The Omaha Public Power District (OPPD), one of the largest publicly owned utilities in the U.S., generates approximately one-half of its electricity by burning coal. OPPD’s North Omaha Station began using low-sulfur coal from Wyoming’s Powder River Basin in 1985. Plant upgrades that increased plant safety and the reliability of plant operations were recently recognized by the PRBCUG with its 2013 Plant of the Year award.
The Powder River Basin Coal Users’ Group (PRBCUG) each year since 2000 honors one or two plants that burn PRB coal for “innovation and implementation of best practices and continual improvements in areas including safety, environmental performance, coal handling, boiler combustion, and risk management.” In addition to Plant of the Year honors, the selected plant is also inducted into the PRBCUG Power Plant Hall of Fame.
For 2013, the Plant of the Year (Small Plant Category) honors were garnered by Omaha Public Power District’s (OPPD) North Omaha Station (NOS). The trophy presentation and recognition for the outstanding work by the plant staff took place during the May 2013 ELECTRIC POWER Conference & Exhibition, the venue for the annual meeting of the PRBCUG (Figure 1). The Plant of the Year (Large Plant Category) award was presented to TransAlta’s Centralia Generation Plant (see p. 62). Additional information about the PRBCUG, its 2014 annual meeting, and the group’s awards program is available at www.prbcoals.com.
 |
| 1. The first team. Representatives of OPPD’s North Omaha Station plant staff received the coveted PRBCUG Plant of the Year Award (Small Plant Category) at the past annual PRBCUG conference, held jointly with the ELECTRIC POWER Conference & Exhibition. From left to right, David Wetrosky, Plant Manager, OPPD; David Wilson, Yard Equipment Operator, OPPD; Randy Rahm, Executive Director, PRBCUG; Pat Baker, Crew Leader, OPPD; John Bridson, Chairman, PRBCUG; Kirk Estee, Operations Superintendent, OPPD; William Konefes, Vice Chairman, PRBCUG; Brian Langel, Manager-Production Engineering, OPPD and Greg Krieser, Division Manager, OPPD Source: POWER |
The North Omaha Station consists of five units with a combined capacity of 625 MW and is part of the 3,200-MW OPPD system. The last unit entered commercial operation in 1968, 14 years after the first unit was constructed. NOS was originally designed to combust Midwestern high-sulfur coal. In 1985, the attractive environmental advantages and cost-effectiveness of PRB coal resulted in the decision to transition the station to the low-sulfur coal. The lower heat content and higher ash content of the subbituminous coal meant that the coal burn rate would have to increase in order to deliver the same fuel energy content compared to bituminous coal, although the plant was not derated as has occurred at other plants. In addition, the entire fuel system—from unloading on the coal pile through the burner tip—required upgrades in equipment, plant operating processes, and additional training of the plant staff. Safe combustion of PRB coal is an intentional process. The 105-person staff of NOS joined in the common goal to become a leader in safe handling and combustion of PRB coal (Figure 2).
 |
| 2. Making the switch. OPPD’s North Omaha Station is composed of five units producing a total of 625 MW. The fifth unit was installed in 1968, the first unit 14 years earlier. The plant made the switch to PRB coal in 1985 and finished a complete upgrade of the plant’s fuel-handling systems in 2012. Courtesy: OPPD |
A few years ago, NOS decided it was time to upgrade the antiquated material-handling system to improve safety and plant reliability. NOS partnered with Martin Engineering to perform a safety and equipment audit that recommended cost-effective equipment upgrades to simultaneously improve plant operational reliability and reduce coal fugitive emissions, a key safety challenge when burning PRB coal.
After a series of discussions, OPPD developed a four-phase material-handling improvement program. The first equipment upgrade phase began in October 2009, and all four phases were completed in 2012. Specifically, the material handling upgrade program included equipment changes and upgrades in the Shaker House, where the coal is unloaded from rail cars; the Crusher House, which receives and processes the coal received from the Shaker House; the Transfer House; the Tripper Room, which feeds the coal to the individual boiler fuel silos; and all the conveyors that interconnect the plant (Figure 3).
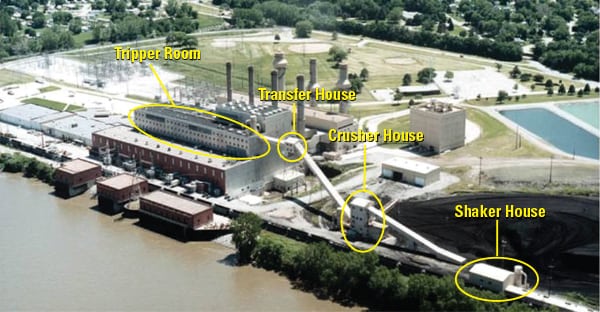 |
| 3. Comprehensive upgrades. North Omaha Station completed a multi-year upgrade of its coal-handling system in 2012, from the point fuel arrives at the plant through the coal bunkers on each boiler. Courtesy: OPPD |
The coal dust management program entailed rebuilding all the plant’s coal-handling transfer points including all vulcanized splices in the conveyor system, impact beds, and belt supports. In addition, improved equipment was added or replaced existing, such as taller chute walls, new apron seals, and dual dust curtains. All the original roller bearings on the conveying systems were replaced with sealed roller bearings. Winged tail pulleys were replaced with smooth tail pulleys, and return plows and belt trainers were added. Also, problematic contacting flow switches used on the conveying systems were replaced with noncontacting sensors.
The Crusher House and the Shaker House were originally designed with last-generation dust collection systems, each of which included a collector, blower, disposal system, and long lengths of ducting and many high-maintenance isolation valves. Both dust collection systems were removed from service as part of the project, thus eliminating a potential explosion hazard. In their place, Martin Engineering installed insertable dust filter systems in 12 high-dust zones. Instead of conveying dust-laden air to a central dust collector, the insertable system filters the air at the transfer point so the dust can be immediately returned to the conveying system. The dust is captured on a pleated fiber filter that is periodically cleaned using compressed air injected against the reverse side of the filter. Each filter system has two filter elements so that one filter remains in service during the staggered cleaning cycles. Unlike standard filter elements, the filter material is impregnated with carbon fibers so that a buildup of static electricity is not possible (Figure 4).
 
|
| 4. Efficient dust collection. The problematic centralized dust collection systems were retired and replaced by individual insertable dust filter systems at the point of collection. The self-cleaning system returns the collected dust directly back into the enclosed conveying systems. The top photo shows the original dust collection tap placed just above the conveyor. The new insertable dust collection system is shown on the bottom. Courtesy: OPPD |
The plant’s coal chutes had also taken a beating over the years, with several areas where severe erosion had resulted in openings that allowed coal leaks. The chutes were relined as part of the upgrade project.
A “belt and suspenders” approach was taken when designing the new dust collection system. In addition to the new filter systems, Martin also installed its Dust Fighter foam system to further improve fugitive dust collection. The foam system automatically mixes and applies a thin film of dust collection foam to the conveyed coal without increasing the coal’s moisture content. Each automated foam system consists of a single mixing station that prepares foam for up to eight nozzles installed on the coal conveying chutes.
There were many other upgrades and improvements to the NOS coal-handling system completed as part of the project. For example:
- A water wash-down system was installed in the Tripper Room and Tripper Room tunnel. A water deluge system was installed in the Transfer House, and the Shaker House basement. Both systems were installed in the Crusher House, Transfer House, and at the transfer and mag belts.
- To decrease housekeeping and improve safety, all combustible construction materials were removed from the Tripper Room walls, Transfer House walls, and the Shaker House curbs. Walls were painted for easy maintenance in all the material-handling zones.
- Five carbon monoxide monitors were installed in the coal bunkers, and an additional four monitors were added to the Shaker House. Data collected from these monitors is logged by the Pi data-logger located in the control room so that trends in CO concentrations can be closely watched and alarmed. When the concentration of CO reaches a predetermined level, an alarm sounds in the control room and an email is sent directly to operations supervisors.
- Firefighting equipment was also procured and staged outside the Tripper Room, including a piercing rod kit and an F-500 cart with eductor and hoses.
- Fugitive emissions from the coal pile were reduced by properly grooming the coal pile into a dome shape and by reducing steep pile slopes.
- A belt slippage protection system was incorporated to the conveying systems to prevent large spills of coal and to prevent catastrophic belt failures.
The plant survey also carefully reviewed the electrical area classifications and all the changes and upgrades required to fully comply with Class II, Division 1, Group F classification were completed as part of the project.
The work of the Coal Handling group at the plant played an important role in receiving this award. The group stepped up and took on new responsibilities with respect to housekeeping. In the process they created a culture of excellence, both in operations and safety. The group’s safety record over the past years has been impressive, having recently completed 20 years without a lost-time injury.
Upgrading the skills and capabilities of the plant staff was also an important part of the program. For example, new evacuation plans were formulated in conjunction with the community fire department and bunker firefighting training was completed. Onsite fire fighting drills with piercing rods in bunker fires and open area fires were conducted with community first responders to improve skills, communications, and teamwork. A plant safety video and a PRB combustible dust video were also produced to further hone the skills of the plant staff and contractors on the peculiarities of safely handling PRB coal as part of an ongoing safety training program. ■
— Dr. Robert Peltier, PE is POWER’s consulting editor.