Improving efficiency at existing coal-fired power plants anywhere in the world is a path of no regret: A more efficient power plant uses less coal, has lower emissions, and experiences lower variable costs. Great River Energy’s Coal Creek Station has demonstrated that by recycling low-grade waste heat with DryFining, it can reduce emissions, including CO2, and improve plant performance when burning wet coal.
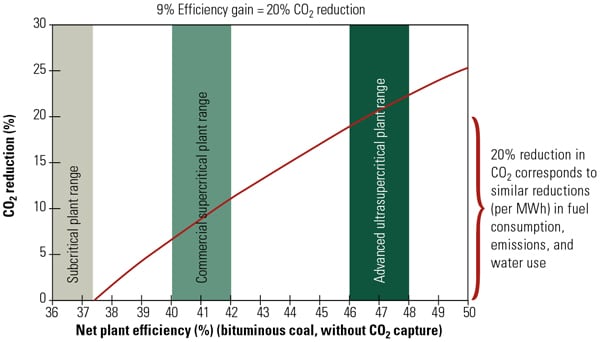
Making efficiency improvements at existing power plants is an effective and economic way of reducing carbon dioxide (CO2) emissions. For a typical pulverized coal–fired plant, a 1% increase in net unit efficiency results in a 2.7% reduction in CO2 emissions, at constant power output. To put this efficiency increase into perspective, the U.S. Environmental Protection Agency in one of its options for meeting statewide power sector greenhouse gas emission reduction goals in the proposed Clean Power Plan, targets an average 6% improvement in net unit heat rate of coal-fired generating units, which is approximately a 2.7% improvement in net unit efficiency for a coal fleet with an average heat rate of 10,000 Btu/kWh. That is a formidable goal for the coal-fired power industry.
Many Heat Rate Improvement Options
The power industry does have options. A compendium of potential heat rate improvement and emission reduction options is summarized in Table 1. However, the degree of possible heat rate improvement largely depends on the type of coal burned. The most desirable heat rate improvement option for power plants burning high-moisture coals is to pursue coal-drying technologies using recovered low-grade heat from flue gas. (For more information concerning power plant heat-recovery technologies, see “Power 101: Flue Gas Heat Recovery in Power Plants,” Parts I, II, and III, in the POWER archives.)
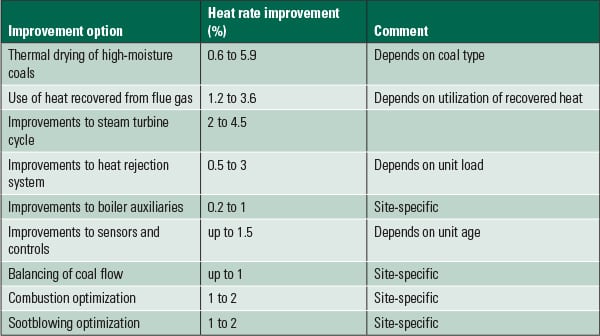 |
| Table 1. Many heat rate improvement options. In general, unit heat rate can be improved by improving boiler combustion efficiency and turbine cycle efficiency, and by reducing auxiliary power use. Note that heat rate improvements are generally not additive and depend on many site-specific factors. Source: Increasing Efficiency and Reducing Emissions of Existing Pulverized Coal-Fired Units, ICCI Project Number 07-1/5.1A-1 |
Low-rank, high-moisture coals constitute about 50% of the U.S. and world coal reserves. Given the abundance of these low-cost coals, the use of high-moisture coal for power generation is common and growing. In the U.S. alone, 279 power facilities burn high-moisture coals, such as lignite and Powder River Basin subbituminous coal. These plants produce nearly a third of the coal-fired electric generation in the U.S., according to the Department of Energy.
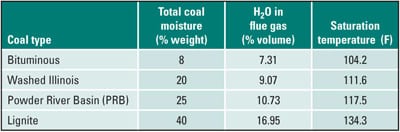
When high-moisture coals are burned in utility boilers, about 7% of the fuel heat input is used to evaporate and superheat fuel moisture that leaves with the flue gas, with most of this loss associated with the latent heat of evaporation. Furthermore, high-moisture, low–heating value coals result in higher fuel and flue gas flow rates, higher auxiliary power use, higher net unit heat rate, and higher mill, coal pipe, and burner maintenance compared to bituminous coals. Conversely, a reduction in coal moisture content by thermal drying improves boiler and unit efficiency, plant operation, and economics—all while reducing CO2 emissions. However, many of the coal-drying thermal processes developed thus far are either mechanically complex or require costly primary energy or steam to remove moisture from the coal. This significantly increases fuel-processing cost, which is the main barrier to industry acceptance.
Coal Creek Selects FBD Technology
A novel low-temperature coal-drying and -cleaning process employing a moving bed fluidized bed dryer (FBD) and using waste heat to decrease moisture content of low-rank coals was recently developed and commercialized by Great River Energy at its Coal Creek Station. The technology is commercially available as the DryFining Fuel Enhancement Process (DryFining).
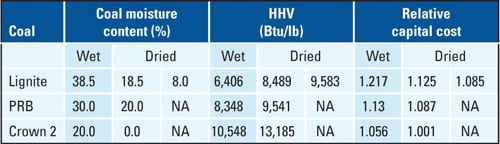
For existing units, depending on site specifics, DryFining is capable of reducing total coal moisture by 10 to 15 percentage points. The maximum improvement shown in Table 2 represents off-site coal drying and the delivery of dry coal to the site. The minimum corresponds to basic DryFining thermal integration options. This analysis is conservative because it does not account for system draft reduction and, thus, fan power reduction.
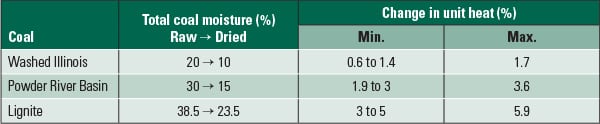 |
| Table 2. Thermal drying of high-moisture coals. Heat rate improvement depends on the initial coal moisture content, with higher initial moisture resulting in higher performance improvement, as well as other site-specific factors. The boiler convection pass limit may also limit the potential unit heat rate improvement for existing units. Source: Great River Energy |
Thermal integration of DryFining is highly site-specific and depends on the available heat sources, space constraints, and general layout of the plant. The benefits of coal drying, such as heat rate improvement, increase as the reduction in coal moisture increases. The achievable reduction in coal moisture content may be limited by thermal performance of the boiler convection pass, the amount of available heat, or by the equilibrium moisture content of coal.
For the existing boiler there is a practical limit on the amount of heat rate reduction possible by removing moisture from the fuel. As coal moisture content is reduced, the heating value of the coal increases, which reduces the amount of dry coal fed to the boiler. This, in turn, produces less flue gas with lower thermal capacity and therefore desuperheating spray flows are reduced. As superheating spray valves close and burners reach maximum tilt, the steam temperature setpoints can no longer be maintained, and steam temperatures begin to decrease. This operating condition, referred to as the convection pass limit, determines the maximum coal moisture reduction possible. The convection pass limit depends on the boiler design, with supercritical boilers capable of handling significantly higher reductions in coal moisture (up to 20 percentage points), compared to the subcritical units, which typically handle coal moisture reductions of about 10 percentage points, without convection pass modifications. New boilers designed with integrated DryFining are not subject to the convection pass limit.
The DryFining Fuel Enhancement Process
Great River Energy’s FBD design accomplishes two important functions: It cleans the coal by removing a significant portion of the sulfur and mercury from the raw coal in the first FBD stage, and dries the coal in the second stage. The cleaning function distinguishes this coal-drying technology and provides a very important cobenefit of emissions reduction.
A moving bed FBD was selected for the DryFining process due to its high heat and mass transfer coefficients, which produce a compact dryer design. Air is employed as a fluidization medium instead of the commonly used steam. Potential devolatization of coal during the drying process is avoided by drying with plant low-grade waste heat (Figure 1).
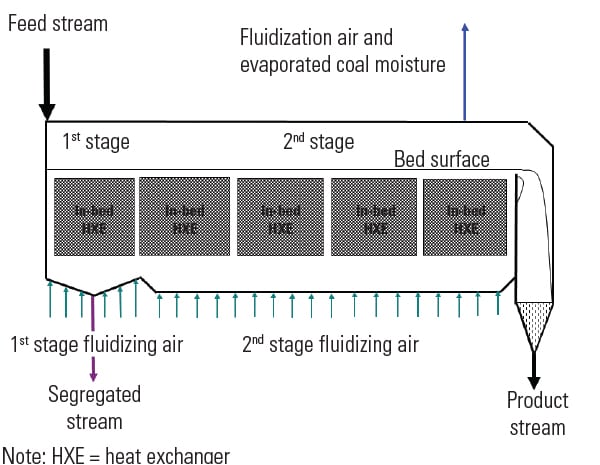 |
| 1. Two-stage coal dryer. This schematic of a moving bed fluidized bed dryer shows how the raw coal is cleaned of sulfur and mercury in the first stage and coal is dried in the second stage. Hot fluidizing air is provided from plant low-grade waste heat. Source: Great River Energy |
Crushed coal is fed to the first stage of the fluidized bed dryer, where non-fluidizable material such as rocks and other higher-density fractions are segregated at the bottom of the dryer, while less-dense and smaller particles tend to float. Therefore, the segregated stream discharged from the dryer has higher mineral matter content (including pyrite) in comparison to the dried coal (product stream). Because most of the inorganically associated sulfur is contained in pyrite forms, in the case of North Dakota (ND) lignite, about 30% of the sulfur and mercury (Hg) from coal are segregated out in the first stage of the FBD.
The fluidizable material next enters the dryer second stage, where the surface and a portion of the inherent coal moisture are evaporated by the heat supplied by the fluidizing air and the in-bed heat exchanger. The in-bed heat exchanger increases the temperature of the fluidizing (drying) air and fluidized coal bed, improving drying kinetics. The drying process affects the microstructure of coal particles that disintegrate during drying. The drier and finer coal is discharged from the FBD as the product stream. The bed residence time and temperature are the main parameters affecting the residual moisture content.
Four Years of Operating Experience
Three series of controlled tests were conducted on Coal Creek Unit 1 at full load (600 MW, gross), steady state conditions before and after the implementation of DryFining to quantify the improvement in unit performance and emissions. The coal-drying and -cleaning system is sized for 1,100 tons/hr of raw ND lignite with moisture content in the range of 38% to 40%. DryFining has been in continuous commercial operation at Coal Creek Station since December 2009.
The tests with the wet (raw) coal were performed in September 2009 to establish baseline unit performance and emissions. Tests with DryFining in service were performed in March–April 2010 and October 2011. Those test results are summarized below. The complete test report may be found at “Lignite Fuel Enhancement Final Technical Report,” DOE Award Number: DE-FC26-04NT41763, released June 2010.
Operating Conditions. Air preheater (APH) air leakage decreased due to the lower drafts with dried coal. Also, with dried coal the temperature of flue gas at the APH exit decreased, resulting in lower volumetric flow of flue gas entering the flue gas desulfurization (FGD) system, thus allowing a larger proportion of the flue gas to be scrubbed (Coal Creek employs a FGD gas bypass to maintain dry stack conditions).
As a consequence of the lower FGD bypass flow, the stack temperature decreased but remained well above saturation temperature. Also, with lower flue gas temperature, flue gas velocity through the electrostatic precipitator (ESP) decreased, resulting in improved particulate collection efficiency and lower opacity. The test operating conditions are summarized in Table 3.
 |
| Table 3. Unit 1 operating conditions during September 2009 and October 2011 tests. Source: Great River Energy |
Unit Performance. The effect of DryFining on net unit heat rate and boiler efficiency, fuel and stack flow, and mill and induced draft (ID) fan power is summarized in Table 4. During the October 2011 tests, the coal moisture content was reduced by 5 percentage points or 13%, resulting in ~11% increase in coal heating value. Further reduction of fuel moisture at Coal Creek was limited by steam temperatures, which began to decrease due to the lower flow rate of flue gas through the convective pass of the boiler. Additional boiler heat transfer surface is planned to allow deeper coal drying in the future.
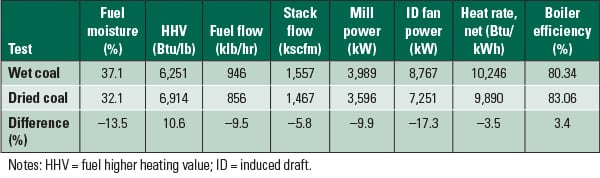 |
| Table 4. The effect of DryFining on the performance of Coal Creek Unit 1. Source: Great River Energy |
The decrease in coal flow rate resulted from the increased higher heating value of the coal. The reduced-moisture coal also had improved grindability, so mill power decreased by almost 10%. This allowed the unit to be operated with six mills in service, instead of the customary seven or eight. Freeing up one of the mills to be used as a spare improves plant availability, as mills can be rotated in and out of service for routine maintenance or repair without reducing fuel-processing capacity.
The volumetric flow rate of flue gas downstream of the APH decreased with the lower coal flow rate and flue gas temperature, resulting in lower draft losses and lower ID fan horsepower.
With drier coal, the net unit heat rate, determined by the Boiler-Turbine Cycle Efficiency method, decreased by 3.5%. Boiler efficiency, as determined by ASME PTC 4, increased by 3.4%. The improvement in net unit heat rate is higher than the improvement in boiler efficiency because, with drier coal, the station auxiliary power used is lower, compared to the wet coal.
CO2 Emissions. The reduction in CO2 emissions using the performance test data from Table 4 was 3.56%, which compares favorably with the expected reductions shown in Table 2. Adding additional heat transfer surface to the boiler will allow further reduction of the coal moisture content, with a projected 4.5% heat rate improvement and a more than 4.6% reduction of CO2 emissions. The implementation of DryFining at Coal Creek reduced the CO2 emission intensity by 3.0%.
NOx Emissions. DryFining has a significant positive effect on NOx, SO2, and total mercury (HgT) emissions (Table 5). A reduction in NOx emissions is attributed to the lower coal input and lower primary air (PA) to secondary air (SA) flow ratio, compared to the wet coal operation. The lower PA flow results in lower NOx formation at the burners, while the higher SA flow allows for deeper furnace staging, with more overfire air available. The resulting 30% NOx reduction allowed Coal Creek to meet its new NOx emission limits by boiler tuning, avoiding a costly installation of a selective noncatalytic reduction system.
 |
| Table 5. Effect of DryFining on emissions at Coal Creek Unit 1. Note that DryFining of Unit 1 reduced the unit’s CO2 emission intensity by 3.0%. Source: Great River Energy |
SO2 Emissions. SO2 emissions reduction may be divided into three parts. First, the low flow rate of dry coal to the boiler results in a reduction in the amount of sulfur entering the boiler. Second, a significant portion of the inorganically bound sulfur (approximately 30%) is segregated out from the FBD. Sulfur segregation, measured during the dryer acceptance tests, was 33.2%. Finally, the lower volumetric flow of flue gas allows a larger proportion of flue gas to be scrubbed, further reducing SO2 emissions (Figure 2).
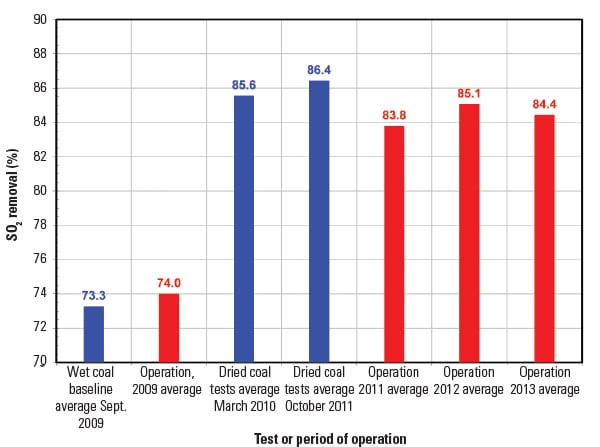 |
| 2. Significant SO2 reduction. SO2 removal in the FGD before and after implementation of DryFining is shown. The resulting reduction in SO2 emissions allowed the Coal Creek Station to meet the new SO2 emissions standards without installing an additional scrubber module. The blue bars represent performance test results. Red bars represent average annual data. Source: Great River Energy |
Mercury Emissions. Flue gas mercury concentration and speciation was measured using wet impinger-based semi-continuous emissions monitors at the APH inlet, FGD inlet and outlet, FGD bypass, and stack. The sorbent trap measurements were conducted for quality control. The plant continuous emissions monitoring system was used for continuous measurement of HgT in the stack.
The 35% to 40% reduction in HgT emissions produced by DryFining is due to the lower flow rate of dried coal into the plant, removal of approximately 30% of the pyrite-bound mercury from the coal in the FBD by gravitational segregation, change in mercury speciation, and increased flow rate of flue gas through the FGD, where oxidized mercury (Hg2+) is removed. The reduction in HgT emissions has allowed Coal Creek Station to meet new emission limits with FGD additives to reduce Hg2+ re-emission, thereby avoiding injection of powdered activated carbon.
Overall, by implementing DryFining at Coal Creek, Great River Energy avoided $366 million in capital expenditures, which would otherwise be needed to comply with emission regulations.
Long-Term Operating Experience
DryFining has been in continuous commercial operation at Coal Creek Station for over four years, achieving availability higher than 95%, and not causing a single unit outage. The station net generation has also increased since implementing DryFining.
Performance and Emissions. The performance of both Coal Creek units continues to improve since commercial operation of DryFining began in December 2009. Figure 3 offers a comparison of monthly average net unit heat rate values, determined by the input/output method. The average annual improvement in net unit heat rate for Unit 1 is 3.4%—virtually the same as measured during the baseline tests. The heat rate improvement for Unit 2 of 5.8% is higher because it also includes the effect of a steam turbine upgrade. Since 2009, station auxiliary power use by each unit has decreased 5 MW.
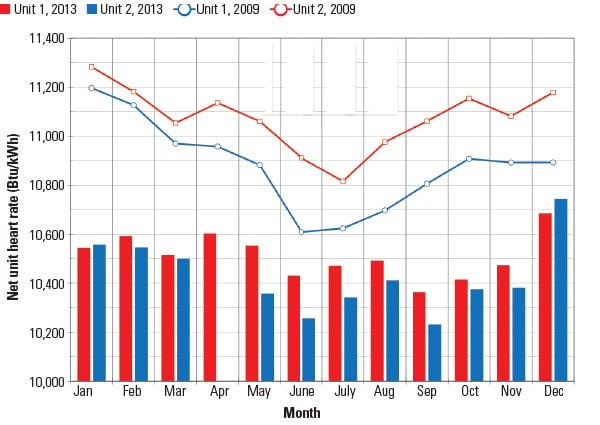 |
| 3. Heat rate in review. Monthly average net unit heat rates for refined (2013, after three years of operation) and wet (2009, prior to implementation of DryFining) coal are shown. Source: Great River Energy |
Annual average NOx and SOx emissions for Units 1 and 2 at Coal Creek are presented in Figure 4 for the 2005 to 2013 time period. Following implementation of DryFining, SOx emissions were reduced by 44% to 46%, while NOx emissions were reduced by 24% to 25%, compared to the 2005–2009 average. The long-term reduction in NOx was smaller compared to the test results presented in Table 5 because changes in unit load and combustion settings, experienced in regular operation, increase NOx.
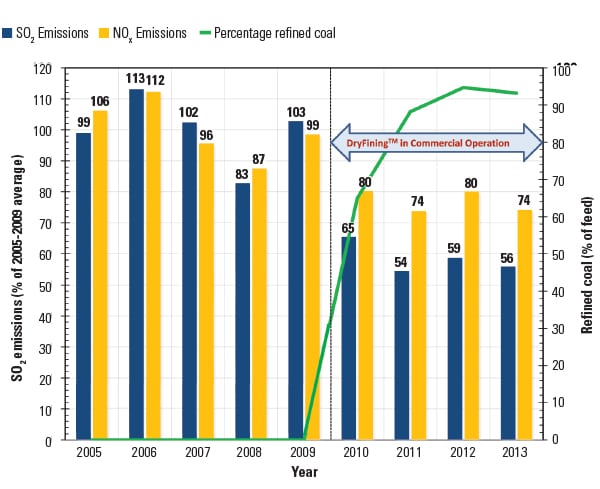 |
| 4. Before and after DryFining. The SO2 average annual emissions reduction between 2009 and 2013 was 45.6%. The NOx average annual emissions reduction from 2009 to 2013 was 24.7%. Source: Great River Energy |
Effects of Coal Drying on Plant Operation
Using DryFining has affected the performance of components in the gas path, from the boiler to the stack.
Boiler. The lower flow rate of refined coal and its lower moisture content have reduced the convective path flue gas flow, heat capacity of the flue gas, and convection heat transfer coefficient. To maintain the reheat steam temperature setpoints, the combustion control system has increased main burner tilts and closed attemperator valves. Total sootblowing steam flow has remained constant, although the usage split changed. The frequency of cleaning furnace waterwalls decreased while cleaning frequency for the convective path increased to improve steam temperatures and lower burner tilts.
Air Preheater. Prior to DryFining, the APHs experienced high differential pressure across the primary air and flue gas sectors. This was a result of high flows and fouling of the heat transfer passages in the APH cold end. The high moisture content of the flue gas along with seasonal variations in the air inlet temperatures were major culprits of fouling and corrosion of the APH cold end heat transfer surfaces, which were replaced every three years. The high pressure drop also produced excessive air to gas-side leakage. DryFining virtually eliminated those problems, as well as significantly reducing primary airflow and therefore ID fan power (Table 6).
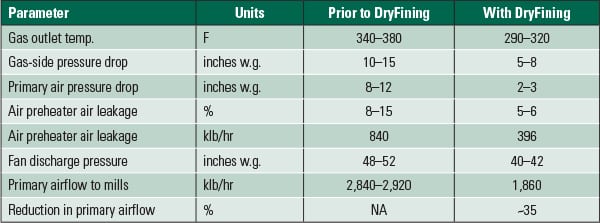 |
| Table 6. Air preheater and primary air operating parameters before and after DryFining. Source: Great River Energy |
Mills and Coal Pipes. Prior to DryFining, seven mills were normally run (eight were required for full load in cold weather). Feeder trips, caused by large pieces of coal, rocks, and tramp iron stalling the feeder were frequent occurrences, resulting in load derate and numerous feeder belt replacements. High PA flows, required to maintain mill exit temperatures, resulted in high velocities in the coal pipes and increased erosion. Also, due to the high PA flow, the mill classifiers were set too low to increase internal mill circulation and maintain coal fineness resulting in increased mill power requirements.
DryFining has allowed each unit at Coal Creek to operate at full load with six mills and reduced PA flow. With lower PA flow there was an increase in the mill capacity and a reduction in mill power and mill maintenance. Mill feeder trips have been eliminated, and plant availability has improved (Table 7).
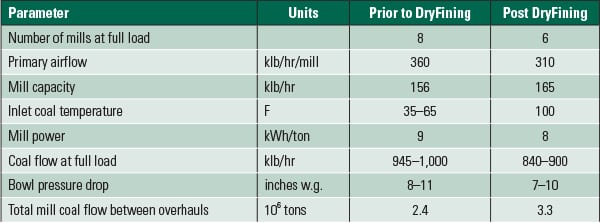 |
| Table 7. Mill operating parameters before and after DryFining. Source: Great River Energy |
ID Fans. Because a fan is a volumetric device, the increase in suction pressure, decrease in inlet temperature, and increase in gas density result in lower fan power requirements. After implementation of DryFining, ID fan power decreased 2 MW to 4 MW per unit due to lower flue gas flow rate, higher flue gas density, and reduced APH fouling.
FGD. Each unit at Coal Creek is equipped with a four-module wet scrubber capable of scrubbing 75% of the flue gas. Lower flue gas flow rate and temperature from DryFining has increased scrubbed flow to 85% to 100% of the total flue gas flow, eliminating the need to install a fifth module.
Electrostatic Precipitator. The existing cold-side ESP is performing well despite the reduction in the sulfur content of the coal treated by DryFining. The reduction in flue gas temperature has decreased the resistivity of the fly ash, thereby improving ESP performance. Also, reduced volume of the flue gas decreased its velocity and increased residence time. Both effects helped to improve the ESP collection efficiency over the past four years. ■
—Nenad Sarunac (nsarunac@uncc.edu) is EPIC Associate Professor of Mechanical Engineering and Engineering Science at the University of North Carolina at Charlotte. Mark Ness (mness@GREnergy.com) is principle engineer and Charles Bullinger (cbullinger@GREnergy.com) is principle engineer with Great River Energy.