It has been a decade since an R0 compressor blade was liberated on one of the eight Frame 9FA combustion turbines at CLP Power Hong Kong’s Black Point Power Station. This catastrophic failure eventually led to GE’s recommendation that operators severely limit or cease using online water wash (OLWW), inlet fogging, wet compression, and evaporative coolers on F-Class turbines.
Now fogging is making a comeback on the GE 7FA. With greater understanding of the underlying issues, and new blade designs from GE and other aftermarket suppliers that are less prone to erosion, 7FA operators are once again starting up their foggers as a means of achieving a low-cost performance boost.
“Fogging is one of the least expensive ways to get extra power out of your machine,” says Jim Sellers, director of operations for the West Region at Entegra Power Group LLC, which recently restarted fogging on two 7FAs at its Gila River Plant after a several-year break (Figure 1). “Fogging helps the turbine to maintain a good heat rate and does not have the permanent pressure loss that an evaporative cooler causes.”
 |
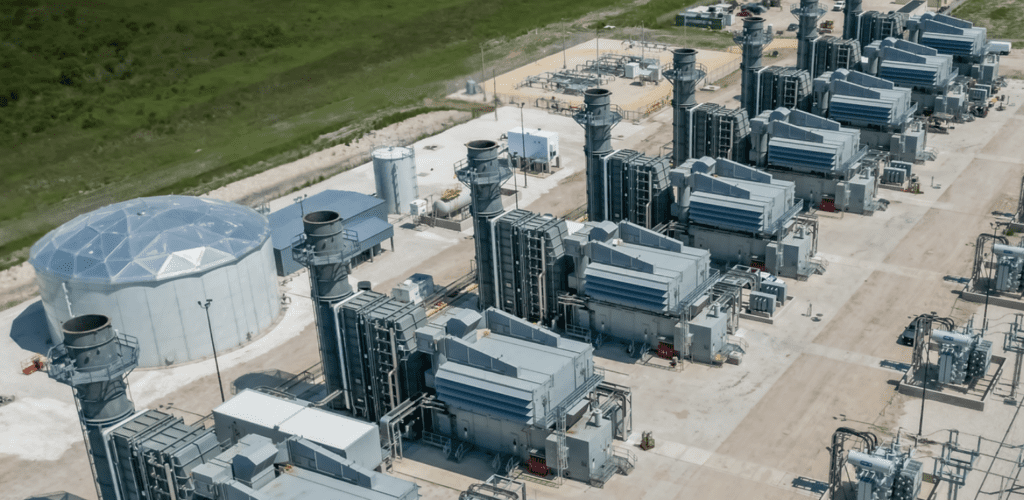
| 1. Fogging for power. Fogging nozzles, such as the one shown in the inset, are mounted in the air inlet into the combustion turbine. The evaporative effect of the fog is to reduce the air inlet temperature. Courtesy: Mee Industries |
Shutting Off the Water
Although the earliest instances of using water to cool turbines date back to pointing a hose at the inlet, fogging took off in the 1990s with the use of high-pressure fogging systems. With turbine manufacturers even starting to offer it as an option on new units, it was widely accepted as a safe and cost-effective way to get more power for less fuel, especially on hot summer days when electricity prices were highest and fogging produced its greatest benefits.
Then came the Hong Kong incident and GE’s repeated efforts to identify the cause and a permanent solution. GE inspected all the 9FAs and determined that CLP’s daily use of OLWW had led to R0 blade erosion and subsequent failure. In the summer of 2001, GE issued the first of a series of Technical Information Letters (TIL) covering the topic. TIL 1303, Compressor Rotor R-0 Blade Erosion, described what GE found in Hong Kong and recommended that blades be inspected after 100 hours of OLWW. Next came TIL 1323 in which GE advocated using only the outer OLWW manifold and lowering the water pressure to 40 psig because “The erosion appears to be caused by water stratification on the bell mouth struts wall, which then impacts the root of the R0 blade.”
Later, GE extended the restriction to include use of fogging and evaporative coolers, but following additional study, field experience, and an R0 blade redesign, GE eased its fogging restrictions, although clearance for operation of “third-party” fogging systems was so limited that most operators continued not to use them. Not everyone was convinced. “Blade erosion is not a problem for properly designed fogging systems,” says John Kraft, president of Caldwell Energy. “It has gotten blown out of proportion by the 7FA issues, but I have never had any problem on a 7FA.” Bottom line: With the introduction of R0 blade designs that are less prone to cracking that can be caused by erosion, operation of OLWW and fogging was no longer restricted.
Other turbine manufacturers were still allowing OLWW and fogging on their units without problem, so further research was done on how to improve the lifespan of the GE R0 blades. The U.S. Department of Energy funded work by MDS Coating Technologies Corp. into use of nanotech coatings to reduce blade wear. Preliminary tests showed that the coatings reduced the amount of fluid erosion on turbine blades by at least a factor of 10.
Fogging at Gila River
Entegra is one of the companies that installed new R0 blades so it could reinstate inlet fogging. The company, headquartered in Tampa, Florida, operates several plants, including the Gila River Power Station in Gila Bend, Arizona, about 70 miles southwest of Phoenix. The 2,200-MW Gila River plant consists of four combined cycle power blocks, each with two Frame 7FA combustion turbines (CTs), two Alstom heat recovery steam generators with supplemental duct firing, and a GE single-case, single-flow, axial exhaust steam turbine.
At Gila River, Entegra currently owns and operates two of the four power blocks. The other two are owned by Sundevil Power Holdings LLC. All the CTs burn natural gas delivered through a 30-inch-diameter pipeline connected to both the El Paso and TransWestern natural gas mainlines. The site connects to the grid via two 500 kV lines and one 230 kV line. One of the Entegra units, Block 4 is under contract to Arizona Public Service (APS), the state’s largest electric utility.
All eight CTs originally included GE-supplied fogging units. Fogging did produce a significant power boost, about 15 MW to 20 MW per CT, along with a better heat rate. However, in addition to blade erosion problems, the fogging units proved unreliable and were shut down after a few years. “The fogging skids had lots of pump failures and had very small filters at the pump discharge that needed changing almost daily,” says Sellers of Entegra. “It was just an incredibly high-maintenance arrangement.”
One of the biggest problem areas with fogging was caused by a mismatch between the pump size and the amount of water needed by the nozzle array for fogging. The pumps did not have variable-speed drives to adjust output to water demand but would recirculate the excess water. “As long as it was in recirculation mode, the recirculation valve would continuously cavitate, would self-destruct, and need to be replaced,” says Sellers. “It was just a maintenance headache.”
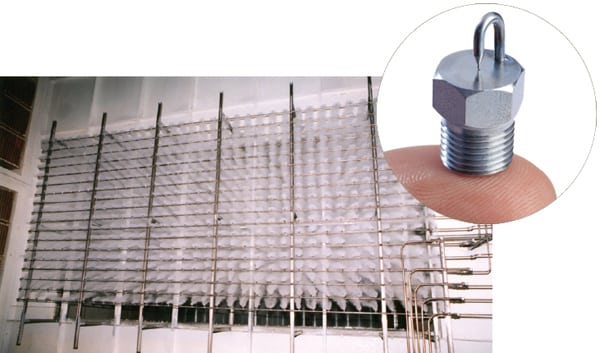
Bob Stone, the Gila River plant manager, says that the GE fogging units went through three revisions before they were eventually secured from use. Because the water was constantly recirculating, it would overheat. Each of the fogging nozzles contained a plastic filter, and the water would reach temperatures where it would melt the filter into the nozzle, so it would have to be replaced (Figure 2).
 |
| 2. Quick power increase. Nozzles mounted in the duct produce billions of tiny fog droplets that quickly evaporate and cool the incoming air down to near the wet bulb temperature. Interest in fog cooling is strong because the reduction in air inlet temperature increases the power output of the combustion turbine for relatively little cost. Courtesy: Mee Industries |
Blade Upgrade
The final revision to the system included changing the piping to bring the water temperature down to avoid melting plastic parts, but by that time blade erosion issues required shutting the foggers down anyway.
“The R0 blade that GE was using at the time was prone to a crack initiated from erosion pits,” says Sellers. “Most operators did not want to risk a cracked R0 blade that could wipe out the whole compressor section, so they stopped fogging for fear of losing R0 blades.”
The R0 blades at Gila River were showing the same erosion problems that GE had found on other 7FAs, and repeated reblending of the blades was not an option.
“Some 7FA users will rotate the R0 blades and send them out to be reblended,” says Stone. “The first year, we had GE do an in situ blending on all eight units, but it gets to a point where you can’t do the resurfacing. Since we did not have spare sets, we decided not to fog.”
That changed, however, in 2011. By that time, GE and others had come out with erosion-resistant blade designs and users were eager to restart their fogging systems. In the case of APS, fogging was needed to ensure Block 4 met performance guarantees. Rather than going with the new GE blades, however, Entegra went with blades from Power Systems Manufacturing (PSM). “PSM used a different material than GE, which would be more erosion tolerant and would not lead to cracking,” says Sellers. “GE had redesigned its blade, but continued to use the same material. Granted, they beefed it up, but we weren’t sure it could still crack again.”
Back to Fogging
With the new PSM R0 blades in place, last year Entegra decided to restart fogging on Block 4. “The block is under contract with performance guarantees for output and heat rate,” Sellers says. “With the decommissioning of the foggers, we were right at the threshold of missing the performance guarantee and possibly suffering a penalty, so we needed to get that performance back.”
Rather than restarting the troublesome GE foggers, however, they went with a MeeFog system from Mee Industries. “From the research we did, Mee was the biggest fogger company out there and had the most experience, so we figured they would have the more reliable system design,” Sellers says.
According to Thomas Mee, CEO of Mee Industries, “There are about 80 MeeFog systems in use on GE F-class gas turbines and a total of more than 850 MeeFog systems have been installed on gas turbines around the world.”
After pouring the slabs and running the piping, installing the skids and nozzle arrays took about two weeks during the spring outage. The MeeFog design used 11 pumps on two skids to provide cooling for both CTs. The pumps come on one at a time, depending on the amount of fogging required at that time, but the control system cycles through the pumps to ensure that they all have the same number of operating hours. Since the Mark V plant control system had been set up for the GE foggers, the control engineer had to add logic on the control panel for the operators to turn the foggers on and off (Figure 3).
 |
| 3. Control the flow. Water flow control skids used with combustion turbine fogging systems can be preassembled and tested in the manufacturer’s shop to reduce the cost of field installation. Courtesy: Mee Industries |
In the first summer, the fogging units operated about 900 hours, and Stone reports that the MeeFog units operated smoothly without the need for the daily attention that the earlier foggers required. Sellers has no concerns about blade erosion issues with this new setup due to the fact that the system only provides tiny droplets, so the root cause of blade erosion is minimized. “Because of the difference in the blade material, we aren’t worried about the R0 blades cracking and breaking off,” says Sellers.
After successfully testing the new blades and fogging system in Arizona, Entegra will look at repeating those actions on its other units, depending on the market conditions and economics at each site.
—Contributed by Joe Zwers, a Glendale, California-based freelance writer specializing in power and high tech.