forced outage rate increased to 88 days. You’ve also filed a Hazardous Substance Release Report every quarter. In the three years prior, not a single report was filed.”
Wayne nodded soberly and started to reply, but was interrupted by Sheila Bell, the site health and safety lead (Figure 1). “With all due respect, Ms. Surfaceblow, you aren’t considering some other factors. In those same three years our lost hours rate from injuries decreased by 78%, and our severe injury rate was 0. And I know you didn’t have access to this data, but many forced outages were issued by Wayne over safety concerns,” she noted.
 |
|
1. Sheila was quick to defend Wayne’s safety record. Source: POWER |
Wayne started to speak again, but was interrupted by Hector Jimenez, the plant lead engineer. “Ladies, you say our maintenance costs are very high. This is correct, because Mr. Fritz increased our maintenance budget each year for better safety training, protective equipment, leak monitoring, and preventive maintenance,” he added.
Wayne nodded and tried again to speak, but another of his staff, operations leader Claude Blackbird, piped up. “What you ladies do not see in your reports is before Mr. Fritz came here, we had more ammonia leaks than now. The former manager never filed the reports,” he recounted.
Wayne nodded his head, opened his mouth, and Sheila snuck back in. “Right, Claude! And Mr. Fritz requires us to report every leak, even ones below the legal threshold, so we can stay on our toes. If you look carefully, most of the leaks never reached the OSHA eight-hour exposure limit of 50 ppm,” she pointed out.
Giving up hope of getting a word in edgewise, Wayne silently looked expectantly at Marnie and Maya. While Maya furiously typed notes on her tablet, Marnie was focusing on buffing a rough spot on a fingernail while wearing a sly smile. Upon noting the silence, Marnie looked up and said, “Oh, we already knew all of that. Maya is a researcher nonpareil and gave me a comprehensive pre-trip report.”
Leaning forward and focusing her peridot-green eyes on Wayne, Marnie continued, “I wanted to confirm Maya’s research by listening to and watching the interaction between you and your staff. And what your team said, and how they said it, means this is a project we want to help you with. Now, that bit about science being boring—you and I will discuss that later,” she said with a smile that could have been humorous or devious. “Since you hired us to come on-site to get a high-level view of your reliability challenges, we’d better go out, and walk and talk, despite it being so cold the trees are chopping themselves into firewood.”
Failing to Understand Failures
After watching a one-hour ammonia safety video and preparing for the frigid conditions, Marnie and Maya joined a coterie of senior plant staff to begin their tour. Trudging through snow toward the start of the ammonia process plant, Wayne commented, “I hope you ladies are warm enough. Even I’m feeling this weather. The nighttime low could get to –40F. Hey, Ms. Sharma, you use the metric system in India right? What’s –40F in Celsius?”
Forcing her teeth to stop chattering, Maya replied, “It is the same temperature, –40C, sir.”
“Huh,” Wayne replied. “Then, why do they call it two different names? Why not just Fahrenheit?”
Marnie was about to say something she believed would be very humorous and clever, when Maya cleared her throat in a way that expressed, “Ma’am, do not take the bait.”
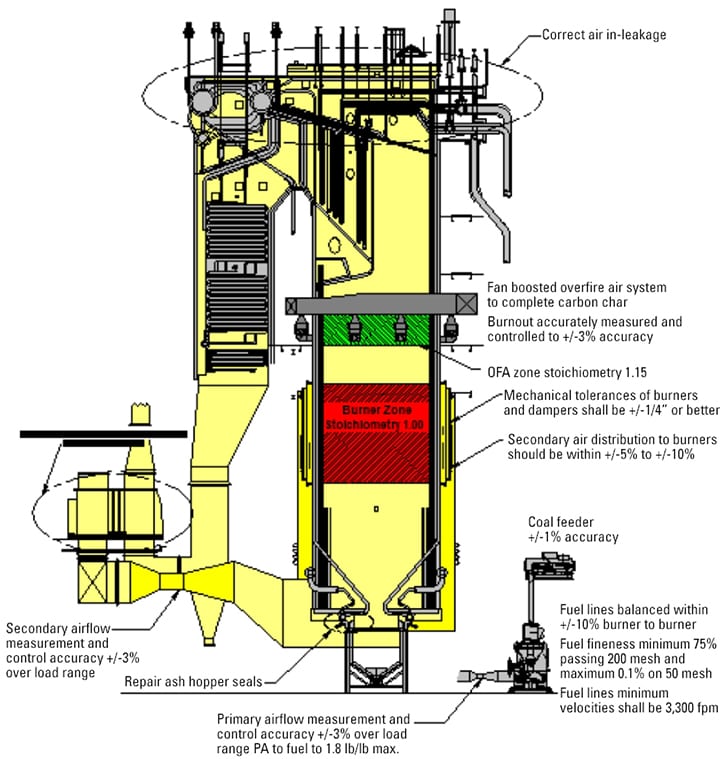
After arriving at the primary reformer, Claude began the situation narrative. “The plant was built in 1979 and uses steam methane reforming feeding a Haber process to make ammonia. A small scrubber just upstream removes sulfur and other contaminant, sending cleaned gas to the primary reformer here. This module mixes steam with the cleaned natural gas, passing them both down catalyst tubes inside a containment shell. Natural gas burners add heat to help the process, firing down in parallel flow to the gas inside the tubing. The burner exhaust gas goes to the primary reformer stack, and gas exiting the catalyst tubes is now called syngas, comprised of about 50% hydrogen by volume, along with water, carbon monoxide (CO), and carbon dioxide (CO 2).”
“Excuse me,” Maya interjected. “The data you sent indicates the primary reformer has been in service thrice its design lifespan. Yet, your reliability was quite good until the last two years, when equipment failures increased markedly.”
Claude nodded. “We see the same trends, but we’re not sure exactly why it’s worse,” he admitted.
Maintenance manager Ron Sorrel chimed in. “When tube failures started increasing, we thought maybe burner flames were impinging on the tubes. We spent weeks tuning the burners, then replaced about half of them that had dodgy performance, but the failure rates stayed high,” he reported.
“Are there any indicators that a failure is imminent?” asked Maya.
“According to our thermocouple probes, hot spots form in concentrated locations on the tubes,” Claude replied. “The reformer is designed for steady-state operation, and even when it was newer, hot zones would sometimes form when something was out of balance, although we didn’t always have a failure as a result. Once we see the hot spot form, a failure will occur at that point. It may be delayed by a couple of days, but it always happens.”
Wayne added, “No one’s been able to explain why these hot spots form near the reformer exit, instead of near the burners at the entrance. Why would they form at the furthest point from the burners?”
Marnie and Maya gave each other “the look” with perfect timing.
More Unsolved Mysteries
“Here’s something maybe you can help fix,” said Ron Sorrel as he began describing the next part of the process. “We have exhaust gas cooling tubes downstream of the primary reformer shell, intended to circulate glycol to recover heat and cool down the stack. Over time, severe leaks formed in the long underground runs for the cooling water lines. We didn’t lose much water. The problem was soil and sand ingress when the water stopped flowing. The soil clogged the heat exchanger piping, and the sand scored the pipes, valves, and water pumps.”
“We tried to replace them,” Wayne added. “But there’s a lot of underground utilities here, and very few of them are marked. These water lines aren’t very deep, maybe 18 to 24 inches, but the plastic they used not only doesn’t show up with conventional locater tools, even ground penetrating radar had trouble seeing them. If we know where they ran, maybe we could fix them and restore the system to full operation.”
“Doesn’t your chimney suffer damage from the elevated exhaust temperatures?” asked Maya.
Ron replied, intending to be humorous, “Our exit dampers melted stuck open, half our stack lining is gone, and the concrete outer stack is spalling off from the heat. So, yes.”
“Could you add a water mist curtain just upstream of the stack to cool it down?” asked Marnie. Ron, Claude, and Wayne looked at each other, then Ron noted, “The only problem I might see is freezing in the winter. But if we can stop the erosion three seasons of the year, that’s pretty good!”
They walked to the secondary reformer, and Claude continued his narrative. “This system is called air-fired, because we take our nitrogen from bleeding in air, as opposed to pure nitrogen. This reacts with some remaining natural gas. After that, the syngas passes through high-temperature and low-temperature water-shift reactors to oxidize CO into CO2,” he said.
Ron took over at this point, adding, “If there are problems with the secondary reformer system, it’s that we think too much CO is passing through the system. This causes two problems. First, the CO isn’t captured by the MEA carbon capture system just after the water shift reactors. Then, after the carbon capture system, we have the Methanator. That uses a catalyst to remove the last of the CO and CO2. The problem is CO catalyzation releases a bit of heat, and if the CO concentration entering the Methanator is too high, the catalyst can undergo a runaway reaction, where the temperatures can get high enough to melt the catalyst.”
“I have concerns,” said Marnie. “Catalyst temperature runaways aren’t rare in the industry, but your plant has experienced them at more than double the maximum expected rate. I agree with you on the CO issue, but your DCS data shows even though the CO is all over the map, the DCS says the CO entering das Methanator (which Marnie pronounced in an awful Schwarzenegger Austrian accent) is under your limit?”
“So, are you thinking maybe the high- or low-temperature catalyst is worn out?” asked Wayne.
“Maybe both?” Ron supposed.
Marnie shrugged, adding, “Or contaminated.”
“Or your CO sensor is suspect,” Maya opined.
Consistently Missing Marks
A condenser was located downstream of the Methanator to remove as much water as possible from the syngas. As-built, it worked very well, but decades of use led to so many major tube failures that nearly a third of the condenser tubes were plugged over.
“We’re missing that condenser capacity, and we’re losing efficiency and reliability by adding dryers to the system,” commented Ron. “I don’t think Wayne wants to pay for re-tubing or a new condenser, so we’re stuck with it for now.”
The last area of concern for the plant staff was the syngas compressors. Compressor rebuilds had increased from once every decade to once every two to three years. The two steam-driven compressors were undergoing service during the current outage, and the compressor area was covered by a giant maintenance tent.
Hector called from the tent door and invited everyone inside. Electric space heaters gave welcome relief from the cold. Both steam-driven compressors were completely disassembled and cleaned, only waiting on inspection for re-assembly.
When asked about the compressors, Hector was happy to tell their story. “We use multi-stage compressors to boost the syngas pressure to 200 bar [2,900 psi]—assuming everything’s working. Typically, we manage 160 to 175 bar, and at 150 bar or lower pressure, we come offline for servicing. We have two small electric compressors for startup, but they’re not rated for continuous use.”
Looking over the compressor parts, Maya noticed something unusual. “Sir, looking at these bearing journals, I see scalloping and burnt lubricant. Did the system lose oil pressure?” she asked.
Hector shrugged. “No, and we use good quality oil. For some reason, it goes bad very early. Once we changed the oil each year, now it’s every three months, and we still have problems,” he said.
Marnie looked around the compressor area, then Maya noted Marnie doing a classic double take upon reading the labels on the lube oil drums. Turning to the group, Marnie announced, “OK! I have ideas to share. Inside, to coffee, warmth, and more coffee!”
Scientific and Practical Solutions
After everyone returned to the meeting room and had replaced a large percentage of their blood with hot coffee, Marnie commenced the great reveal. “You’re fortunate that you increased the maintenance budget and preventive maintenance at the plant, Wayne, otherwise this would be a basket case,” she began. “Let’s start with the primary reformer. Maya, your thoughts?”
“I propose as other plant systems suffered more frequent outages, the primary reformer underwent many more startup cycles. Already much past its operating life, rapid heating cycles led to accelerated failure in parts already suffering from creep stress.” Maya paused, reading Marnie’s expression. “But I see there is something I missed, yes?”
“Yes. Consider the location of the temperature spikes. If the natural gas burners were impinging on the tubes, the failures would occur near the burners. But instead, they form on the opposite side of the reformer, where the syngas has the highest hydrogen content. What if hydrogen embrittlement leads to pinhole tube leaks, where a jet of hydrogen and carbon monoxide ignites and overheat the nearby catalyst tubes?” Marnie suggested.
“Wow,” said Wayne, who in one word captured the reaction of the room. “How do we fix that problem?”
“It’s easy, but expensive. Your best bet at this point is a complete re-tubing, because any bad tubes that remain can damage the new tubes,” she replied.
Stunned silence reigned, and Marnie, fully in character as the engineering detective, said, “Now, Maya will discuss the problems of das Methanator. Maya?”
Crossing her arms and giving Marnie a stern glare, Maya replied, “Yes, ma’am, but not with that outrageous accent. We know the methanator catalyst can suffer runaway overheating if too much CO enters the system. Some posited the water shift systems were defective. I performed a data analysis on the CO probe readings and find with 99% confidence the CO probes produce random results within their span. The water shift systems are, unfortunately, trying to control their operations to those values, leading to poor efficiency. The solution? Replace the CO probes,” submitted Maya.
“Great job, Maya!” congratulated Marnie. “Now, as to the compressors, I think there are a couple of components. First, I think changing the type of oil will do the trick. You’re currently using polyalkylene glycol—PAG—oil, and it’s good for ammonia refrigeration compressors because it mixes with ammonia, and even though it’s hydrophilic, it tolerates some water without compromising lubrication. But with your condenser underperforming and allowing greater water in your syngas, the PAG is drawing more water into the system, leading to loss of lubrication. I recommend switching to an oil that doesn’t mix with water, and installing an oil drying system, fixing your condenser, or both.”
Wayne and his team started peppering Marnie and Maya with questions about the path forward, when Marnie dramatically held a finger to her lips to quiet the room. “Some of you may have thought I forgot about the primary reformer’s exhaust gas cooler, and how to bring it back into service. Well, come outside, and watch some magic!” she encouraged.
About 15 minutes later, Marnie had assembled the group in front of the disabled exhaust gas cooler. A laptop was set up on a tripod, as well as a thermal imaging camera that was also attached to the laptop for screen mirroring.
Marnie addressed the team again, while in the background two plant staff ran water hoses out to the exhaust gas cooler header. “This idea came to me after my aunt passed away last year. As executrix, I had to sell her house, but before I could sell her house, the county required a map showing the septic tank and its main lateral lines. Unfortunately, no such map existed, and I didn’t want to destroy her backyard looking for the lines. I knew the lines weren’t buried very deep, so I waited for a really cold morning, ran hot water continuously down the sinks, and used my thermal imaging camera to see the heat flowing to the septic tank, and then slowly out to the laterals, which was enough information to satisfy the county,” she explained.
Turning to the plant staff, who had finished hooking up the water lines, Marnie gave them a thumbs-up signal. “Luckily, we don’t have to wait for a cold day here. Wayne, I hope you don’t mind my borrowing two of your maintenance crew. They just attached hot water lines to the exhaust cooler header, and in about 10 minutes, we should see some magic,” she said.
The group waited patiently, conversing quietly, until after just five minutes, Marnie squealed with joy as her laptop screen showed yellow, then orange traces of heat slowly moving along the ground, outlining the underground piping. Guided by the camera, the two maintenance crew members began placing stakes in the ground to note the water line locations (Figure 2). Wayne turned to Marnie, and with obvious respect showing, shook her hand.
 |
|
2. A thermal camera provided the insight needed to find shallow underground piping. Source: POWER |
“OK, you win,” he said. “Science isn’t boring.”
“It never is,” replied Maya and Marnie in unison.
—Una Nowling, PE is an adjunct professor of mechanical engineering at the University of Missouri-Kansas City.