We’ve all probably purchased a “lemon”—an item that didn’t work as advertised—but when that lemon is a $2.1 billion power plant, you can’t just return it. For Longview Power’s management team, taking a “belts-and-suspenders” approach to problem-solving allowed them to identify root causes, make changes, and convert their lemon into “lemonade.”
Most people expect a new vehicle, computer, or most other products that they buy to be free of problems for at least the first few years after purchase, but for the owners of the Longview Power Plant that expectation was a far cry from reality. The 700-MW coal-fired station located in Maidsville, West Virginia, had a lot of problems after its construction and commissioning were completed in December 2011.
Of course, it’s rare for a project the size of Longview to go off without a hitch, especially when it involves a large number of first-of-a-kind designs, but in Longview’s case, the issues were more than just hiccups; they were serious problems. During operation, it quickly became apparent that quality control was questionable in some areas. There were also several design errors and a few material problems. The plant’s control logic was flawed and some equipment was facing obsolescence soon after being placed into service. Considering that this was a brand new plant, the owners couldn’t be blamed if they felt more than a little buyer’s remorse.
The idea for a plant was conceived in 2004. In October 2006, First Reserve Corp.—at the time, the largest private equity firm specializing in the energy industry—and GenPower LLC formed a joint venture (JV) to develop, own, and operate the plant. The group closed on partial financing for construction in February 2007 with GenPower Holdings (the JV) committed to providing the balance of funding for the project, which ultimately totaled about $2.1 billion.
A consortium of Siemens Power Generation Inc. and Aker Kvaerner Songer Inc. agreed to construct the plant, utilizing a supercritical boiler supplied by Foster Wheeler North America Corp. A contract for 300 MW of output had been negotiated with PPL EnergyPlus LLC. The remainder of the plant’s capacity was to be sold into the PJM Interconnection day-ahead energy market on a merchant basis.
Boiler Design Modifications Needed
The plant’s boiler was a first-of-a-kind once-through BENSON low mass flux vertical tube advanced supercritical design. The vertical tube arrangement offered a less-tortuous path for the fluid-side water to travel compared to a traditional spiral-wound furnace, so it required less pumping power. In order for the boiler to achieve the higher temperatures and pressures produced in a supercritical unit, the tubes were constructed using some relatively new metal alloys, including T23 in some areas.
“T23 and T24 materials have had some teething pains in the industry, especially around welding and rewelding,” said Stephen Nelson, COO of Longview Power, “so there were some real concerns about the material’s sensitivity.”
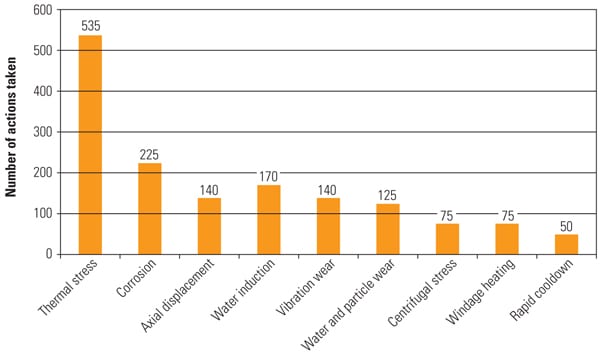
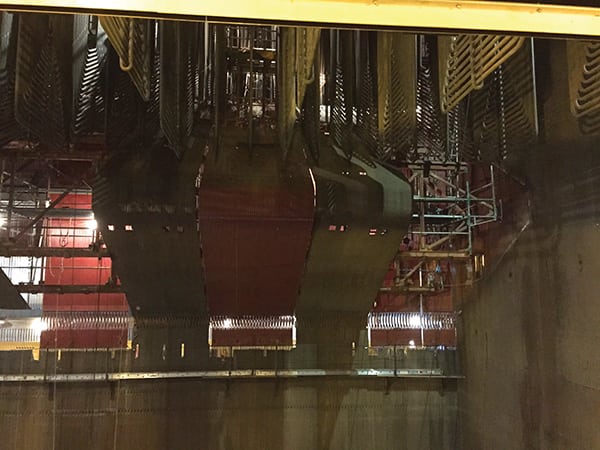
As it turned out, the concerns were warranted. The boiler nose arch (Figure 1), which had a unique design, was found to be the weakest link. The design caused fluid flow to be unstable, which resulted in heat transfer problems, and the T23 material couldn’t handle it. During the first year and a half of operation, there were a large number of tube leaks (Figure 2).
[Updated October 4, 2016: A detailed investigation conducted by Amec Foster Wheeler, and confirmed independently by Babcock & Wilcox, determined that flow instability was not a problem in the Longview boiler nose arch. The furnace evaporator circuits, including the nose arch, were found to perform satisfactorily as designed. The study attributed the problems experienced in the nose arch to be due to the use of T23 tube material and field-weld complications. No failures have occurred in the nose arch circuit since the T23 was replaced.]
 |
|
1. Wholesale replacement. Installing tubes made of T22 with an Inconel overlay solved the material problems in the boiler nose arch, shown here. Courtesy: Longview Power |
 |
|
2. A big job. More than 1,000 tubes were replaced during the rehabilitation project, some of which were in the boiler front wall, shown here. Courtesy: Longview Power |
To resolve the trouble, Longview had to go back to the drawing board. The plant even brought in Babcock and Wilcox at one point to conduct a third-party analysis so it would have an independent review of the issues. Foster Wheeler, to its credit, performed most of the boiler work under warranty.
“We took a ‘belts-and-suspenders’ approach and basically went through the whole boiler,” Nelson said. “We looked at the combustion and fuel preparation systems. We replaced the nose arch. We worked with Foster Wheeler to improve the fluid flow arrangement. And then we improved the material.”
The material they chose for the nose arch was T22 with an Inconel overlay, and the results have been pleasing. But as significant as the material changes were, refining furnace combustion may have been an even more important improvement.
“Combustion really wasn’t controlled in the manner that it was intended to be,” said Nelson. “We had combustion occurring way too high, not only up into the furnace, but also into the superheaters.”
Part of the problem resided in the coal mills—Longview went through all of its pulverizers and made changes—but there were also issues with the mass flow measurement. The plant didn’t have an accurate and reliable mass flow measurement device. Once that was understood, decision-makers chose to do something very unique: They added a combustion air measurement scheme that monitors and controls airflow to each windbox compartment. The plant now has very tight control to each compartment and, thus, to each burner.
“I’ve been in this business and been around power generation for about 35 years—primarily focused on boilers—and the changes we’ve made are really unique. We’ve had a lot of people take a long look at exactly what we did, and they’re pretty impressed,” Nelson said.
Changing Control Systems
Airflow wasn’t the only control scheme that wasn’t working well though; the entire distributed control system (DCS) had problems. There were logic glitches, hardware issues, and software bugs. And to make matters worse, the plant didn’t feel it was getting the support it needed to resolve the troubles. But the plant’s owners demonstrated their commitment to the cause by making another bold decision: They chose to completely replace the DCS.
“It was probably the single most important thing we did,” said Nelson. “It was our biggest risk, but it also caused our greatest reward.”
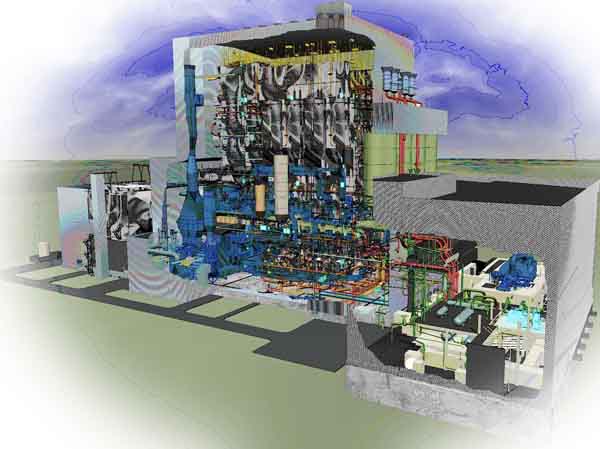
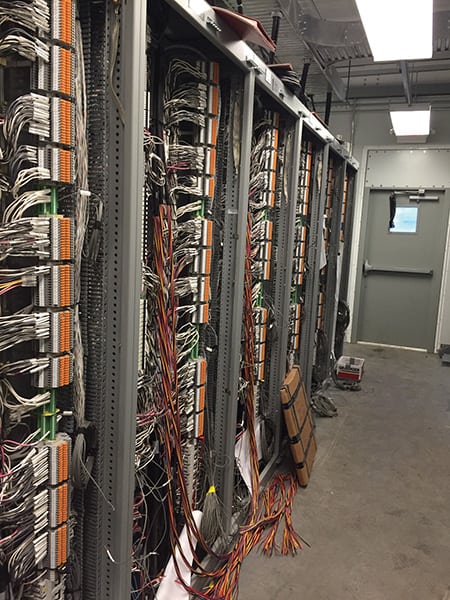
The plant installed an Emerson Ovation system. It was a 12,000-input/output point replacement (Figure 3). Fortunately, most of the field instruments could be left in place, but a very detailed logic review had to be conducted and a lot of logic was ultimately recreated.
 |
|
3. A spaghetti bowl of wires. Replacing a plant’s distributed control system requires incredible attention to detail and countless loop checks. Courtesy: Longview Power |
“Because the DCS is the central nervous system for the whole plant, and there were some pretty serious issues, we needed to start with a fresh slate to assure ourselves that we would end up with a fully viable control system,” Nelson said. “It was a pretty large undertaking, but it was well worth it because the results were significant.”
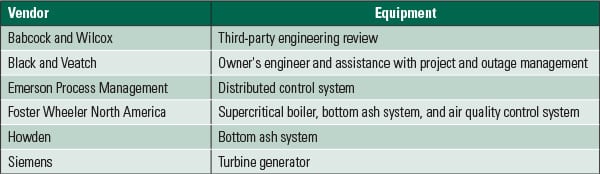
Emerson turned out to be a great partner for Longview on that project. The plant also hired Black and Veatch as its owner’s engineer. Nelson noted that Black and Veatch was not only instrumental in the successful DCS replacement, but it also provided Longview with “deep bench strength” in other project and outage management areas (Table 1).
 |
|
Table 1. Primary vendors involved in the rehabilitation project. Source: Longview Power |
“Teaming with Black and Veatch allowed us to bring in air quality control, boiler, and other system subject matter experts,” Nelson said. “In fact, our key outage manager was a Black and Veatch employee.”
Solving Vibration Issues
Siemens supplied an SST6-6000 steam turbine and an SGen6-3000W generator for the plant. At the time of installation, it was the company’s latest design for that frame size. The machine had an acceptable track record in 50-Hz applications, running at some of the most efficient plants in the world, but Longview’s unit was Siemens’ first 60-Hz machine, and it had a few glitches.
Although the turbine ran flawlessly, the generator did not. The most significant issue was vibration, but there was also a problem with excessive hydrogen leaking through the generator seals. However, Siemens committed to fixing the machine under warranty.
The solution basically amounted to a major overhaul of the generator. The unit was fully disassembled, and Siemens completed shop repairs and modifications. Some field modifications were also required, including to the foundation. The results were excellent. The generator vibration readings are now more typical of a new machine, and hydrogen leakage is well under limits.
“The steam turbine generator is a great Siemens machine that is extremely efficient and reliable,” said Chad Hufnagel, Longview’s reliability and performance manager. “It is a significant contributor to our extremely low heat rate.”
Improving the AQCS
As a plant conceived in the mid-2000s, Longview had advanced pollution controls integrated into its original design. The air quality control system (AQCS) consisted of a pulse jet fabric filter (baghouse) to remove particulate matter, a wet flue gas desulfurization system (scrubber) for SO2 control, and low-NOx burners and a selective catalytic reduction system with ammonia injection to limit NOx emissions. Acid was removed from the flue gas using a hydrated lime injection system, which combined with the wet scrubber and baghouse also controlled mercury.
But the AQCS was not without its flaws either. The catalyst was handled incorrectly, so it got wet, which caused it to degenerate quickly. It had to be fully replaced.
The AQCS was also sized incorrectly. The design was based on the wrong fuel specification, so at the end of the day, everything on the back end was too small.
Longview completed some modeling to determine how things could be improved. Combustion tuning resulted in a reduction in thermal NOx, so at least that was a plus. The control scheme and logic for the ammonia injection system could also be modified, so that too was a step in the right direction.
However, the baghouse and scrubber were simply too small. The baghouse needed to be expanded by about 30% (Figure 4) to accommodate the necessary flue gas flow, while a second dual-flow tray was required in the scrubber. The scrubber’s original design did not include a method for removing fines from the liquor either, so Longview added a decanting basin to handle that task and improved the dewatering system too.
 |
|
4. More bags needed. Longview’s pulse jet fabric filter required expansion because the original design was based on the wrong fuel specification. Courtesy: Longview Power |
“There were a lot of other things—a lot of other equipment—we ended up adding to that scrubber system, but in short, what we did was we ‘hot-rodded’ the scrubber, and we’re getting 99.5% removal out of it now,” said Nelson. “We’re pretty proud of what we got out of that.”
Much like the scrubber and baghouse, the boiler bottom ash system was smaller than required. The original design was also very complicated. When slag fell, it often caused structural damage, or it would plug up the system.
Longview worked with Foster Wheeler and Howden to design and fabricate simpler, more robust equipment. In the end, the plant replaced the entire bottom ash system. Like all of the other changes, the results made it worthwhile.
“It’s just a world of difference down there now. We don’t have the problems we had, and to be honest with you, we don’t have problems that a lot of other bottom ash systems have,” said Nelson.
Adding Autonomy
Although Longview is a coal-fired plant, the unit starts up using natural gas. That fact has also allowed the plant to capitalize on the low price of natural gas. Earlier this year, the plant cofired up to 20% of its heat input using natural gas simply because it was cheaper.
The surprising thing about that is that Longview is a mine-mouth facility. The plant is fully integrated with Mepco LLC, its source of fuel, and is designed to utilize run-of-mine coal, avoiding the added cost and environmental impacts of fuel preparation. Mepco transports coal from its underground mines to Longview using a 4.5-mile-long conveyor that minimizes transportation costs and avoids the environmental and local traffic impacts that trucking or rail delivery would invite. Yet, even with that arrangement, natural gas was the more economic choice this spring.
However, starting up on gas can pose problems in the winter when heating load on the natural gas system is high. Nelson noted that the gas pipeline to the plant is subject to a lot of curtailments. So Longview again took matters into its own hands; the plant installed the world’s largest mobile liquefied natural gas (LNG) system (Figure 5).
 |
|
5. Ready to fire on demand. To ensure natural gas pipeline curtailments wouldn’t prevent the plant from operating, Longview installed the world’s largest mobile liquefied natural gas system. Courtesy: Longview Power |
“We have a set of mobile LNG tanks that come to the plant loaded, and we have vaporizers and infrastructure that allow us to complete two full starts on LNG,” said Nelson. That feature is imperative in light of PJM Interconnection capacity performance requirements.
Efficiency Leader
The $120 million spent on improvements by Longview and its contractors has turned the facility into the most efficient coal-fired power plant in the U.S. According to U.S. Energy Information Administration data, Longview’s net unit heat rate—a common performance metric that represents the energy input required to produce a plant’s electrical output—was 8,999 Btu/kWh during the first three months of 2016.
For comparison, American Electric Power’s John W. Turk Jr. Power Plant (a former POWER Plant of the Year, see “AEP’s John W. Turk, Jr. Power Plant Earns POWER’s Highest Honor” in the August 2013 issue), which has an ultrasupercritical boiler and is assumed by many people to be the most efficient plant in the country because of its design, had a net unit heat rate of 9,234 Btu/kWh during the same period, more than 2.5% higher than Longview’s. The average net unit heat rate for the U.S. coal fleet during the time was 10,525 Btu/kWh, nearly 17% higher than Longview’s.
The data from 2015 were also consistent with these results, so Longview’s recent performance is no flash in the pan. Operating a more efficient plant means costs and emissions are reduced. Nelson said Longview has the lowest dispatch cost of all coal-fired units in the PJM market.
“We’re cheap. We’re down with wind and hydro on our dispatch costs,” he said.
And being a low-cost electricity generator also means the plant’s equivalent availability factor (EAF) has been positively affected. Before Longview went through its rehabilitation, tube leaks and other problems caused the plant’s capacity factor to be in the low 70s—EAF was driving a poor capacity factor. Since all the modifications were completed, Longview’s EAF has been 98.5% and capacity factor is now being driven by the market.
A Model of Excellence
West Virginia is the heart of “coal country,” so Longview has had a lot of public support. Both of the state’s U.S. senators and several other lawmakers, as well as public service commission members, have visited the site. Many left with the impression that the technology utilized at Longview could be the future of coal generation.
“Look at Germany,” Nelson said. “They went through their renewables build-out and decided to close their nukes. For baseload power, they’ve been building coal plants recently, and the coal plants that they’re building are like Longview.”
Although Longview’s early operation may not have been as stellar as hoped for, in the end, things have worked out pretty well. Having the right expertise, committing to continuous improvement, working tirelessly on solutions, and developing effective implementation plans have all helped the Longview team successfully overcome the challenges faced.
“I can’t say enough about how the whole team came together,” said Nelson. “We planned the work and we worked the plan.”
For the team’s effort and the exceptional end result, Longview Power Plant is a worthy recipient of POWER’s 2016 Reinvention Award. ■
—Aaron Larson is a POWER associate editor.